Download as pdf or txt
You might also like
- PS-8955 Zinc Alloy ElectrodepositedDocument8 pagesPS-8955 Zinc Alloy ElectrodepositedArturo Palacios100% (1)
- Healthspan / Bon Secours Mercy Health Executive Summary - NHRMC RFPDocument7 pagesHealthspan / Bon Secours Mercy Health Executive Summary - NHRMC RFPBen SchachtmanNo ratings yet
- Welding Procedure B69AWDocument2 pagesWelding Procedure B69AWMastram HatheshNo ratings yet
- Sabp W 002Document7 pagesSabp W 002zoopladoNo ratings yet
- Kavish DesaiDocument33 pagesKavish DesaiKavish DesaiNo ratings yet
- Duplex Stainless Steel - Part 1 - TWIDocument6 pagesDuplex Stainless Steel - Part 1 - TWItuanNo ratings yet
- Carbon Steel To CoppernickelDocument13 pagesCarbon Steel To CoppernickelValli RajuNo ratings yet
- Process Engg Design Guide Matls Corrosion TechnipDocument21 pagesProcess Engg Design Guide Matls Corrosion Techniplutfi awnNo ratings yet
- 1786 Amendments1Document4 pages1786 Amendments1kiranNo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- Duplex-Alloy-2205-Stress ValuesDocument5 pagesDuplex-Alloy-2205-Stress ValuesShiniNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- Copper WeldingDocument13 pagesCopper Weldingkatchani123No ratings yet
- Triocon Powder Coating - ProcedureDocument15 pagesTriocon Powder Coating - ProceduresindalisindiNo ratings yet
- OK Tubrod 15.14Document2 pagesOK Tubrod 15.14Luis DuarteNo ratings yet
- En - Advances in Boiler Tube Cladding Technology - DR VENUGOPAL THOTADocument6 pagesEn - Advances in Boiler Tube Cladding Technology - DR VENUGOPAL THOTAavm4343No ratings yet
- 11-14%Cr IIW Document - Part 2 PDFDocument21 pages11-14%Cr IIW Document - Part 2 PDFManuel CarreñoNo ratings yet
- Guidance For Propeller Blade Welding RepDocument2 pagesGuidance For Propeller Blade Welding RepBharat VermaNo ratings yet
- Weld 2507Document8 pagesWeld 2507kyaw369No ratings yet
- Materials and CorrosionDocument34 pagesMaterials and CorrosionNguyen Anh TungNo ratings yet
- An Engineer S Guide To Component Re-Conditioning Using The RHSD ProcessDocument6 pagesAn Engineer S Guide To Component Re-Conditioning Using The RHSD ProcessAdair NettoNo ratings yet
- specification-for-hot-dip-galvanizingDocument5 pagesspecification-for-hot-dip-galvanizingGilberto YoshidaNo ratings yet
- 6 (WG11)Document22 pages6 (WG11)alimajdNo ratings yet
- PART 92 Cu-Ni Welding - Part 1 Cu-Ni Material PropertiesDocument16 pagesPART 92 Cu-Ni Welding - Part 1 Cu-Ni Material Propertiesravindra_jivaniNo ratings yet
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDocument5 pagesBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodNo ratings yet
- Joining Copper Nickel AlloysDocument9 pagesJoining Copper Nickel AlloyshboodhaiNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- Azing Procedure Weld Copper WaterstopDocument5 pagesAzing Procedure Weld Copper Waterstopzhuxueyun55No ratings yet
- Welding of Structural Steel S355J2G3 With PWHT-ISO 17663Document4 pagesWelding of Structural Steel S355J2G3 With PWHT-ISO 17663Erdinc BayatNo ratings yet
- Wi Cswip 3.1 Part 21Document8 pagesWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahNo ratings yet
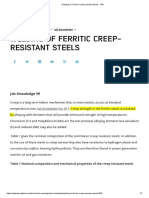
- Creep-Resistant Steels - TWI PDFDocument6 pagesCreep-Resistant Steels - TWI PDFFarid Ahmed KhwajaNo ratings yet
- Creep-Resistant Steels - TWIDocument6 pagesCreep-Resistant Steels - TWIJlkKumarNo ratings yet
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaNo ratings yet
- Material and WeldingDocument5 pagesMaterial and Weldingwasif78No ratings yet
- 06 Spec. STD Raw MaterialDocument10 pages06 Spec. STD Raw MaterialVikas KashyapNo ratings yet
- ESAB Welder PocketguideDocument32 pagesESAB Welder PocketguidenunosobralNo ratings yet
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekNo ratings yet
- SMA Application Guideline: Lead Free MLCC, Chip-R, MLCIDocument4 pagesSMA Application Guideline: Lead Free MLCC, Chip-R, MLCIBru MNo ratings yet
- Selection of Suitable Welding Consumable For Given ApplicationDocument37 pagesSelection of Suitable Welding Consumable For Given ApplicationqaNo ratings yet
- VDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 EditionDocument12 pagesVDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 Editionrohitshukla23No ratings yet
- Critical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010Document17 pagesCritical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010AnasNo ratings yet
- MS 4062 Rev A 2008Document6 pagesMS 4062 Rev A 2008Bartek HajaNo ratings yet
- Fontargen A 101Document1 pageFontargen A 101Kara WhiteNo ratings yet
- Amendment No. 1 November 2012 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationDocument4 pagesAmendment No. 1 November 2012 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationThetarun100% (1)
- Introduction GmawDocument6 pagesIntroduction GmawNur' AyuniNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- A Visual GuideDocument6 pagesA Visual GuideAbd Elkarim ElshebainyNo ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Welding of Hydrogen-Charged Steel For Modification or RepairDocument9 pagesWelding of Hydrogen-Charged Steel For Modification or Repairramadoss_alwar7307No ratings yet
- Material Ferrite DeterminationDocument5 pagesMaterial Ferrite DeterminationPemburu Jablay100% (1)
- P92 Paper IIW Conference GrazDocument13 pagesP92 Paper IIW Conference GrazzhangxingzydNo ratings yet
- Preferential Weld Corrosion Effects of Weldment Microstructure and CompositionDocument16 pagesPreferential Weld Corrosion Effects of Weldment Microstructure and Compositionjiao longNo ratings yet
- Determination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Document9 pagesDetermination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Farwa NaeemNo ratings yet
- Hensley - 7.1 Welding GuideDocument14 pagesHensley - 7.1 Welding GuideQuintinNo ratings yet
- Weld-Defects A - TWI PDFDocument97 pagesWeld-Defects A - TWI PDFMKPashaPasha100% (2)
- 904LDocument5 pages904LManish542No ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- P11099-HT ProcedureDocument7 pagesP11099-HT ProcedureRicardoNo ratings yet
- 316L Angle and Channel Steel 3Document1 page316L Angle and Channel Steel 3RicardoNo ratings yet
- 8215-367S D55 48barg NameplateDocument1 page8215-367S D55 48barg NameplateRicardoNo ratings yet
- BRAZILIAN - RecipesDocument19 pagesBRAZILIAN - RecipesRicardoNo ratings yet
- Axess - Global Reference List - 2021Document8 pagesAxess - Global Reference List - 2021RicardoNo ratings yet
- Base Painting Inspection RecordDocument8 pagesBase Painting Inspection RecordRicardoNo ratings yet
- Axess Group - Brazilian ComplianceDocument1 pageAxess Group - Brazilian ComplianceRicardoNo ratings yet
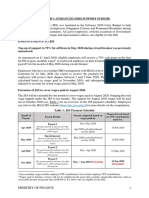
- Annex B-1: Enhanced Jobs Support Scheme: Ministry of Finance 1Document5 pagesAnnex B-1: Enhanced Jobs Support Scheme: Ministry of Finance 1RicardoNo ratings yet
- World Class Solutions: Ricardo Calvet Freire Operations Manager APACDocument11 pagesWorld Class Solutions: Ricardo Calvet Freire Operations Manager APACRicardoNo ratings yet
- Lyft - Pulsed Eddy CurrentDocument8 pagesLyft - Pulsed Eddy CurrentRicardoNo ratings yet
- Alpa - Product Datasheet - 2019Document28 pagesAlpa - Product Datasheet - 2019RicardoNo ratings yet
- Product Sheet - DROPS TrainingDocument2 pagesProduct Sheet - DROPS TrainingRicardoNo ratings yet
- RBI Assessment Recommended Work-Ing ProcessDocument1 pageRBI Assessment Recommended Work-Ing ProcessRicardoNo ratings yet
- Conama 436Document34 pagesConama 436RicardoNo ratings yet
- 700169-04-271 - Motor Megger TestDocument3 pages700169-04-271 - Motor Megger TestRicardoNo ratings yet
- Purdue Engineering 2010 PDFDocument98 pagesPurdue Engineering 2010 PDFGanesh BabuNo ratings yet
- Practice Test CDocument64 pagesPractice Test CAneri100% (1)
- SD220511 01Document1 pageSD220511 01Minh TranNo ratings yet
- CS 436 CS 5310-Computer Vision Fundamentals-Sohaib Ahmad KhanDocument4 pagesCS 436 CS 5310-Computer Vision Fundamentals-Sohaib Ahmad Khansalman_azmat_666No ratings yet
- How To Publish in International JournalsDocument92 pagesHow To Publish in International JournalsJayaSurya KanukurthyNo ratings yet
- Leed NDDocument2 pagesLeed NDElnaz YousefzadehNo ratings yet
- UTAMU Procurement and Disposal of Assets Policy 2017Document46 pagesUTAMU Procurement and Disposal of Assets Policy 2017Abdulai WakoNo ratings yet
- Ready To Use 101 Powerful Excel VBA Code Just Copy - Paste - Run (For Functional Users) (Anil Nahar) (Z-Library)Document152 pagesReady To Use 101 Powerful Excel VBA Code Just Copy - Paste - Run (For Functional Users) (Anil Nahar) (Z-Library)rahulNo ratings yet
- Mod 11.9Document55 pagesMod 11.9trcabhijeet123No ratings yet
- CAAP Telephone Public Directory PDFDocument4 pagesCAAP Telephone Public Directory PDFMaria Angelica Rodriguez AlonsoNo ratings yet
- Martin HeideggerDocument22 pagesMartin HeideggerLayne0% (3)
- RADspeed - M - Series Brochure - C501-E030BDocument8 pagesRADspeed - M - Series Brochure - C501-E030BAissaNo ratings yet
- Astm C 1173Document4 pagesAstm C 1173Andrea Bernal JaraNo ratings yet
- Chapter 5 - Welding Joint Design and Welding SymbolsDocument43 pagesChapter 5 - Welding Joint Design and Welding Symbolsyves suarezNo ratings yet
- MKT306 - May Assignment 2014Document6 pagesMKT306 - May Assignment 2014Rajib AhmedNo ratings yet
- Mispa I2 User ManualDocument43 pagesMispa I2 User ManualJosef GrapesNo ratings yet
- Magazine of Concrete ResearchDocument11 pagesMagazine of Concrete ResearchKathlene Lacosta LastimosaNo ratings yet
- Mele - Free Will and NeuroscienceDocument17 pagesMele - Free Will and NeuroscienceKbkjas JvkndNo ratings yet
- Okok Projects 2023Document45 pagesOkok Projects 202319BMR016 Disha MahzoozaNo ratings yet
- 2019 (Gatsov-Nedelcheva) Pietrele 2 Lithic-Industry (Small)Document177 pages2019 (Gatsov-Nedelcheva) Pietrele 2 Lithic-Industry (Small)Clive BonsallNo ratings yet
- Lead Acid BatteryDocument23 pagesLead Acid BatteryBrahmpal BhardwajNo ratings yet
- BSS19860 04 MF&C Vis 2Document4 pagesBSS19860 04 MF&C Vis 2Johan TanNo ratings yet
- Motivational SpeakersDocument7 pagesMotivational Speakersapi-549322745No ratings yet
- SMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondayDocument6 pagesSMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondaySITI NORZUANI BINTI BAHARUDDIN MoeNo ratings yet
- ICSSR Minor Research Proposal SampleDocument18 pagesICSSR Minor Research Proposal SampleV.Bastin JeromeNo ratings yet
- Sam Report 12Document18 pagesSam Report 12Sabab ZamanNo ratings yet
- Asymptotic Analysis PDFDocument26 pagesAsymptotic Analysis PDFSitti Arraya TsabitahNo ratings yet
- A Project Report Peer PressureDocument17 pagesA Project Report Peer PressureTannu GuptaNo ratings yet
- 501a 17 PDFDocument28 pages501a 17 PDFhikary2.032100% (1)