Download as pdf or txt
You might also like
- Honda - CBR - 125R - Maintenance - and - Service - Manual PDFDocument20 pagesHonda - CBR - 125R - Maintenance - and - Service - Manual PDFMar0% (1)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- St. Louis County PD Towing ProceduresDocument26 pagesSt. Louis County PD Towing ProceduresKevinSeanHeldNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Sterility Testing - Pics PDFDocument15 pagesSterility Testing - Pics PDFdepardieu1973100% (2)
- Werner Erhard (Est) Foundation Sponsored Experimental Physics Conference 1977: "Novel Configurations in Quantum Field Theory".Document6 pagesWerner Erhard (Est) Foundation Sponsored Experimental Physics Conference 1977: "Novel Configurations in Quantum Field Theory".lestareNo ratings yet
- WPS (Welding of Hub To Blade)Document2 pagesWPS (Welding of Hub To Blade)workshop13.asaNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- PQR02 (For SMAW)Document2 pagesPQR02 (For SMAW)workshop13.asaNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Uftas WPSDocument3 pagesUftas WPSkikokiko KarimNo ratings yet
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Aic Asf PQR 0119Document2 pagesAic Asf PQR 0119AHMED MEDANYNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Single 'V' Butt Joint Carbon Steel: Pt. Alphacon ValfindoDocument20 pagesSingle 'V' Butt Joint Carbon Steel: Pt. Alphacon Valfindocrys0% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Principles of Speech Delivery: Ezequiel D. QuijanoDocument26 pagesPrinciples of Speech Delivery: Ezequiel D. QuijanotintinNo ratings yet
- Otto 1968Document13 pagesOtto 1968Devi Taufiq NurrohmanNo ratings yet
- Research Methods and Thesis Writing by Calmorin PDFDocument5 pagesResearch Methods and Thesis Writing by Calmorin PDFkatiegulleylittlerock100% (2)
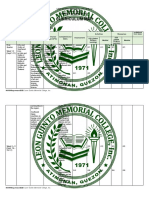
- Curriculum Map: Mapeh DepartmentDocument9 pagesCurriculum Map: Mapeh DepartmentArvenParafinaNo ratings yet
- 2 Important Habits of Successful People: IELTS Speaking Band 9 British CandidateDocument5 pages2 Important Habits of Successful People: IELTS Speaking Band 9 British CandidateAlaa YasinNo ratings yet
- Brgy. ProfileDocument4 pagesBrgy. ProfileBarangayZone XI TalisayNo ratings yet
- ProcesosDocument5 pagesProcesosCristian SanchezNo ratings yet
- Westerbeke 32460 - Ed2 - w52-15.0 - Tech PDFDocument119 pagesWesterbeke 32460 - Ed2 - w52-15.0 - Tech PDFCheohdez100% (2)
- Cover Letter For Risk Analyst PositionDocument5 pagesCover Letter For Risk Analyst Positione71381x2100% (1)
- Chapter9 PDFDocument28 pagesChapter9 PDFSayantan RoyChowdhuryNo ratings yet
- G1 Sign Language Identifier PPTDocument18 pagesG1 Sign Language Identifier PPTShubham MoreNo ratings yet
- SDL1909 Monstrous Pages - Genius Loci (2019)Document21 pagesSDL1909 Monstrous Pages - Genius Loci (2019)Aqua Yang0% (1)
- Yaw Nyampong Institute of Air and Space Law, Faculty of Law, Mcgill University March 2, 2011Document17 pagesYaw Nyampong Institute of Air and Space Law, Faculty of Law, Mcgill University March 2, 2011Claudia DimitriuNo ratings yet
- Vacancy IndiaRepresentativeDocument8 pagesVacancy IndiaRepresentativeGen SocialNo ratings yet
- Assignment 1 - Work DoneDocument2 pagesAssignment 1 - Work DoneShubhenduGuptaNo ratings yet
- k8egWZm1RuqHoFmZtfbq3Q - Introduction To Python Programming - SyllabusDocument4 pagesk8egWZm1RuqHoFmZtfbq3Q - Introduction To Python Programming - SyllabusInked IntutionsNo ratings yet
- Tuasoc - Cen 100 A - Specializations of Civil EngineeringDocument3 pagesTuasoc - Cen 100 A - Specializations of Civil EngineeringAllysa Mae TuasocNo ratings yet
- Covalent Bonding MSDocument7 pagesCovalent Bonding MStasfia2829No ratings yet
- Power Station OverviewDocument11 pagesPower Station OverviewjamilNo ratings yet
- Labview Based Self Tuning Fuzzy Logic Controller For Sterilizing Equipments in HospitalsDocument4 pagesLabview Based Self Tuning Fuzzy Logic Controller For Sterilizing Equipments in Hospitalsmy pedroNo ratings yet
- IPURSE-2015 Proceedings Presented PapersDocument459 pagesIPURSE-2015 Proceedings Presented PapersWithanage WithanageNo ratings yet
- Unit I: Introduction To Consumer Behavior (CB) - Importance, Scope, Need For Studying CB, Consumer Research ProcessDocument10 pagesUnit I: Introduction To Consumer Behavior (CB) - Importance, Scope, Need For Studying CB, Consumer Research ProcessGumber VidurNo ratings yet
- Modal Analysis of A Aeroplane WingDocument20 pagesModal Analysis of A Aeroplane WingPrasanth Inavolu IPNo ratings yet
- Packing Slip Template ExcelDocument15 pagesPacking Slip Template ExcelAlan Isai Valdez CastrejónNo ratings yet
- Olompia UnderpassDocument60 pagesOlompia UnderpassEngineeri TadiyosNo ratings yet