
BS en Iso 10893-12-2011
BS en Iso 10893-12-2011
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ZXD3000 V5.5 (R03) Rectifier Datasheet-UpDocument4 pagesZXD3000 V5.5 (R03) Rectifier Datasheet-UpLê Hữu ÁiNo ratings yet
- AACC6.3 Release Notes SP11Document176 pagesAACC6.3 Release Notes SP11fanticelliNo ratings yet
- Xda-Developers - SECRET CODES - Omnia 2 GT-i8000 PDFDocument3 pagesXda-Developers - SECRET CODES - Omnia 2 GT-i8000 PDFM Arshad Iqbal HarralNo ratings yet
- Chapter One Introduction To Car Body: 1.1.1 Importance of Vehicle Body EngineeringDocument18 pagesChapter One Introduction To Car Body: 1.1.1 Importance of Vehicle Body EngineeringShuguta LatiNo ratings yet
- Proportioning Valve KIT Installation InstructionsDocument1 pageProportioning Valve KIT Installation InstructionsHenry CanalesNo ratings yet
- 3KC ATC6300 Manual EnUS en-USDocument210 pages3KC ATC6300 Manual EnUS en-USJurofra Rojas FrancoNo ratings yet
- LTEDocument59 pagesLTEHardik C Shah100% (1)
- 4.5G Antenna Technologies Research and DiscussionDocument15 pages4.5G Antenna Technologies Research and DiscussionPetyo GeorgievNo ratings yet
- Arduino Cheat SheetDocument1 pageArduino Cheat SheetCristian A. TisseraNo ratings yet
- G&P Universally Adjustable: Spindle StandsDocument4 pagesG&P Universally Adjustable: Spindle StandsOscar Aroca OcminNo ratings yet
- LiDARNewsMagazine Knaak-TemplateMatchingAndProductivity Vol5No4Document3 pagesLiDARNewsMagazine Knaak-TemplateMatchingAndProductivity Vol5No4Andronescu ClaudiuNo ratings yet
- 90210-1334DEB F Controller Cubic-S Instruction ManualDocument312 pages90210-1334DEB F Controller Cubic-S Instruction ManualDaniel MateoNo ratings yet
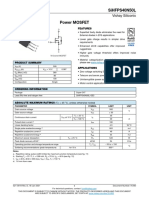
- Sihfps 40 N 50 LDocument10 pagesSihfps 40 N 50 LRAMESH JUNJUNo ratings yet
- CV FOR BRYLENE HOVE (Information Technology Professional)Document2 pagesCV FOR BRYLENE HOVE (Information Technology Professional)bryhvoNo ratings yet
- Lpi - Testkings.102 500.actual - Test.2022 Dec 29.by - Devin.153q.vceDocument9 pagesLpi - Testkings.102 500.actual - Test.2022 Dec 29.by - Devin.153q.vceCryptoDinero OnlineNo ratings yet
- Reflection Paper Business SummitDocument1 pageReflection Paper Business Summitdianne ericka YeeNo ratings yet
- The Secret Guide To Facebook Ads Using QwayaDocument109 pagesThe Secret Guide To Facebook Ads Using QwayaYourAdsStrategistNo ratings yet
- Industrial Training: Name: Tan Chee YenDocument40 pagesIndustrial Training: Name: Tan Chee YenThanesh ManogaranNo ratings yet
- Computer Packages ExamDocument6 pagesComputer Packages ExamDansbravoShamzyNo ratings yet
- Mithun CVDocument4 pagesMithun CVবেকার দেবনাথNo ratings yet
- Kaizen CostingDocument21 pagesKaizen CostingAustin OliverNo ratings yet
- 2023 rl75058-lpDocument1 page2023 rl75058-lpAlfonso CepedaNo ratings yet
- Real-Time Multirate Multiband Amplification For Hearing AidsDocument12 pagesReal-Time Multirate Multiband Amplification For Hearing AidsVanitha KaremollaNo ratings yet
- Newbie's Guide To AVR Timers: Dean CameraDocument27 pagesNewbie's Guide To AVR Timers: Dean CameracoraztoNo ratings yet
- Working DrawingsDocument7 pagesWorking DrawingsJanak NepalNo ratings yet
- Modbus Register Energy Valve v3 en GBDocument9 pagesModbus Register Energy Valve v3 en GBseetharam zedbeeNo ratings yet
- Synology Price List 2019 Singapore Price ListDocument121 pagesSynology Price List 2019 Singapore Price ListAnchor Business & IT SolutionsNo ratings yet
- Sample Research (Thesis) ProposalDocument10 pagesSample Research (Thesis) ProposalJo StreamNo ratings yet
- Broadband Installation Nc2Document3 pagesBroadband Installation Nc2Roy Desusa IINo ratings yet
- A ProcessDocument41 pagesA ProcessjulioNo ratings yet





































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ZXD3000 V5.5 (R03) Rectifier Datasheet-UpDocument4 pagesZXD3000 V5.5 (R03) Rectifier Datasheet-UpLê Hữu ÁiNo ratings yet
- AACC6.3 Release Notes SP11Document176 pagesAACC6.3 Release Notes SP11fanticelliNo ratings yet
- Xda-Developers - SECRET CODES - Omnia 2 GT-i8000 PDFDocument3 pagesXda-Developers - SECRET CODES - Omnia 2 GT-i8000 PDFM Arshad Iqbal HarralNo ratings yet
- Chapter One Introduction To Car Body: 1.1.1 Importance of Vehicle Body EngineeringDocument18 pagesChapter One Introduction To Car Body: 1.1.1 Importance of Vehicle Body EngineeringShuguta LatiNo ratings yet
- Proportioning Valve KIT Installation InstructionsDocument1 pageProportioning Valve KIT Installation InstructionsHenry CanalesNo ratings yet
- 3KC ATC6300 Manual EnUS en-USDocument210 pages3KC ATC6300 Manual EnUS en-USJurofra Rojas FrancoNo ratings yet
- LTEDocument59 pagesLTEHardik C Shah100% (1)
- 4.5G Antenna Technologies Research and DiscussionDocument15 pages4.5G Antenna Technologies Research and DiscussionPetyo GeorgievNo ratings yet
- Arduino Cheat SheetDocument1 pageArduino Cheat SheetCristian A. TisseraNo ratings yet
- G&P Universally Adjustable: Spindle StandsDocument4 pagesG&P Universally Adjustable: Spindle StandsOscar Aroca OcminNo ratings yet
- LiDARNewsMagazine Knaak-TemplateMatchingAndProductivity Vol5No4Document3 pagesLiDARNewsMagazine Knaak-TemplateMatchingAndProductivity Vol5No4Andronescu ClaudiuNo ratings yet
- 90210-1334DEB F Controller Cubic-S Instruction ManualDocument312 pages90210-1334DEB F Controller Cubic-S Instruction ManualDaniel MateoNo ratings yet
- Sihfps 40 N 50 LDocument10 pagesSihfps 40 N 50 LRAMESH JUNJUNo ratings yet
- CV FOR BRYLENE HOVE (Information Technology Professional)Document2 pagesCV FOR BRYLENE HOVE (Information Technology Professional)bryhvoNo ratings yet
- Lpi - Testkings.102 500.actual - Test.2022 Dec 29.by - Devin.153q.vceDocument9 pagesLpi - Testkings.102 500.actual - Test.2022 Dec 29.by - Devin.153q.vceCryptoDinero OnlineNo ratings yet
- Reflection Paper Business SummitDocument1 pageReflection Paper Business Summitdianne ericka YeeNo ratings yet
- The Secret Guide To Facebook Ads Using QwayaDocument109 pagesThe Secret Guide To Facebook Ads Using QwayaYourAdsStrategistNo ratings yet
- Industrial Training: Name: Tan Chee YenDocument40 pagesIndustrial Training: Name: Tan Chee YenThanesh ManogaranNo ratings yet
- Computer Packages ExamDocument6 pagesComputer Packages ExamDansbravoShamzyNo ratings yet
- Mithun CVDocument4 pagesMithun CVবেকার দেবনাথNo ratings yet
- Kaizen CostingDocument21 pagesKaizen CostingAustin OliverNo ratings yet
- 2023 rl75058-lpDocument1 page2023 rl75058-lpAlfonso CepedaNo ratings yet
- Real-Time Multirate Multiband Amplification For Hearing AidsDocument12 pagesReal-Time Multirate Multiband Amplification For Hearing AidsVanitha KaremollaNo ratings yet
- Newbie's Guide To AVR Timers: Dean CameraDocument27 pagesNewbie's Guide To AVR Timers: Dean CameracoraztoNo ratings yet
- Working DrawingsDocument7 pagesWorking DrawingsJanak NepalNo ratings yet
- Modbus Register Energy Valve v3 en GBDocument9 pagesModbus Register Energy Valve v3 en GBseetharam zedbeeNo ratings yet
- Synology Price List 2019 Singapore Price ListDocument121 pagesSynology Price List 2019 Singapore Price ListAnchor Business & IT SolutionsNo ratings yet
- Sample Research (Thesis) ProposalDocument10 pagesSample Research (Thesis) ProposalJo StreamNo ratings yet
- Broadband Installation Nc2Document3 pagesBroadband Installation Nc2Roy Desusa IINo ratings yet
- A ProcessDocument41 pagesA ProcessjulioNo ratings yet