Download as pdf or txt
You might also like
- Difference Between API 611 and API 612Document13 pagesDifference Between API 611 and API 612José Alberto Campos MartinezNo ratings yet
- Refractory Application ProcedureDocument33 pagesRefractory Application ProcedureAjin S100% (2)
- 2 Art 4 PDFDocument8 pages2 Art 4 PDFdavidNo ratings yet
- Studies On Ash Reduction of A Non-Coking Coal Sample by Froth FlotationDocument6 pagesStudies On Ash Reduction of A Non-Coking Coal Sample by Froth Flotationsantosh choudharyNo ratings yet
- Recuperacion de Carbon Fino Mediante Ctenica de Aglomeracion Con Aceite MaceralsDocument9 pagesRecuperacion de Carbon Fino Mediante Ctenica de Aglomeracion Con Aceite MaceralsGema EscobedoNo ratings yet
- Study On Clean Coal Technology With Oil Agglomeration in Fujian ProvinceDocument7 pagesStudy On Clean Coal Technology With Oil Agglomeration in Fujian ProvinceJose VargasNo ratings yet
- A Comparative Study On The Emulsification of Flotation ReagentsDocument9 pagesA Comparative Study On The Emulsification of Flotation ReagentsEzeh calebNo ratings yet
- Combustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal FinesDocument7 pagesCombustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal Finesarsalan322No ratings yet
- Done 5Document9 pagesDone 5oppai.gaijinNo ratings yet
- Manual Biodiesel MgoDocument6 pagesManual Biodiesel Mgoaurelio quispeNo ratings yet
- Northern This: M M TheDocument4 pagesNorthern This: M M TheDiego Martínez FernándezNo ratings yet
- rp003 ICAER2015-A0003Document6 pagesrp003 ICAER2015-A0003Bekraoui KeltoumNo ratings yet
- Oil 2008 3 328 334Document7 pagesOil 2008 3 328 334ahmed1581973No ratings yet
- Consecutive Recovery of Three High-Value Products From Waste Tyres Via Pyrolysis in ADocument2 pagesConsecutive Recovery of Three High-Value Products From Waste Tyres Via Pyrolysis in AyasirNo ratings yet
- 9th YSF Symposium Proceedings 2020-133-138Document6 pages9th YSF Symposium Proceedings 2020-133-138Udya DevarajaNo ratings yet
- A Study On Combination of Polymer and CO Flooding Using Magnetic Resonance ImagingDocument4 pagesA Study On Combination of Polymer and CO Flooding Using Magnetic Resonance ImagingArii WAhyudiiNo ratings yet
- Gasification ReactivityDocument19 pagesGasification ReactivityNavneet KaurNo ratings yet
- LWAASHJSPLANGULDocument5 pagesLWAASHJSPLANGULAmiy SrivastavaNo ratings yet
- Oxidized Coal Flotation FinalDocument23 pagesOxidized Coal Flotation FinalYouTubeCrysisNo ratings yet
- Catalyst Acids Ie901175dDocument4 pagesCatalyst Acids Ie901175dZamri FadilahNo ratings yet
- Determination of Optimal Flotation Conditions of Low-Grade Graphite OreDocument8 pagesDetermination of Optimal Flotation Conditions of Low-Grade Graphite OresanjibkrjanaNo ratings yet
- Report On QualityDocument6 pagesReport On Qualitya s khuranaNo ratings yet
- Crystal Habit Modifiers For Enhanced Filtration of PhosphogypsumDocument14 pagesCrystal Habit Modifiers For Enhanced Filtration of PhosphogypsummahaNo ratings yet
- 04-Section 04 Pilot Testing & ContaminationsDocument17 pages04-Section 04 Pilot Testing & ContaminationsLazharNo ratings yet
- (1995) Fourier Transfom Infrared Study of Coal Tar PitchesDocument4 pages(1995) Fourier Transfom Infrared Study of Coal Tar PitchesVinicius OliveiraNo ratings yet
- Preprint 99-3: SME Annual Meeting March 1-3, 1999, Denver, ColoradoDocument5 pagesPreprint 99-3: SME Annual Meeting March 1-3, 1999, Denver, ColoradoGustavo Gabriel JimenezNo ratings yet
- AASHTO t255Document6 pagesAASHTO t255Sabila IhsaniNo ratings yet
- Stabilization of Black Cotton Soil Using Alkali Activated Fly AshDocument6 pagesStabilization of Black Cotton Soil Using Alkali Activated Fly AshIJIRSTNo ratings yet
- Evaluation of Response of Brown Coal To Selective Oild Agglomeration by Zeta Potential MeasurementDocument6 pagesEvaluation of Response of Brown Coal To Selective Oild Agglomeration by Zeta Potential MeasurementdelycocukNo ratings yet
- Changyan Yang, Zhongming Zhao, Zhenzhen Wu and Xiaohui YangDocument7 pagesChangyan Yang, Zhongming Zhao, Zhenzhen Wu and Xiaohui YangsuputamadreNo ratings yet
- 10 11648 J Ajcbe 20210502 13Document6 pages10 11648 J Ajcbe 20210502 13Shivangi GargNo ratings yet
- SPE-169658-MS Laboratory Investigation of Miscible CO WAG Injection Efficiency in CarbonateDocument11 pagesSPE-169658-MS Laboratory Investigation of Miscible CO WAG Injection Efficiency in CarbonateheviNo ratings yet
- 1-S2.0-S1876610215022663-Main DolomiteDocument5 pages1-S2.0-S1876610215022663-Main DolomiteFarah TalibNo ratings yet
- Opposed Flow Burner User GuideDocument9 pagesOpposed Flow Burner User GuideBabu DasNo ratings yet
- 71 - Metalurgi - Gembong Suryo W - ANTAM - ProsidingDocument6 pages71 - Metalurgi - Gembong Suryo W - ANTAM - ProsidinggunawanNo ratings yet
- Binder PitchDocument10 pagesBinder PitchSudipta RoyNo ratings yet
- Optimization of Post Combustion Carbon Capture Process-Solvent SelectionDocument11 pagesOptimization of Post Combustion Carbon Capture Process-Solvent SelectionYamini BNo ratings yet
- Effect of Coal Moisture On Denitration Efficiency and Boiler EconomyDocument7 pagesEffect of Coal Moisture On Denitration Efficiency and Boiler EconomyRc TuppalNo ratings yet
- Determination of Salt Content in Crude Oil, Turbine Oil and Some Refinery Products VolumetricallyDocument4 pagesDetermination of Salt Content in Crude Oil, Turbine Oil and Some Refinery Products VolumetricallyJabbarKaddemNo ratings yet
- Amenability of A Plant Slimy Tails To A Nil Waste Process For ReuseDocument7 pagesAmenability of A Plant Slimy Tails To A Nil Waste Process For ReuseravibelavadiNo ratings yet
- Coal Blending With Fly Ash-An ApproachDocument28 pagesCoal Blending With Fly Ash-An ApproachcaptainrajneeshNo ratings yet
- 10 1016@j Fuproc 2005 08 001Document6 pages10 1016@j Fuproc 2005 08 001Bambang Sardi SardiNo ratings yet
- Libai Wen, Yun Wang, Donglian Lu, Shengyang Hu, Heyou Han: Article InfoDocument5 pagesLibai Wen, Yun Wang, Donglian Lu, Shengyang Hu, Heyou Han: Article InfoArief SetyoNo ratings yet
- Biodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesDocument5 pagesBiodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesMáximo Décimo MeridioNo ratings yet
- G J E S R: Lobal Ournal of Ngineering Cience and EsearchesDocument14 pagesG J E S R: Lobal Ournal of Ngineering Cience and EsearchesEleonoraNo ratings yet
- IJEE 04 v5n1 PDFDocument8 pagesIJEE 04 v5n1 PDFbabarNo ratings yet
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 pagesD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezNo ratings yet
- Potassium Testing FertiliserDocument35 pagesPotassium Testing FertiliserKamal ShayedNo ratings yet
- Oily Wastewater Treatment Using Expanded Beds of Activated Carbon and ZeoliteDocument13 pagesOily Wastewater Treatment Using Expanded Beds of Activated Carbon and ZeoliteFranz Stiven Poma MendozaNo ratings yet
- The Intensification of The Solid Fuel Grate-FiringDocument5 pagesThe Intensification of The Solid Fuel Grate-FiringTania ChimbiroNo ratings yet
- Extended - Abstract - Ilham Mufandi - Synthesis and Characterization of CaO CatalystDocument4 pagesExtended - Abstract - Ilham Mufandi - Synthesis and Characterization of CaO CatalystWyztyo AlanaNo ratings yet
- Amarpreet Kaur Et - Al 2014, Modeling The Strength of Mortars Containing Fly AshDocument8 pagesAmarpreet Kaur Et - Al 2014, Modeling The Strength of Mortars Containing Fly AshSatya ChaitanyaNo ratings yet
- 1 s2.0 S0008884698000829 Main PDFDocument7 pages1 s2.0 S0008884698000829 Main PDFAnonymous NxpnI6jCNo ratings yet
- Done 2Document16 pagesDone 2oppai.gaijinNo ratings yet
- Janssen2018 Immiscible n2Document19 pagesJanssen2018 Immiscible n2Abdillah MuharramNo ratings yet
- Effect of Chemical Properties of Coal On Its Combustion BehaviorDocument8 pagesEffect of Chemical Properties of Coal On Its Combustion Behaviorparthibanemails5779No ratings yet
- Comparison of Oil Shales From Different Deposits: Oil Shale Pyrolysis and Co-Pyrolysis With AshDocument8 pagesComparison of Oil Shales From Different Deposits: Oil Shale Pyrolysis and Co-Pyrolysis With Ashdesi fitrianaNo ratings yet
- 1 s2.0 S2215016123001851 MainDocument9 pages1 s2.0 S2215016123001851 MainMaka MagnaretogneNo ratings yet
- Articulo CientíficoDocument10 pagesArticulo CientíficoHeidy Jovana Huanca RamosNo ratings yet
- Wang 2011Document12 pagesWang 2011Prakash WarrierNo ratings yet
- Blending Coal PDFDocument68 pagesBlending Coal PDFNur DiansyahNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- E PUB 02 0006 - v01 Splitter Boxes Part 1Document2 pagesE PUB 02 0006 - v01 Splitter Boxes Part 1rajeevup2004No ratings yet
- Leaflet UFS Screen 4284 en LowresDocument2 pagesLeaflet UFS Screen 4284 en Lowresrajeevup2004No ratings yet
- Deleting Everything Except Formulas (Microsoft Excel)Document1 pageDeleting Everything Except Formulas (Microsoft Excel)rajeevup2004No ratings yet
- Calc. of Mineral Proportions From Whole Rock Major Element AnalysiDocument9 pagesCalc. of Mineral Proportions From Whole Rock Major Element Analysirajeevup2004No ratings yet
- Returning Zero When A Referenced Cell Is Blank (Microsoft Excel)Document4 pagesReturning Zero When A Referenced Cell Is Blank (Microsoft Excel)rajeevup2004No ratings yet
- E PUB 02 0005 - v02 Distribution Systems Part 1Document2 pagesE PUB 02 0005 - v02 Distribution Systems Part 1rajeevup2004No ratings yet
- Coal Flotation-Technical ReviewDocument3 pagesCoal Flotation-Technical Reviewrajeevup2004No ratings yet
- Acid Number - A Comprehensive GuideDocument11 pagesAcid Number - A Comprehensive Guiderajeevup2004No ratings yet
- TeeteredBedSeparators PresentationDocument30 pagesTeeteredBedSeparators Presentationrajeevup2004No ratings yet
- Elutriation by MintekDocument12 pagesElutriation by Mintekrajeevup2004No ratings yet
- Oil-Resistant Rubbers: Machine DesignDocument5 pagesOil-Resistant Rubbers: Machine Designrajeevup2004No ratings yet
- Storage - Guideline - Storing GuidlinesDocument1 pageStorage - Guideline - Storing Guidlinesrajeevup2004No ratings yet
- Belt Filter Cloth Brochure - SaferDocument11 pagesBelt Filter Cloth Brochure - Saferrajeevup2004No ratings yet
- Silicon Carbide PresentationDocument12 pagesSilicon Carbide Presentationrajeevup2004No ratings yet
- Acid Number Vs PHDocument2 pagesAcid Number Vs PHrajeevup2004No ratings yet
- Landed Price CalcDocument1 pageLanded Price Calcrajeevup2004No ratings yet
- ABON RollerscreenDocument6 pagesABON Rollerscreenrajeevup2004No ratings yet
- Bucket Elevator BasicsDocument3 pagesBucket Elevator Basicsrajeevup2004No ratings yet
- Spiral Classifier Brochure - Triveni EnggDocument4 pagesSpiral Classifier Brochure - Triveni Enggrajeevup2004No ratings yet
- Osborn Screw Classifier BrochureDocument2 pagesOsborn Screw Classifier Brochurerajeevup2004100% (1)
- NSR Model PDFDocument13 pagesNSR Model PDFrajeevup2004No ratings yet
- Beneficition of Talc OreDocument34 pagesBeneficition of Talc Orerajeevup2004No ratings yet
- Pulp Density FormulaDocument6 pagesPulp Density Formularajeevup2004No ratings yet
- Absolute Relative ErrorDocument1 pageAbsolute Relative ErrorSamuel Flexor GyasiNo ratings yet
- Terminology of Different CoalDocument1 pageTerminology of Different Coalrajeevup2004No ratings yet
- Property of Engineering MaterialsDocument330 pagesProperty of Engineering Materialsrajeevup2004No ratings yet
- Pre-Check List For Diedel EnginesDocument2 pagesPre-Check List For Diedel EnginesAHMADNo ratings yet
- SEM III 25 Mechanical EngineeringDocument19 pagesSEM III 25 Mechanical EngineeringBittu KumarNo ratings yet
- Greater Rotor For Greater Benefit: The New SG 8.0-167 DDDocument2 pagesGreater Rotor For Greater Benefit: The New SG 8.0-167 DDRABIH EL MEDAWARNo ratings yet
- Service Manual: Innova LV Tower 6K (S) / 10K (S)Document35 pagesService Manual: Innova LV Tower 6K (S) / 10K (S)Valentin HernandezNo ratings yet
- Design and Implementation of A Remotely Monitored Smart Egg IncubatorDocument9 pagesDesign and Implementation of A Remotely Monitored Smart Egg IncubatorMuthu Palaniappan ANo ratings yet
- Copia de HiKu - CS3W-MS - enDocument2 pagesCopia de HiKu - CS3W-MS - enRamon CardenasNo ratings yet
- Manual Chassis Volvo b58Document2 pagesManual Chassis Volvo b58Tarcisio Soares0% (1)
- Small Clone Chorus ENGDocument3 pagesSmall Clone Chorus ENGtofu157No ratings yet
- Crudo 3 Alvheim NorwayDocument2 pagesCrudo 3 Alvheim NorwayFlorencia GonzalezNo ratings yet
- Wiring Diagram For Elevonic® R-SeriesDocument12 pagesWiring Diagram For Elevonic® R-SeriesSamuel AcevedoNo ratings yet
- Gerardo Anaya Assignment 1Document11 pagesGerardo Anaya Assignment 1ganayasolanoNo ratings yet
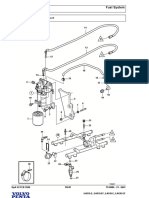
- Chaparral Volvo Penta Fuel SystemDocument2 pagesChaparral Volvo Penta Fuel SystemJane Bruckbauer O'GradyNo ratings yet
- Geoprobe 7822DT 5-24-2022Document2 pagesGeoprobe 7822DT 5-24-2022Gustavo AltamiranoNo ratings yet
- Lesson4 Peculiar-Water Copy01of1Document32 pagesLesson4 Peculiar-Water Copy01of1clementinedump0625No ratings yet
- PTW Work Leader Assessment Result (22 Feb 2023) : Dear AllDocument2 pagesPTW Work Leader Assessment Result (22 Feb 2023) : Dear Allalison ubamNo ratings yet
- Dual Nature of Radiation and Matter-1 MR SudhanshuDocument28 pagesDual Nature of Radiation and Matter-1 MR Sudhanshubasantisharma896No ratings yet
- PG Test of BTGDocument7 pagesPG Test of BTGO&E CeplNo ratings yet
- 07-Squirrel Cage Induction Motor-Experiments ManualDocument25 pages07-Squirrel Cage Induction Motor-Experiments ManualN. iManNo ratings yet
- 01 Commercial Paragon Filter (FN6) ENGDocument4 pages01 Commercial Paragon Filter (FN6) ENGThao NguyenNo ratings yet
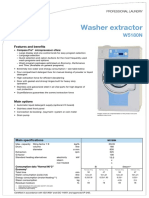
- Washer - W5180NDocument2 pagesWasher - W5180Nvivi vidyaNo ratings yet
- Diesel Camshaft Position Sensor - Jaguar Part Number JDE3763Document4 pagesDiesel Camshaft Position Sensor - Jaguar Part Number JDE3763Олег СекретNo ratings yet
- Bicol University College of Engineering Mechanical Engineering Department Mechanical Engineering Laboratory 1 Lesson 9: Carbon Residue Test MembersDocument2 pagesBicol University College of Engineering Mechanical Engineering Department Mechanical Engineering Laboratory 1 Lesson 9: Carbon Residue Test MembersCheru BibzNo ratings yet
- AM1751 DatasheetDocument2 pagesAM1751 DatasheetWira SupriatnaNo ratings yet
- CRN 952 Afavhqqv PDFDocument8 pagesCRN 952 Afavhqqv PDFRisal RNo ratings yet
- Assignment For Remedial StudentsDocument5 pagesAssignment For Remedial StudentsPoul GonaNo ratings yet
- AR05.00-B-5521A.fm Remove and Install The Rocker Arm Mechanism 18.06.97Document3 pagesAR05.00-B-5521A.fm Remove and Install The Rocker Arm Mechanism 18.06.97LUKASNo ratings yet
- Submittal Split Piso Techo Inverter LennoxDocument33 pagesSubmittal Split Piso Techo Inverter Lennoxalfredoleyva5474No ratings yet
- SEISMIC and NUCLEAR ENCLOSURES IEC60721-2-6 FIGURE 5Document2 pagesSEISMIC and NUCLEAR ENCLOSURES IEC60721-2-6 FIGURE 5ericNo ratings yet