Download as pdf or txt
You might also like
- NSE Work Experience Report - JohnDocument15 pagesNSE Work Experience Report - JohnJohn Bender100% (1)
- BS en 1555-2 (2010)Document30 pagesBS en 1555-2 (2010)Sıddık SarıcalarNo ratings yet
- Warrick Conductivity Level Controls - Complete - En.esDocument33 pagesWarrick Conductivity Level Controls - Complete - En.esLuigui Flores Hernandez100% (1)
- Engineering Geology For Underground Works (P. Gattinoni, E.M. Pizzarotti, L. Scesi, 2014) Geolibrospdf PDFDocument312 pagesEngineering Geology For Underground Works (P. Gattinoni, E.M. Pizzarotti, L. Scesi, 2014) Geolibrospdf PDFAlexiz MezaNo ratings yet
- US5338348Document6 pagesUS5338348Omar MorteoNo ratings yet
- United States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001Document7 pagesUnited States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001arif ihwandaNo ratings yet
- European Patent Specification C22F 1/10, C22C 19/05: Printed by Jouve, 75001 PARIS (FR)Document16 pagesEuropean Patent Specification C22F 1/10, C22C 19/05: Printed by Jouve, 75001 PARIS (FR)alirafiqNo ratings yet
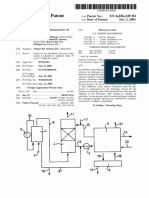
- Ulllted States Patent (10) Patent N0.: US 7,057,050 B2Document5 pagesUlllted States Patent (10) Patent N0.: US 7,057,050 B2sri wahyuniNo ratings yet
- US20060219329A1Document11 pagesUS20060219329A1mohammad293No ratings yet
- EP15781171NWB1Document19 pagesEP15781171NWB1rubenpartogi84No ratings yet
- US8212074Document11 pagesUS8212074Muhammad Iqbal ChandioNo ratings yet
- United States Patent (10) Patent No.: US 6,284,919 B1: Pears0n Et Al. (45) Date of Patent: Sep. 4, 2001Document7 pagesUnited States Patent (10) Patent No.: US 6,284,919 B1: Pears0n Et Al. (45) Date of Patent: Sep. 4, 2001Mary Grace VelitarioNo ratings yet
- United States Patent: Zhang Mar. 8, 2011Document8 pagesUnited States Patent: Zhang Mar. 8, 2011rosarioNo ratings yet
- Us 5282882Document5 pagesUs 5282882DhrupadSoniRaviNo ratings yet
- United States Patent (10) Patent No.: US 6,524,993 B2: Yamaguchi Et Al. (45) Date of Patent: Feb. 25, 2003Document9 pagesUnited States Patent (10) Patent No.: US 6,524,993 B2: Yamaguchi Et Al. (45) Date of Patent: Feb. 25, 2003M FNo ratings yet
- United States Patent (10) Patent No.: US 9.255,006 B2Document8 pagesUnited States Patent (10) Patent No.: US 9.255,006 B2Radit Setia KumalaNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2009/0050853 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2009/0050853 A1sri wahyuniNo ratings yet
- EP0977908B1Document23 pagesEP0977908B1Muhammad AHSAN ISHAQNo ratings yet
- Proceso Electolítico YodoDocument6 pagesProceso Electolítico Yodogonzalo7cornejo7ramiNo ratings yet
- Novotny, Et Al. 1991Document10 pagesNovotny, Et Al. 1991wandaNo ratings yet
- Us 10968362Document11 pagesUs 10968362Fandy Ahmad KurniawanNo ratings yet
- 2 Calcium Aluminate Cements - Raw Materials, Diffferences, Hydration and PropertiesDocument82 pages2 Calcium Aluminate Cements - Raw Materials, Diffferences, Hydration and PropertiesAditya Bhorde100% (1)
- US8449695 chromeIIIDocument5 pagesUS8449695 chromeIIIKute Lele BeanNo ratings yet
- Ep15781171nwb1 1Document17 pagesEp15781171nwb1 1rubenpartogi84No ratings yet
- US8399700Document10 pagesUS8399700manav mistryNo ratings yet
- EP3150744B1Document18 pagesEP3150744B1rerama reramaNo ratings yet
- United States Patent (19) : Findlan Et Al. Patent Number: Date of PatentDocument3 pagesUnited States Patent (19) : Findlan Et Al. Patent Number: Date of PatentJEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- Consider Using Fluoropolymers In: Biological ApplicationsDocument3 pagesConsider Using Fluoropolymers In: Biological ApplicationsRaul TejedaNo ratings yet
- United States Patent (19) : (54. Stabilization ofDocument5 pagesUnited States Patent (19) : (54. Stabilization ofM Irfan KhanNo ratings yet
- US6127298Document6 pagesUS6127298Socrates GebremedhinNo ratings yet
- Carbonization PanDocument21 pagesCarbonization PanRATNA YULYANTINo ratings yet
- US6767528Document6 pagesUS6767528Helwinda ApriliaNo ratings yet
- US6656249Document6 pagesUS6656249Joel de la BarreraNo ratings yet
- Acido PropionicoDocument6 pagesAcido Propionicoromina orellanaNo ratings yet
- Chemical Water Treatment Method Water TreatmentDocument15 pagesChemical Water Treatment Method Water TreatmentBanvari GurjarNo ratings yet
- Refino de Ródio MetálicoDocument4 pagesRefino de Ródio MetálicoVictorNo ratings yet
- Us 7172742Document5 pagesUs 7172742Nguyen Khanh DuyNo ratings yet
- US6539870Document5 pagesUS6539870glorymobile5362No ratings yet
- Patent Application Publication (10) Pub. No.: US 2011/0152153 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2011/0152153 A1Pradip SapkaleNo ratings yet
- Semi Bright Nickel Bath - PatentDocument11 pagesSemi Bright Nickel Bath - PatentCalin DiaconuNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2004/0156765 A1Document14 pagesPatent Application Publication (10) Pub. No.: US 2004/0156765 A1Godfrey BareNo ratings yet
- US7686947Document6 pagesUS7686947peymanNo ratings yet
- Us 7517492Document10 pagesUs 7517492Hossein Hosseini RadNo ratings yet
- Corrosion Inhibitors: Presented By: Rishikesh Kr. Kaushik Semester-VII Roll No-24 Na&Sb CusatDocument34 pagesCorrosion Inhibitors: Presented By: Rishikesh Kr. Kaushik Semester-VII Roll No-24 Na&Sb CusatRishikesh KaushikNo ratings yet
- Zeolite Synthesised From Fused Coal Fly Ash at LowDocument9 pagesZeolite Synthesised From Fused Coal Fly Ash at LowgokulcivilionsNo ratings yet
- EP99916590NWB1Document10 pagesEP99916590NWB1braveytmailNo ratings yet
- TEPZZ - 4 - 6 - A - T: European Patent ApplicationDocument30 pagesTEPZZ - 4 - 6 - A - T: European Patent ApplicationmtanaydinNo ratings yet
- Patente TEXACO Coolant AntifreezeDocument5 pagesPatente TEXACO Coolant AntifreezeLUISNo ratings yet
- PATENT Aluminum Flake PigmentDocument10 pagesPATENT Aluminum Flake Pigmentshengen.tewNo ratings yet
- United States Patent (10) Patent No.: US 8,840,718 B2Document6 pagesUnited States Patent (10) Patent No.: US 8,840,718 B2APEX SON100% (1)
- Brass PolishDocument11 pagesBrass PolishfsarfrazNo ratings yet
- US8299294Document6 pagesUS8299294ALEXANDER FRANCO CASTRILLONNo ratings yet
- EP1248863B1 Method To Control Manganese in Zinc Leach CircuitsDocument18 pagesEP1248863B1 Method To Control Manganese in Zinc Leach CircuitsrichardNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0043279 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2010/0043279 A1vitorio netoNo ratings yet
- US5980788Document12 pagesUS5980788Nguyen Trung HuyNo ratings yet
- Nitro - CarburizingDocument9 pagesNitro - CarburizingRajaSekarsajjaNo ratings yet
- United States Patent (191 (11) Patent Number: 5,604,166: Sasaki Et Al. (45) Date of Patent: Feb. 18, 1997Document5 pagesUnited States Patent (191 (11) Patent Number: 5,604,166: Sasaki Et Al. (45) Date of Patent: Feb. 18, 1997Samah SamahNo ratings yet
- US6368426 PT Paper (Conversion Coating)Document8 pagesUS6368426 PT Paper (Conversion Coating)Muhammad Arslan NazimNo ratings yet
- Journal Pre-Proof: Journal of Petroleum Science and EngineeringDocument50 pagesJournal Pre-Proof: Journal of Petroleum Science and EngineeringSwati ChaudharyNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2014/0048228A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2014/0048228A1Annisa IcaNo ratings yet
- Corrosão de Tanques-H2SO4Document11 pagesCorrosão de Tanques-H2SO4Misael Pierre Possi FloresNo ratings yet
- Soap SulphurDocument8 pagesSoap SulphurfunkyboicoolNo ratings yet
- BusaDocument10 pagesBusadewiNo ratings yet
- 4340 Fracture Toughness PDFDocument22 pages4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Crystal StructureDocument32 pagesCrystal StructureJitender Singh RawatNo ratings yet
- Term 2 Reate of Reaction G 12Document41 pagesTerm 2 Reate of Reaction G 12Lesedi TsoaiNo ratings yet
- 2816/03/TEST: Advanced Gce ChemistryDocument12 pages2816/03/TEST: Advanced Gce ChemistryPhilip_830No ratings yet
- Calcined TartarDocument7 pagesCalcined TartarBronson H100% (1)
- New Natural Draft Cooling Tower of 200 M of Height: Dieter Busch, Reinhard Harte, Wilfried B. Kra Tzig, Ulrich MontagDocument13 pagesNew Natural Draft Cooling Tower of 200 M of Height: Dieter Busch, Reinhard Harte, Wilfried B. Kra Tzig, Ulrich MontagmasteriragaNo ratings yet
- WPQ Flux CoreDocument1 pageWPQ Flux Corealberto jayaNo ratings yet
- Cathodic Protection Galvanic Sacrificial SpecificationDocument6 pagesCathodic Protection Galvanic Sacrificial SpecificationMohamed Alkhawaga100% (1)
- Cie350 HW04 2009Document4 pagesCie350 HW04 2009謝政安No ratings yet
- Manipal BE Phys 2010 11 Molecules& SolidsFFDocument100 pagesManipal BE Phys 2010 11 Molecules& SolidsFFTushar Kant Roy100% (2)
- Problem Set 3Document3 pagesProblem Set 3AshutoshKumarNo ratings yet
- User Manual Portable UV Multiparameters NO3, DCO, COT, DBO - PASTEL UVDocument46 pagesUser Manual Portable UV Multiparameters NO3, DCO, COT, DBO - PASTEL UVRizal YansyahNo ratings yet
- LAB1 Bernoullis Theorem Manual 1Document13 pagesLAB1 Bernoullis Theorem Manual 1Clement KipyegonNo ratings yet
- 3-COD LABSHEET WORD Tim & PikaDocument22 pages3-COD LABSHEET WORD Tim & PikadanielseleyNo ratings yet
- Cebex Cable Grout - FosrocDocument4 pagesCebex Cable Grout - FosrocIrshadYasinNo ratings yet
- Chemical Engineering 03 2016 PDFDocument96 pagesChemical Engineering 03 2016 PDFThái Xuân Quang100% (1)
- Gly and Ampa HPLC Icp-Msms and HPLC Dad Comparative StudyDocument7 pagesGly and Ampa HPLC Icp-Msms and HPLC Dad Comparative StudySara Camila Linares VelandiaNo ratings yet
- Molten Metal Filtration Final ReportDocument24 pagesMolten Metal Filtration Final ReportMuthu KumarNo ratings yet
- 5Document16 pages5Herbert BassNo ratings yet
- Vapor Phase Hydrogen Peroxide ResistenceDocument5 pagesVapor Phase Hydrogen Peroxide ResistenceMohamed FetouhNo ratings yet
- How To Calibrate Your Autoclave PDFDocument3 pagesHow To Calibrate Your Autoclave PDFrafik1995No ratings yet
- History of Life: From Cambrian Explosion To The Formation of FossilsDocument30 pagesHistory of Life: From Cambrian Explosion To The Formation of FossilsTobeka ZiboboNo ratings yet
- CAH 2012 2013 Ver1Document1,502 pagesCAH 2012 2013 Ver1Renato Rodriguez100% (1)
- Tahitian Noni Juice Clinical TrialsDocument1 pageTahitian Noni Juice Clinical TrialsEd50% (2)
- Hyperdesmo 815Document5 pagesHyperdesmo 815Roger DaoudNo ratings yet
- A Stable Room-Temperature Sodium-Sulfur Battery: ArticleDocument10 pagesA Stable Room-Temperature Sodium-Sulfur Battery: Articlemeseret simachewNo ratings yet