Download as pdf or txt
You might also like
- Study of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Document9 pagesStudy of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Siraj AL sharifNo ratings yet
- Packed Absorption Column - Raschig RingDocument6 pagesPacked Absorption Column - Raschig RingRebecca GohNo ratings yet
- Agitation & AerationDocument47 pagesAgitation & AerationSanjay Kumar100% (1)
- Lab Report Absorption ColumnDocument18 pagesLab Report Absorption ColumnArina Hazirah100% (1)
- Pressure Drop and Flooding in A Packed ColumnDocument7 pagesPressure Drop and Flooding in A Packed ColumnEdu Cordon50% (2)
- QC Tests For Ointments and CreamsDocument3 pagesQC Tests For Ointments and CreamsHumzaMasoom100% (1)
- Hyd Book 2Document269 pagesHyd Book 2hanifpanja100% (1)
- Airlift Bioreactor For Biological ApplicationsDocument11 pagesAirlift Bioreactor For Biological ApplicationsTheDreamMNo ratings yet
- InTech-Airlift Bioreactors Hydrodynamics and Rheology Application To Secondary Metabolites ProductionDocument44 pagesInTech-Airlift Bioreactors Hydrodynamics and Rheology Application To Secondary Metabolites ProductionEleazar EscamillaNo ratings yet
- Wetted Wall ColumnDocument4 pagesWetted Wall Columnendang dian lestariNo ratings yet
- Full 4102Document8 pagesFull 4102piticmicNo ratings yet
- Airlift CFD SimulationDocument7 pagesAirlift CFD Simulationlrodriguez_892566No ratings yet
- Gas Hold-Up, Mixing Time and Circulation Time in InternalDocument9 pagesGas Hold-Up, Mixing Time and Circulation Time in Internalali abdulrahman al-ezziNo ratings yet
- 1 s2.0 S0043135414001389 MainDocument9 pages1 s2.0 S0043135414001389 MainLuciaMarinaR.OrizaNo ratings yet
- Effect Depth Pressure PDFDocument6 pagesEffect Depth Pressure PDFBijay ThapaNo ratings yet
- Airlift PaperDocument44 pagesAirlift PaperbkkbrazilNo ratings yet
- An Investigation of Effect of Stepped Chutes WithDocument14 pagesAn Investigation of Effect of Stepped Chutes Withsudah sudahiNo ratings yet
- Packed Bed AbsorptionDocument4 pagesPacked Bed AbsorptionSenthilNathanNo ratings yet
- A Simple Model For Falling Film Absorption On (Bagus)Document9 pagesA Simple Model For Falling Film Absorption On (Bagus)Fadli Ryan ArikundoNo ratings yet
- Bioreactor Mixing OxygenationDocument40 pagesBioreactor Mixing OxygenationH.J.Prabhu0% (1)
- Aali-Paper, November, With D.reference 2013Document25 pagesAali-Paper, November, With D.reference 2013Ali Abdul-RahmanNo ratings yet
- Froth Flotation ReportDocument10 pagesFroth Flotation ReportArsyad SafaiNo ratings yet
- Effect of Liquid Flow Rate and Gas Flow Rate On A Packed Absorption Tower and Repair of EquipmentDocument53 pagesEffect of Liquid Flow Rate and Gas Flow Rate On A Packed Absorption Tower and Repair of Equipmentjamessabraham2No ratings yet
- Methane Enrichment in BiogasDocument4 pagesMethane Enrichment in BiogasArun EbenezerNo ratings yet
- Oxygen Transfer Mechanism in Wastewater: First DraftDocument6 pagesOxygen Transfer Mechanism in Wastewater: First DraftSirajuddin AhmedNo ratings yet
- 10 1016@j Ces 2015 04 030 PDFDocument9 pages10 1016@j Ces 2015 04 030 PDFRamón CorreaNo ratings yet
- Image Processing To Determine Mass Transfer Coefficient For Gas BubbleDocument8 pagesImage Processing To Determine Mass Transfer Coefficient For Gas BubbleJeremy DudleyNo ratings yet
- Effects of Superficial Gas Velocity and Fluid Property On The Hydrodynamic Performance of An Airlift Column With Alcohol SolutionDocument9 pagesEffects of Superficial Gas Velocity and Fluid Property On The Hydrodynamic Performance of An Airlift Column With Alcohol SolutionhypermekoolNo ratings yet
- Brewery Wastewater Treatment in A Fluidised Bed Bioreactor: Aoyi Ochieng, Tom Ogada, William Sisenda, Paul WambuaDocument11 pagesBrewery Wastewater Treatment in A Fluidised Bed Bioreactor: Aoyi Ochieng, Tom Ogada, William Sisenda, Paul WambuaMani ManmadhaNo ratings yet
- Unit 4Document17 pagesUnit 4Sakthivel PandianNo ratings yet
- Performance of Hollow Fiber Membrane Gas-Liquid Contactors To Absorb Co UsingDocument13 pagesPerformance of Hollow Fiber Membrane Gas-Liquid Contactors To Absorb Co UsingPitri YantiNo ratings yet
- Hydrodynamics and Mass Transfer in Bubble Column Influence of Liquid Phase Surface TensionDocument13 pagesHydrodynamics and Mass Transfer in Bubble Column Influence of Liquid Phase Surface TensionBasar ÖnolNo ratings yet
- Study of Air Bubble Dynamics in An Air Column UsinDocument7 pagesStudy of Air Bubble Dynamics in An Air Column Usinsannan azizNo ratings yet
- Jjmie 85 17 01Document6 pagesJjmie 85 17 01Maraah IssaNo ratings yet
- Assessment of Aeration Capacity of Stepped Cascade System For Selected GeometryDocument9 pagesAssessment of Aeration Capacity of Stepped Cascade System For Selected GeometrySong Nguyen NguyenNo ratings yet
- Effect of Frothers and Dodecylamine On Bubble Size and Gas Holdup in A Downflow Column PDFDocument7 pagesEffect of Frothers and Dodecylamine On Bubble Size and Gas Holdup in A Downflow Column PDFJose Luis Barrientos RiosNo ratings yet
- Air Density Effect On The Atomization of Liquid Jets in CrossflowDocument25 pagesAir Density Effect On The Atomization of Liquid Jets in CrossflowJosephat KalanziNo ratings yet
- Separation and Purification TechnologyDocument7 pagesSeparation and Purification TechnologyLina Maria RubioNo ratings yet
- Liquid Holdup in Large-Diameter Horizontal Multiphase PipelinesDocument8 pagesLiquid Holdup in Large-Diameter Horizontal Multiphase PipelinesagusnnnNo ratings yet
- A. Catalyst-Trap Microeactor: DZ DCDocument4 pagesA. Catalyst-Trap Microeactor: DZ DCAki EspaldonNo ratings yet
- Introduction - Suzanne AngenentDocument5 pagesIntroduction - Suzanne AngenentAntonio MoncayoNo ratings yet
- Gas AbsorptionDocument8 pagesGas Absorptionfarah hannahNo ratings yet
- University of Basra For Oil and GasDocument8 pagesUniversity of Basra For Oil and GaskareemNo ratings yet
- Herlina & Jirka 2004 Application of LIF To Investigate Gas Transfer Near The Air-Water InterfaceDocument9 pagesHerlina & Jirka 2004 Application of LIF To Investigate Gas Transfer Near The Air-Water InterfaceFrancisco OppsNo ratings yet
- Nitrogen oDocument36 pagesNitrogen oGabriel Ignacio SilvaNo ratings yet
- OxygenTransferinHigh SpeedSurfaceAerationTankDocument9 pagesOxygenTransferinHigh SpeedSurfaceAerationTankJesus PerezNo ratings yet
- A Microreactor For The Nitration of Benzene and TolueneDocument19 pagesA Microreactor For The Nitration of Benzene and TolueneAnna YagodnitsinaNo ratings yet
- Notes For Selection of ALR TypeDocument4 pagesNotes For Selection of ALR TypeAntoinette ChuaNo ratings yet
- CO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorDocument12 pagesCO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorTitto Cedeño VeraNo ratings yet
- Troubleshooting FCC Unit Circulation and Fluidization ProblemsDocument4 pagesTroubleshooting FCC Unit Circulation and Fluidization Problemssaleh4060No ratings yet
- Evaluation of Gas Mass Transfer in Reactor For Syngas FermentationDocument8 pagesEvaluation of Gas Mass Transfer in Reactor For Syngas FermentationKeryanti KeryNo ratings yet
- Liquid Holdup in Large-Diameter Horizontal Multiphase PipelinesDocument8 pagesLiquid Holdup in Large-Diameter Horizontal Multiphase PipelinessaifoaNo ratings yet
- Bubble Size in Forced Circulation Loop Reactor (Ej) (FADAVI Et Al) (J of Chem Techn & BioTechn v83 2008) (4s) #PG (105-108)Document4 pagesBubble Size in Forced Circulation Loop Reactor (Ej) (FADAVI Et Al) (J of Chem Techn & BioTechn v83 2008) (4s) #PG (105-108)ScribdManíacoNo ratings yet
- Aeration and AgitationDocument69 pagesAeration and AgitationAhmed ShahabiNo ratings yet
- 662 2010 1 PBDocument7 pages662 2010 1 PBIchwanul IhsanNo ratings yet
- Ijest Vol1 No1 pp.1 15Document15 pagesIjest Vol1 No1 pp.1 15prabhjot singh1No ratings yet
- Design Recommendations For Subsurface Flow Constructed Wetlands For Nitrification and Denitrification - PlatzerDocument9 pagesDesign Recommendations For Subsurface Flow Constructed Wetlands For Nitrification and Denitrification - PlatzertainamagalhaesNo ratings yet
- Physico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentFrom EverandPhysico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentNo ratings yet
- Groundwater Remediation: A Practical Guide for Environmental Engineers and ScientistsFrom EverandGroundwater Remediation: A Practical Guide for Environmental Engineers and ScientistsNo ratings yet
- Heat and Moisture Transfer between Human Body and EnvironmentFrom EverandHeat and Moisture Transfer between Human Body and EnvironmentNo ratings yet
- Sewer Appurtenances Ee2 Group 1Document12 pagesSewer Appurtenances Ee2 Group 1ALEX ABRAHAMNo ratings yet
- Alacrity Strainer: P & Id TitleDocument8 pagesAlacrity Strainer: P & Id Titledilip matalNo ratings yet
- Visbreaking ModelDocument13 pagesVisbreaking ModelMaileen Julissa Hoyos CastellanosNo ratings yet
- Irrigation EnggCRPQsDocument9 pagesIrrigation EnggCRPQsshubhamNo ratings yet
- Moly Graph TDS Api ModifiedDocument1 pageMoly Graph TDS Api Modifiednaveen yadavNo ratings yet
- Strain Rate EffectDocument2 pagesStrain Rate EffectAnil YildizNo ratings yet
- Engineering Solutions: KLM Technology GroupDocument27 pagesEngineering Solutions: KLM Technology Groupramadan rashadNo ratings yet
- Scae FCDocument12 pagesScae FCZvonimir PerasovićNo ratings yet
- Installation, Operation and Maintenance Manual For Model WG-HLA Hydraulic ActuatorDocument15 pagesInstallation, Operation and Maintenance Manual For Model WG-HLA Hydraulic ActuatorNeilton Junior100% (1)
- Parshall FlumeDocument2 pagesParshall FlumeuvozoneNo ratings yet
- ZennerDocument6 pagesZennerzenerdiodeNo ratings yet
- MD Sarfaraj Ahmed (HVAC Technician) KSA Fticvs CCDocument2 pagesMD Sarfaraj Ahmed (HVAC Technician) KSA Fticvs CCftimum1No ratings yet
- 8.6.1 The Moody DiagramDocument3 pages8.6.1 The Moody DiagramAganon AristotleNo ratings yet
- On-Stream Leak Repair Techniques - Part 2Document2 pagesOn-Stream Leak Repair Techniques - Part 2qaisarabbas9002100% (1)
- Instruction: Encircle The Correct Answer. Erasures Are Considered Wrong. Test I: Multiple ChoiceDocument4 pagesInstruction: Encircle The Correct Answer. Erasures Are Considered Wrong. Test I: Multiple ChoiceVenece Abellana0% (1)
- Wastewater Cert Study Guide Formula SheetDocument7 pagesWastewater Cert Study Guide Formula SheetIsrael MuhiNo ratings yet
- Poster Gtu MeDocument1 pagePoster Gtu Meviky4640No ratings yet
- Review Exercise - Chapter 1 - SolutionDocument9 pagesReview Exercise - Chapter 1 - SolutionSaifulizmin MustapaNo ratings yet
- Barracuda and Caratinga Crude Oil Fields Production Facilities ProjectDocument87 pagesBarracuda and Caratinga Crude Oil Fields Production Facilities ProjectneivaprojetosNo ratings yet
- Shivaji University, Kolhapur: Question Bank For Mar 2022 (Summer) ExaminationDocument6 pagesShivaji University, Kolhapur: Question Bank For Mar 2022 (Summer) Examinationkumbharashish37No ratings yet
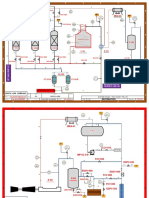
- Flow Diagrams PDFDocument8 pagesFlow Diagrams PDFbeshoy naseefNo ratings yet
- Sediment Transport in Open ChannelsDocument3 pagesSediment Transport in Open Channelsomed muhammadNo ratings yet
- NittoDocument21 pagesNittoSIVAKUMAR APPAVUNo ratings yet
- Reservoir Simulation-GassimDocument17 pagesReservoir Simulation-GassimcodigocarnetNo ratings yet
- Topic 4 Dimensional Analysis Similititude Modelling 1Document78 pagesTopic 4 Dimensional Analysis Similititude Modelling 1Riker SiNo ratings yet
- JCP-4-9 SeriesDocument1 pageJCP-4-9 SeriesAlban HysomemajNo ratings yet
- Chương 3 - P1Document17 pagesChương 3 - P1Linh Nguyễn Thị HồngNo ratings yet
- Clarifier Settling Tank PDFDocument25 pagesClarifier Settling Tank PDFvenustasiaNo ratings yet