Download as pdf or txt
You might also like
- Manual FiberlineDocument326 pagesManual FiberlineScribdakiottoNo ratings yet
- Compacting Behavior of Nb-ATR PowderDocument8 pagesCompacting Behavior of Nb-ATR PowderSONANI UHPLNo ratings yet
- The Effect of Sintering Temperatures On Alumina Foam StrengthDocument5 pagesThe Effect of Sintering Temperatures On Alumina Foam StrengthEdgar PinedaNo ratings yet
- 13 High Quality NitiDocument14 pages13 High Quality NitikushNo ratings yet
- materials: Large Planar Na-β"-Al O Solid Electrolytes for Next Generation Na-BatteriesDocument10 pagesmaterials: Large Planar Na-β"-Al O Solid Electrolytes for Next Generation Na-Batteriespaulo passeiosNo ratings yet
- Best PublicationsDocument6 pagesBest Publicationsnaresh kotraNo ratings yet
- Barrel Temperature An Tec 2008Document7 pagesBarrel Temperature An Tec 2008Zenebe DebeluNo ratings yet
- L 4&5 - Synthesis NSM Cluster Beam EvaporationDocument17 pagesL 4&5 - Synthesis NSM Cluster Beam Evaporationdrakshaykumar.nanoNo ratings yet
- Understanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) CompositeDocument6 pagesUnderstanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) Compositehalil yıldırımNo ratings yet
- Determine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeDocument5 pagesDetermine The Material Flow Behavior AZ31B MG Alloy by Changing It Into A Conical ShapeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Characterization and Reuse of Kiln Rollers Waste in The Manufacture of Ceramic Floor TilesDocument7 pagesCharacterization and Reuse of Kiln Rollers Waste in The Manufacture of Ceramic Floor Tilesmap vitcoNo ratings yet
- MgO - SiO2 - H2ODocument12 pagesMgO - SiO2 - H2Oaemp2009100% (1)
- Vacuum Assisted HPDCDocument9 pagesVacuum Assisted HPDCRishabh MenonNo ratings yet
- мембраны ПАОА - 3Document12 pagesмембраны ПАОА - 3Адванс ТащитNo ratings yet
- Influence of Film Preparation Procedures On The Crystanllinity Morphology and Mechanical Properties of LLDPE FilmsDocument9 pagesInfluence of Film Preparation Procedures On The Crystanllinity Morphology and Mechanical Properties of LLDPE FilmsTrần ĐạtNo ratings yet
- An Investigation of Densification Behavior of Nickel Alloy Powder During Hot Isostatic PressingDocument16 pagesAn Investigation of Densification Behavior of Nickel Alloy Powder During Hot Isostatic PressingAbdullah aljabirNo ratings yet
- Tenera Oil Palm Shell Concrete 2Document14 pagesTenera Oil Palm Shell Concrete 2mo sNo ratings yet
- Development of Grain Growth Promotion Technique of Ni-Based Superalloy IN713 Fabricated by Metal Injection MoldingDocument6 pagesDevelopment of Grain Growth Promotion Technique of Ni-Based Superalloy IN713 Fabricated by Metal Injection MoldingwataruNo ratings yet
- An Innovative Tin Plating Process: High Performance and Significant SavingsDocument14 pagesAn Innovative Tin Plating Process: High Performance and Significant SavingsNgô TrungNo ratings yet
- Oxidation-Induced Sintering: An Innovative Method For Manufacturing Porous CeramicsDocument8 pagesOxidation-Induced Sintering: An Innovative Method For Manufacturing Porous Ceramicsmap vitcoNo ratings yet
- Sintering of Tib Ceramics: Archives of Materials Science and EngineeringDocument4 pagesSintering of Tib Ceramics: Archives of Materials Science and EngineeringcrazynupNo ratings yet
- Presented By:: Introduction To Accumulative Roll Bonding Process (Arb)Document106 pagesPresented By:: Introduction To Accumulative Roll Bonding Process (Arb)amelNo ratings yet
- Powder Technology: T. Peng, Q.D. Wang, M.P. Liu, J. Zheng, J.B. LinDocument7 pagesPowder Technology: T. Peng, Q.D. Wang, M.P. Liu, J. Zheng, J.B. LinMohit SinghalNo ratings yet
- Effect of Polypropylene Fibres On Fresh and Hardened Properties of Self-CompactingDocument7 pagesEffect of Polypropylene Fibres On Fresh and Hardened Properties of Self-Compactingmudasar205No ratings yet
- Powder Metallurgy Is The Process of Blending Fine Powdered MaterialsDocument13 pagesPowder Metallurgy Is The Process of Blending Fine Powdered MaterialsLalit RanaNo ratings yet
- Jensrud 1998Document5 pagesJensrud 1998Marco A. R. JimenesNo ratings yet
- SVC Conference, 1997, Water in Metallized OPP FilmDocument4 pagesSVC Conference, 1997, Water in Metallized OPP FilmSameh NaguibNo ratings yet
- The Effects On Winding Clamping PressureDocument18 pagesThe Effects On Winding Clamping PressureEnriqueGDNo ratings yet
- Park 2001Document7 pagesPark 2001Elsaid SalahNo ratings yet
- Centricast Materials For High-Temperature Service: J. H, D. JDocument5 pagesCentricast Materials For High-Temperature Service: J. H, D. JOwais MalikNo ratings yet
- Geaman V - 09Document4 pagesGeaman V - 09Bala SubramanianNo ratings yet
- Vrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VDocument10 pagesVrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VRama BalharaNo ratings yet
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Document4 pagesEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078No ratings yet
- 2 Alumina SicDocument5 pages2 Alumina SicmaniNo ratings yet
- 2021 - Tian, Zhu, Kang - Effect of Carbon Content On Microstructure, Properties and Texture of Ultra-Thin Hot Rolled Strip Produced by EndleDocument19 pages2021 - Tian, Zhu, Kang - Effect of Carbon Content On Microstructure, Properties and Texture of Ultra-Thin Hot Rolled Strip Produced by EndleAramisikNo ratings yet
- FGM Fabrication: 5.1 Specimen Fabrication Using Multi-Step Sequential Infiltration TechniqueDocument16 pagesFGM Fabrication: 5.1 Specimen Fabrication Using Multi-Step Sequential Infiltration TechniqueSaphoSpiritNo ratings yet
- Method To Determine Hot Permeability and Strength of Ceramic Shell MouldsDocument5 pagesMethod To Determine Hot Permeability and Strength of Ceramic Shell MouldsuzairmetallurgistNo ratings yet
- Effect of Spark Plasma Sintering Temperature On Microstructure andDocument8 pagesEffect of Spark Plasma Sintering Temperature On Microstructure andAmar JabarNo ratings yet
- CIRP 2016, Lupoi Et Al.Document4 pagesCIRP 2016, Lupoi Et Al.parand92No ratings yet
- Unit-IV Powder Metallurgy of SuperalloyDocument50 pagesUnit-IV Powder Metallurgy of SuperalloyJ JhansibaiNo ratings yet
- Introduction To Valve TraysDocument7 pagesIntroduction To Valve TraysJoel OkohNo ratings yet
- Surface & Coatings Technology: B. Saeedi, A. Sabour Rouh Aghdam, Gh. GholamiDocument10 pagesSurface & Coatings Technology: B. Saeedi, A. Sabour Rouh Aghdam, Gh. GholamiEmre BaliNo ratings yet
- Art 6.Document7 pagesArt 6.DanielNo ratings yet
- Effect of Processing Technique On LDPE Thin Films and SheetsDocument5 pagesEffect of Processing Technique On LDPE Thin Films and SheetsInternational Journal of Engineering Inventions (IJEI)No ratings yet
- Tribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesDocument7 pagesTribological and Mechanical Characterization of Al-Ni-Sic Metal Matrix CompositesMajid RazaqNo ratings yet
- Innovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetDocument4 pagesInnovative Technology Investigation Into Cryogenic Cooling Green Grinding Using Liquid Nitrogen JetAnoop JoseNo ratings yet
- Dry Granulation of Slags - Turning Waste Into Valuable ProductsDocument5 pagesDry Granulation of Slags - Turning Waste Into Valuable ProductsIwan AbdurahmanNo ratings yet
- Titanium - Glass FilmDocument7 pagesTitanium - Glass FilmAngelNo ratings yet
- Hybrid Atomization For Manufacturing Fine Spherical Metal PowderDocument2 pagesHybrid Atomization For Manufacturing Fine Spherical Metal Powderایمان امین الرعایاییNo ratings yet
- الورقة العلميةDocument6 pagesالورقة العلميةamnajamNo ratings yet
- Sintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesDocument13 pagesSintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesCebolenkosi NdumisoNo ratings yet
- Ferroelectric Ceramics: Properties, Applications and Processing of Barium Titanate (Batio)Document24 pagesFerroelectric Ceramics: Properties, Applications and Processing of Barium Titanate (Batio)Murtaza SieamNo ratings yet
- Prabhat (1713240066)Document16 pagesPrabhat (1713240066)prabhat mittalNo ratings yet
- New Drying ProcessesDocument8 pagesNew Drying ProcessesLOKESHWARAN K CHEM-UG- 2017 BATCHNo ratings yet
- Fabrication and Sintering Characteristics of Doctor Blade YBCO-Ag TapesDocument11 pagesFabrication and Sintering Characteristics of Doctor Blade YBCO-Ag TapesAtikorn WongNo ratings yet
- Materials Development On The Nanoscale by Accumulative Roll Bonding ProcedureDocument4 pagesMaterials Development On The Nanoscale by Accumulative Roll Bonding ProcedureBruno MouraNo ratings yet
- Microwave Sintering of Hydroxyapatite Ceramics PDFDocument8 pagesMicrowave Sintering of Hydroxyapatite Ceramics PDFfishvalNo ratings yet
- The Curing ProcessDocument11 pagesThe Curing Processibrahime mohammedNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- Structural Connectors High WindDocument6 pagesStructural Connectors High Windmarya54100% (1)
- Catálogo de Bandejas y AccesoriosDocument180 pagesCatálogo de Bandejas y AccesoriospatrickNo ratings yet
- Repair, Restoration and Strengthening of BuildingDocument4 pagesRepair, Restoration and Strengthening of BuildingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Push-In Fittings and Connectors QS: Look For The Star!Document79 pagesPush-In Fittings and Connectors QS: Look For The Star!Chandra OktafNo ratings yet
- Structural Design of Interlocking Concrete Pavement For Roads and Parking LotsDocument8 pagesStructural Design of Interlocking Concrete Pavement For Roads and Parking LotsIorhan M. Dias VendruscoloNo ratings yet
- Drawings All 030118Document117 pagesDrawings All 030118redaNo ratings yet
- Instrument Tube Fitting Instalation Manual PDFDocument76 pagesInstrument Tube Fitting Instalation Manual PDFjhonny sanchezNo ratings yet
- 16MnCrS5 DatasheetDocument2 pages16MnCrS5 DatasheetArio BharataNo ratings yet
- Emaco R302: Cementitious Repair Mortar For Non Structural Cosmetic RepairsDocument2 pagesEmaco R302: Cementitious Repair Mortar For Non Structural Cosmetic RepairsFrancois-No ratings yet
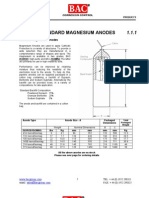
- 1.1.1 ISOLINE MG Anode StandardDocument2 pages1.1.1 ISOLINE MG Anode StandardJaka SembungNo ratings yet
- MS 01 140 PDFDocument69 pagesMS 01 140 PDFshahzadNo ratings yet
- General Catalog: UpdatesDocument357 pagesGeneral Catalog: UpdatesIrwan Karima PutraNo ratings yet
- Spot Detail: Key PlanDocument1 pageSpot Detail: Key PlanMJian VergaraNo ratings yet
- Stabilisation of Marginal Lateritic Soil Using High Calcium Fly Ash Based GeopolymerDocument16 pagesStabilisation of Marginal Lateritic Soil Using High Calcium Fly Ash Based GeopolymersamarafrancaNo ratings yet
- Structural Screw Design Guide: Myticon Timber ConnectorsDocument56 pagesStructural Screw Design Guide: Myticon Timber ConnectorsciviliiiNo ratings yet
- Cold Storage System: Pfir PferDocument2 pagesCold Storage System: Pfir PferUcok DedyNo ratings yet
- Building Construction II: Wood Frame and Light RC ConstructionDocument144 pagesBuilding Construction II: Wood Frame and Light RC ConstructionRoland CepedaNo ratings yet
- 5.Tần Suất Các Loại Vật Liệu Le Van LuongDocument17 pages5.Tần Suất Các Loại Vật Liệu Le Van Luongdataduan1No ratings yet
- Astm C 1054-03Document3 pagesAstm C 1054-03Tâm Ngô100% (1)
- No Item Description Rate Qty Amount: Steff Macks EngineeringsDocument3 pagesNo Item Description Rate Qty Amount: Steff Macks EngineeringsBukein KennNo ratings yet
- Welding Terms & DefinitionsDocument42 pagesWelding Terms & DefinitionsDamotharan S100% (1)
- Isover Insulation Handbook 2016Document32 pagesIsover Insulation Handbook 2016is28b2No ratings yet
- Mt1 Unit 5 NotesDocument11 pagesMt1 Unit 5 NotesvelavansuNo ratings yet
- Brief Specifications For Plumbing ItemsDocument4 pagesBrief Specifications For Plumbing ItemsRushikesh PandeNo ratings yet
- M-30 Boiler Feed Water Piping Diagram PDFDocument11 pagesM-30 Boiler Feed Water Piping Diagram PDFАндрей ХмелярчукNo ratings yet
- Systech Duct FactoryDocument14 pagesSystech Duct Factoryمحمد عبداللهNo ratings yet
- Estimations of Water Supply and Sanitary Works .Document2 pagesEstimations of Water Supply and Sanitary Works .Shruti DugarNo ratings yet
- F27980036 - 181108SV Revised 30042019Document21 pagesF27980036 - 181108SV Revised 30042019hhNo ratings yet
- Quality Assurance Plan: Sheet MetalDocument2 pagesQuality Assurance Plan: Sheet Metalsabir hussain0% (1)