Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (8)
- Uzumaki 3Document223 pagesUzumaki 3Sasi89% (9)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- 1 Reference Designation 2011-05-18Document69 pages1 Reference Designation 2011-05-18Antonio BocanegraNo ratings yet
- PIP STC01018 - 2014 - Blast Resistant Building Design CriteriaDocument51 pagesPIP STC01018 - 2014 - Blast Resistant Building Design Criteriamirko huarancca100% (1)
- 2019 Product Catalog WebDocument104 pages2019 Product Catalog WebIan Niko100% (1)
- Welding Science and Technology by MD Ibrahim KhanDocument289 pagesWelding Science and Technology by MD Ibrahim Khanabidaliabid1No ratings yet
- (EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Document149 pages(EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Thomas Tucker100% (2)
- Productivity and EcononyDocument69 pagesProductivity and EcononyVijayan MunuswamyNo ratings yet
- Rebuilding Trust in MarriageDocument5 pagesRebuilding Trust in MarriageMargaret Nyambura100% (1)
- Cts-Metal Fabricator 437a CC L1 en PDFDocument66 pagesCts-Metal Fabricator 437a CC L1 en PDFJESUS DAVID BELLO LEDESMANo ratings yet
- Welding ImprovementsDocument35 pagesWelding ImprovementsHasnain TariqNo ratings yet
- Engineering Workshop Practice PDFDocument8 pagesEngineering Workshop Practice PDFGeorge Camacho0% (1)
- Study Guide SMAW NCIDocument3 pagesStudy Guide SMAW NCIOdlnayer Allebram100% (2)
- (243066) - T01-Facilitator GuideDocument102 pages(243066) - T01-Facilitator Guideirene hulkNo ratings yet
- 6 Prepare Weld Mat 6Document46 pages6 Prepare Weld Mat 6International Technology Center Inc100% (1)
- Elektro Otporno Zavarivanje PDFDocument30 pagesElektro Otporno Zavarivanje PDFMiroslav LukačevićNo ratings yet
- 686 Electromedical Technology 2nd SemDocument24 pages686 Electromedical Technology 2nd Semmaymonamou 2001No ratings yet
- M07 Perform Oxyacetylene WeldingDocument93 pagesM07 Perform Oxyacetylene WeldingGizaw TadesseNo ratings yet
- Code490En 1Document32 pagesCode490En 1Erick MoraNo ratings yet
- MC CSCQ0202 v2.0 Asst MMAWDocument20 pagesMC CSCQ0202 v2.0 Asst MMAWARUNKUMAR PMCNo ratings yet
- Medicion-de-Temperatura-Industrial ABB PDFDocument324 pagesMedicion-de-Temperatura-Industrial ABB PDFAlfredo Ramirez PeraltaNo ratings yet
- p74p 03 2018 en PDFDocument27 pagesp74p 03 2018 en PDFarnab mandalNo ratings yet
- Process Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingDocument17 pagesProcess Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingMidhun K Chandrabose100% (2)
- ABB Proteção Elétrica - Plugs e Tomadas IndustriaisDocument120 pagesABB Proteção Elétrica - Plugs e Tomadas IndustriaisalexandrewsfNo ratings yet
- Welding Sciences and Technology - Ibrahim KhanDocument289 pagesWelding Sciences and Technology - Ibrahim Khanpioneerinvincible92% (12)
- Engineering Encyclopedia: Welding ParametersDocument45 pagesEngineering Encyclopedia: Welding Parametersamirul8686No ratings yet
- Southern Polytechnic State University MET 1321 - Machining and WeldingDocument4 pagesSouthern Polytechnic State University MET 1321 - Machining and WeldingIbraheem KhressNo ratings yet
- S1450401-Execution and Inspection of Welding WorkDocument26 pagesS1450401-Execution and Inspection of Welding Workkeeoraon4No ratings yet
- Surface Engineering Measurement Standards For Inorganic MaterialsDocument264 pagesSurface Engineering Measurement Standards For Inorganic MaterialsAmauri Ghellere Garcia Miranda100% (1)
- Dokumen - Tips - 44 en 13445 3 DesignDocument95 pagesDokumen - Tips - 44 en 13445 3 DesigngertkroonNo ratings yet
- Tool Die MakerDocument32 pagesTool Die MakerUmesh KsNo ratings yet
- Summer Training CourseDocument68 pagesSummer Training Courseالقرأن الكريمNo ratings yet
- Sintef A26845 Towards A Holistic Approach For Barrier Management in The Petroleum Industry FinalDocument88 pagesSintef A26845 Towards A Holistic Approach For Barrier Management in The Petroleum Industry FinalrwerwerwNo ratings yet
- PIP ARC01015 Architectural and Building Utilities Design CriteriaDocument39 pagesPIP ARC01015 Architectural and Building Utilities Design Criteriahrol31060100% (1)
- Shielded Metal Arc Welding: Mild Steel I (E7018)Document41 pagesShielded Metal Arc Welding: Mild Steel I (E7018)greatsteelNo ratings yet
- Ars 08390Document11 pagesArs 08390Abdul HannanNo ratings yet
- ALL ABOUT FuMe HoodsDocument100 pagesALL ABOUT FuMe HoodsAndrew Turner100% (2)
- Gmaw Guide PDFDocument54 pagesGmaw Guide PDFJorge perezNo ratings yet
- Handbook Elect Design IECDocument270 pagesHandbook Elect Design IECcharlesc574694% (17)
- MEM05008C Perform Advanced Manual Thermal Cutting, Gouging and Shaping - Learner GuideDocument8 pagesMEM05008C Perform Advanced Manual Thermal Cutting, Gouging and Shaping - Learner Guidequestionbank.com.au50% (2)
- Best Welding Practices (Pernis) : Doel / ScopeDocument91 pagesBest Welding Practices (Pernis) : Doel / Scopechompink6900100% (1)
- Manual 160 TsDocument68 pagesManual 160 TsfedericoNo ratings yet
- Apprentice Machinist Curriculum StandardDocument114 pagesApprentice Machinist Curriculum Standardabyzen100% (1)
- Client Guide To Steel Chimney InspectionDocument27 pagesClient Guide To Steel Chimney Inspectionxufafruitjuice100% (2)
- GS 96011 - 3 2020 - 08 Welding Technology Tactile Laser Welding of SteelDocument8 pagesGS 96011 - 3 2020 - 08 Welding Technology Tactile Laser Welding of Steelpaco23No ratings yet
- Ars 08390Document13 pagesArs 08390Natalie CharlesNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- A Quick Guide to Welding and Weld InspectionFrom EverandA Quick Guide to Welding and Weld InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Practical Industrial Data Communications: Best Practice TechniquesFrom EverandPractical Industrial Data Communications: Best Practice TechniquesRating: 5 out of 5 stars5/5 (2)
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Thrall Car QuestionsDocument2 pagesThrall Car QuestionsskjonsbytNo ratings yet
- 5th Wheel Drawing QuestionsDocument2 pages5th Wheel Drawing QuestionsskjonsbytNo ratings yet
- Thrall Car PrintDocument1 pageThrall Car PrintskjonsbytNo ratings yet
- Section ExerciseDocument1 pageSection ExerciseskjonsbytNo ratings yet
- O273473d MilDocument76 pagesO273473d MilskjonsbytNo ratings yet
- Jartest Alum LabDocument4 pagesJartest Alum LabskjonsbytNo ratings yet
- Jeffus Workbook SolutionsDocument33 pagesJeffus Workbook SolutionsskjonsbytNo ratings yet
- 3400 Mower Manual Aug 17 UpdateDocument42 pages3400 Mower Manual Aug 17 UpdateskjonsbytNo ratings yet
- Brush Mower DesignDocument12 pagesBrush Mower DesignskjonsbytNo ratings yet
- Steelworker Structural SteelDocument44 pagesSteelworker Structural SteelskjonsbytNo ratings yet
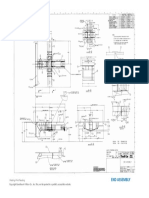
- Bolster Assembly: Welding Print ReadingDocument1 pageBolster Assembly: Welding Print ReadingskjonsbytNo ratings yet
- Introduction To Materials HandlingDocument40 pagesIntroduction To Materials HandlingskjonsbytNo ratings yet
- Hand Tools-08Document31 pagesHand Tools-08skjonsbytNo ratings yet
- Additional Activities: Answers ToDocument6 pagesAdditional Activities: Answers ToskjonsbytNo ratings yet
- FH6000 Alarm ListDocument90 pagesFH6000 Alarm ListAbdul Leon100% (1)
- Media Penetration and Cultural Identity Among Young Adults in MalaysiaDocument9 pagesMedia Penetration and Cultural Identity Among Young Adults in MalaysiaYavuz SelimNo ratings yet
- Situational Leadership in EducationDocument22 pagesSituational Leadership in EducationRoss Thorburn100% (1)
- Get Set Go! 5. Workbook (PDFDrive)Document113 pagesGet Set Go! 5. Workbook (PDFDrive)Maureen BravoNo ratings yet
- Junior Galette LawsuitDocument150 pagesJunior Galette Lawsuitsuperchuck500No ratings yet
- I Feel PrettyDocument1 pageI Feel PrettyRachele DaniNo ratings yet
- RETDEM - Wearing of Appropriate PPEsDocument4 pagesRETDEM - Wearing of Appropriate PPEsYo MamaNo ratings yet
- PMP EVM Questions (20+ Practice Questions Included) EVM Graph QuestionsDocument16 pagesPMP EVM Questions (20+ Practice Questions Included) EVM Graph QuestionsJahidul Islam100% (1)
- Passion in EntrepreneurshipDocument12 pagesPassion in EntrepreneurshipCharisse WooNo ratings yet
- Case 1 - Article 3 of The R.P.C.Document10 pagesCase 1 - Article 3 of The R.P.C.Rochelle GablinesNo ratings yet
- Sourced Documents - Jonaxx Trading CorporationDocument14 pagesSourced Documents - Jonaxx Trading CorporationRona Karylle Pamaran DeCastroNo ratings yet
- A Study On Customer Satisfaction With Special Refrence To All A'S and P'S of Marketing at Mandovi Motors in Banglore'Document9 pagesA Study On Customer Satisfaction With Special Refrence To All A'S and P'S of Marketing at Mandovi Motors in Banglore'Shubham YadavNo ratings yet
- Role of Idea Development in Effective Essay WritingDocument98 pagesRole of Idea Development in Effective Essay WritingGânőőķ WäřņäNo ratings yet
- Makalah Huawei Learning Cloud User GuidDocument45 pagesMakalah Huawei Learning Cloud User GuidhazirafatmarinaNo ratings yet
- Tutorial - Four Layer Shadow BoxDocument1 pageTutorial - Four Layer Shadow BoxRey LarebilNo ratings yet
- MECA Annual Report 2013Document23 pagesMECA Annual Report 2013Middle East Children's AllianceNo ratings yet
- BUSINESS OPERATION and IMPLEMENTATIONDocument51 pagesBUSINESS OPERATION and IMPLEMENTATIONclangdelacruz007No ratings yet
- Papers Uieo Class 6 GHD HMDDocument16 pagesPapers Uieo Class 6 GHD HMDfdWfegbeNo ratings yet
- The Death of Inflation Roger BootleDocument5 pagesThe Death of Inflation Roger BootleFrederico SoteroNo ratings yet
- Chirurgie PediatricaDocument70 pagesChirurgie PediatricaGeorge CarpNo ratings yet
- NeijiaDocument5 pagesNeijiaCarlos Estrada MarzoNo ratings yet
- Descriptive Survey ResearchDocument6 pagesDescriptive Survey ResearchAbdullah HashmiNo ratings yet
- Lesson Plan: Evaluating Web ResourcesDocument5 pagesLesson Plan: Evaluating Web ResourcesAngela LiangNo ratings yet
- COMPANIA MARITIMA Vs CADocument2 pagesCOMPANIA MARITIMA Vs CAJan Mar Gigi GallegoNo ratings yet
- 5th Canto-The Creative Impetus-Book 1Document545 pages5th Canto-The Creative Impetus-Book 1itineo2012No ratings yet
- Ca Foundation: Introducing Best Faculties Together at One Platform (COC Education) ForDocument43 pagesCa Foundation: Introducing Best Faculties Together at One Platform (COC Education) ForTarunNo ratings yet
- Graphic Era Hill University, Dehradun: Presentation & Format of The ProjectDocument5 pagesGraphic Era Hill University, Dehradun: Presentation & Format of The ProjectAjay SinghNo ratings yet