
BF 03403181
BF 03403181
You might also like
- Fmea For Injection MoldingDocument4 pagesFmea For Injection Moldingsuresh kumar80% (15)
- As NZS 3500.1-2003 Plumbing and Drainage Water ServicesDocument10 pagesAs NZS 3500.1-2003 Plumbing and Drainage Water ServicesSAI Global - APAC20% (5)
- Singer 331K6, K16Document6 pagesSinger 331K6, K16George Williams Gutarra CamposNo ratings yet
- Quotation For Kirnath FabricatorDocument2 pagesQuotation For Kirnath Fabricatorvinkumar_hbti100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Hydrocyclone A Solution To Produced WaterDocument8 pagesHydrocyclone A Solution To Produced Waterzorro21072107No ratings yet
- Introduction To Textile PDFDocument305 pagesIntroduction To Textile PDFGolamMostafa80% (15)
- Manual Equipo Suda Hidraulico 1Document9 pagesManual Equipo Suda Hidraulico 1Alvaro Alejandro Silva FloresNo ratings yet
- HY100 COL02 - Product Overview Training PDFDocument34 pagesHY100 COL02 - Product Overview Training PDF威王No ratings yet
- Villiers Engine Mark 25C Parts ListDocument9 pagesVilliers Engine Mark 25C Parts ListMickael LafontNo ratings yet
- Comminution Circuit Design 1995 PDFDocument7 pagesComminution Circuit Design 1995 PDFLMNo ratings yet
- Superalloys 2001 283 290 PDFDocument10 pagesSuperalloys 2001 283 290 PDFantonellodelreNo ratings yet
- DenahDocument1 pageDenahMuhammad MansurNo ratings yet
- Hanabata 1989Document12 pagesHanabata 1989xrovljolscjvmiszchNo ratings yet
- Weld Repair ProcedureDocument13 pagesWeld Repair ProcedureBidang Dalkon QAQCNo ratings yet
- Ggs Grilles - CatalogueDocument302 pagesGgs Grilles - Cataloguewesam allabadiNo ratings yet
- 30.4 - Experimental Technique-Edexcel Ial Physics-QpDocument15 pages30.4 - Experimental Technique-Edexcel Ial Physics-QpYoussef TarekNo ratings yet
- 2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerDocument9 pages2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerBeyza Nur AKBOLATNo ratings yet
- Techincal Data Sheet For Compressor Scr20epm-8 and 100epm2-8Document16 pagesTechincal Data Sheet For Compressor Scr20epm-8 and 100epm2-8saul ospinoNo ratings yet
- Kelsey Jig - GoldDocument6 pagesKelsey Jig - Goldcarlos hurtadoNo ratings yet
- Adobe Scan 13 Jun 2024Document1 pageAdobe Scan 13 Jun 2024tejanath.gtrNo ratings yet
- CS6K-270 - 275 - 280 - 285 M: Key FeaturesDocument2 pagesCS6K-270 - 275 - 280 - 285 M: Key Featuressebastião horacioNo ratings yet
- 6.4.4.3 Motor Starting ReportDocument203 pages6.4.4.3 Motor Starting ReportMohamed FaroukNo ratings yet
- Mohammed Al - Jarrallah Equipments & Petroleum Sevices Co. ProfileDocument33 pagesMohammed Al - Jarrallah Equipments & Petroleum Sevices Co. ProfilemabdallahNo ratings yet
- JNU Non Teaching Recruitment 2023 Short NoticeDocument4 pagesJNU Non Teaching Recruitment 2023 Short NoticeVipin RoyalNo ratings yet
- 99+619 (1.2mx1.2m)Document10 pages99+619 (1.2mx1.2m)suraj.mainali99No ratings yet
- Asy 1977 01Document80 pagesAsy 1977 01NickNo ratings yet
- RECongress 1980 Registration GuidebookDocument44 pagesRECongress 1980 Registration GuidebookLos Angeles Religious Education CongressNo ratings yet
- FF - Tt. Angulo 2x2x1-4Document1 pageFF - Tt. Angulo 2x2x1-4Cubos ArchitectNo ratings yet
- 1961, MAC, Bristol, UKDocument193 pages1961, MAC, Bristol, UKHouse HistoriesNo ratings yet
- Keekonomian Sudono RDocument75 pagesKeekonomian Sudono Rpuput utomoNo ratings yet
- Hazen Williams Friction Loss Hydraulic TablesDocument78 pagesHazen Williams Friction Loss Hydraulic TablesMisama NedianNo ratings yet
- Dissolution of A Partnership Firm COMPLETEDocument78 pagesDissolution of A Partnership Firm COMPLETEDushyant SainiNo ratings yet
- Is 9972 Sprinkler-HeadsDocument30 pagesIs 9972 Sprinkler-HeadsNanu Patel100% (1)
- Canadian Solar CS1H 320 330wDocument2 pagesCanadian Solar CS1H 320 330wrobertoNo ratings yet
- Omega: Consultant ServicesDocument7 pagesOmega: Consultant ServicesSumit JainNo ratings yet
- Hänchen Testing Technology Overview Product RangeDocument13 pagesHänchen Testing Technology Overview Product RangeSympatyagaNo ratings yet
- Ac Circuits 1 PDFDocument24 pagesAc Circuits 1 PDFJhay Phee LlorenteNo ratings yet
- Lettter DeclarationDocument1 pageLettter Declarationkndabula01No ratings yet
- Rheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesDocument13 pagesRheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesChandrasekarNo ratings yet
- Steel Structure: Welding Book ForDocument4 pagesSteel Structure: Welding Book ForMuhammed Abo-FandoodNo ratings yet
- Prevention, Fishing and Casing Repair - Jim Short - Part 2Document249 pagesPrevention, Fishing and Casing Repair - Jim Short - Part 2Brayan LeonNo ratings yet
- Screenshot 2022-04-08 at 5.03.26 PMDocument48 pagesScreenshot 2022-04-08 at 5.03.26 PMRasendriya CakraNo ratings yet
- 6786-Article Text PDF-10544-1-10-20130718Document11 pages6786-Article Text PDF-10544-1-10-20130718Alpine.designNo ratings yet
- Mix Design M-20 (SVVV)Document5 pagesMix Design M-20 (SVVV)shailendra pachauriNo ratings yet
- آلية التحكيم الإلكتروني لأولمبياد إبداعDocument6 pagesآلية التحكيم الإلكتروني لأولمبياد إبداعjoodsajaalaskarNo ratings yet
- FONDOFDocument27 pagesFONDOFsebastien44250No ratings yet
- Ni Inco 352 The Role of Alloys in Engineering Grey Iron CastingsDocument7 pagesNi Inco 352 The Role of Alloys in Engineering Grey Iron CastingsLeandro Dilkin ConsulNo ratings yet
- NEW Company Profile PT Rajawali Indo Utama 2016Document30 pagesNEW Company Profile PT Rajawali Indo Utama 2016Adwina BatariNo ratings yet
- The Superior Durability of Chilled Cast Iron CamshaftsDocument2 pagesThe Superior Durability of Chilled Cast Iron CamshaftsAndri OdeNo ratings yet
- Max Power Cs6X 305 - 310 - 315P: Higher Energy YieldDocument2 pagesMax Power Cs6X 305 - 310 - 315P: Higher Energy YieldEliana CostaNo ratings yet
- MS 1093 201 09C V00.C (Method Statement For Painting of Internal Gypsum Board & Plaster Surface) 44224Document41 pagesMS 1093 201 09C V00.C (Method Statement For Painting of Internal Gypsum Board & Plaster Surface) 44224Marbe CanumayNo ratings yet
- CM0202, Compressor DWGDocument17 pagesCM0202, Compressor DWGansariiqbal9570No ratings yet
- 6.4.4.2 Load Flow ReportDocument147 pages6.4.4.2 Load Flow ReportMohamed FaroukNo ratings yet
- AISC 1983v01Document46 pagesAISC 1983v01Ignacio Hiram M RoqueNo ratings yet
- Datasheet HairfDocument1 pageDatasheet HairfCarlos ImmanuelNo ratings yet
- Gpo 36 Tests and Inspections Routine Z 5506Document1 pageGpo 36 Tests and Inspections Routine Z 5506Theodor EikeNo ratings yet
- Economides 1987Document3 pagesEconomides 1987p9nwz2vj85No ratings yet
- Catalagram 90 - 2002Document15 pagesCatalagram 90 - 2002saleh4060No ratings yet
- KOMPLET K JC 805 WebDocument5 pagesKOMPLET K JC 805 WebAlberto LopezNo ratings yet
- I I I I: NatureDocument3 pagesI I I I: NatureAlex TaylorNo ratings yet
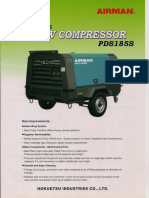
- Air Compressor-Airman Pds185sDocument2 pagesAir Compressor-Airman Pds185sRizkiRamadhanNo ratings yet
- Brother EF4 B956CDocument31 pagesBrother EF4 B956CMartin JauckNo ratings yet
- SIP Ni DayneDocument7 pagesSIP Ni DayneDen SamonteNo ratings yet
- Coefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForDocument3 pagesCoefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForRajeev ChandNo ratings yet
- Metallurgy of WeldingDocument40 pagesMetallurgy of Weldingquiron2010100% (1)
- The Complete Technology Book On Candle Making & DesignsDocument7 pagesThe Complete Technology Book On Candle Making & DesignsBala Ratnakar KoneruNo ratings yet
- Ice Machine ManualDocument111 pagesIce Machine ManualDustin ButlerNo ratings yet
- Green Concrete Partially Comprised of Farming Waste Residues A RiviewDocument35 pagesGreen Concrete Partially Comprised of Farming Waste Residues A RiviewfiqNo ratings yet
- FT-2145 Specification (1505008B)Document3 pagesFT-2145 Specification (1505008B)Tai KucingNo ratings yet
- Specifikations Moulds enDocument79 pagesSpecifikations Moulds enNuță AlinNo ratings yet
- CT-LMH 019 PDFDocument4 pagesCT-LMH 019 PDFGemma serdanNo ratings yet
- Nghi Son 2 BOT Thermal Power Plant Project Design Query SheetDocument4 pagesNghi Son 2 BOT Thermal Power Plant Project Design Query SheetDoan Ngoc DucNo ratings yet
- FMM 101Document6 pagesFMM 101syamsul bahriNo ratings yet
- Perhitungan HPPDocument66 pagesPerhitungan HPPFahrul Nur ArifinNo ratings yet
- Process Planning For Shape Deposition ManufacturingDocument122 pagesProcess Planning For Shape Deposition ManufacturingZaheer AhamedNo ratings yet
- Purpose of Master Batch PPA in PEDocument49 pagesPurpose of Master Batch PPA in PEin_abhay2706No ratings yet
- Midea Ventilokonvektori 2016Document32 pagesMidea Ventilokonvektori 2016bzvzNo ratings yet
- FTX-G Technical DataDocument9 pagesFTX-G Technical DatajackwpsoNo ratings yet
- Cardboard RuinsDocument9 pagesCardboard Ruinswildboar66100% (3)
- VLSI Fabrication Principles - Ghandi (Wiley, 2E)Document432 pagesVLSI Fabrication Principles - Ghandi (Wiley, 2E)Purti Savardekar100% (1)
- 1K09309Document2 pages1K09309threwawayNo ratings yet
- Information For Grooved Sleeves and Cores: Type I Type IIDocument1 pageInformation For Grooved Sleeves and Cores: Type I Type IISebastian LegardaNo ratings yet
- Report On Cascading TransformersDocument28 pagesReport On Cascading Transformerspalak yadavNo ratings yet
- Fire Protection Piping Installation and Testing Feb 12 2014Document105 pagesFire Protection Piping Installation and Testing Feb 12 2014walitedisonNo ratings yet
- Nilfisk Industrial Product Offering OverviewDocument4 pagesNilfisk Industrial Product Offering OverviewJoe SchoenerNo ratings yet
- En ConDocument313 pagesEn ConItilekha DashNo ratings yet
- Nitric AcidDocument18 pagesNitric AcidJaamac DhiilNo ratings yet
- Klean Strip Boiled Linseed Oil 2-11-2019Document5 pagesKlean Strip Boiled Linseed Oil 2-11-2019kikoNo ratings yet





















































































Download as pdf or txt
You might also like
- Fmea For Injection MoldingDocument4 pagesFmea For Injection Moldingsuresh kumar80% (15)
- As NZS 3500.1-2003 Plumbing and Drainage Water ServicesDocument10 pagesAs NZS 3500.1-2003 Plumbing and Drainage Water ServicesSAI Global - APAC20% (5)
- Singer 331K6, K16Document6 pagesSinger 331K6, K16George Williams Gutarra CamposNo ratings yet
- Quotation For Kirnath FabricatorDocument2 pagesQuotation For Kirnath Fabricatorvinkumar_hbti100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Hydrocyclone A Solution To Produced WaterDocument8 pagesHydrocyclone A Solution To Produced Waterzorro21072107No ratings yet
- Introduction To Textile PDFDocument305 pagesIntroduction To Textile PDFGolamMostafa80% (15)
- Manual Equipo Suda Hidraulico 1Document9 pagesManual Equipo Suda Hidraulico 1Alvaro Alejandro Silva FloresNo ratings yet
- HY100 COL02 - Product Overview Training PDFDocument34 pagesHY100 COL02 - Product Overview Training PDF威王No ratings yet
- Villiers Engine Mark 25C Parts ListDocument9 pagesVilliers Engine Mark 25C Parts ListMickael LafontNo ratings yet
- Comminution Circuit Design 1995 PDFDocument7 pagesComminution Circuit Design 1995 PDFLMNo ratings yet
- Superalloys 2001 283 290 PDFDocument10 pagesSuperalloys 2001 283 290 PDFantonellodelreNo ratings yet
- DenahDocument1 pageDenahMuhammad MansurNo ratings yet
- Hanabata 1989Document12 pagesHanabata 1989xrovljolscjvmiszchNo ratings yet
- Weld Repair ProcedureDocument13 pagesWeld Repair ProcedureBidang Dalkon QAQCNo ratings yet
- Ggs Grilles - CatalogueDocument302 pagesGgs Grilles - Cataloguewesam allabadiNo ratings yet
- 30.4 - Experimental Technique-Edexcel Ial Physics-QpDocument15 pages30.4 - Experimental Technique-Edexcel Ial Physics-QpYoussef TarekNo ratings yet
- 2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerDocument9 pages2011 Heiber PV Int Review Diamond Wire Wafering Technology Meyer BurgerBeyza Nur AKBOLATNo ratings yet
- Techincal Data Sheet For Compressor Scr20epm-8 and 100epm2-8Document16 pagesTechincal Data Sheet For Compressor Scr20epm-8 and 100epm2-8saul ospinoNo ratings yet
- Kelsey Jig - GoldDocument6 pagesKelsey Jig - Goldcarlos hurtadoNo ratings yet
- Adobe Scan 13 Jun 2024Document1 pageAdobe Scan 13 Jun 2024tejanath.gtrNo ratings yet
- CS6K-270 - 275 - 280 - 285 M: Key FeaturesDocument2 pagesCS6K-270 - 275 - 280 - 285 M: Key Featuressebastião horacioNo ratings yet
- 6.4.4.3 Motor Starting ReportDocument203 pages6.4.4.3 Motor Starting ReportMohamed FaroukNo ratings yet
- Mohammed Al - Jarrallah Equipments & Petroleum Sevices Co. ProfileDocument33 pagesMohammed Al - Jarrallah Equipments & Petroleum Sevices Co. ProfilemabdallahNo ratings yet
- JNU Non Teaching Recruitment 2023 Short NoticeDocument4 pagesJNU Non Teaching Recruitment 2023 Short NoticeVipin RoyalNo ratings yet
- 99+619 (1.2mx1.2m)Document10 pages99+619 (1.2mx1.2m)suraj.mainali99No ratings yet
- Asy 1977 01Document80 pagesAsy 1977 01NickNo ratings yet
- RECongress 1980 Registration GuidebookDocument44 pagesRECongress 1980 Registration GuidebookLos Angeles Religious Education CongressNo ratings yet
- FF - Tt. Angulo 2x2x1-4Document1 pageFF - Tt. Angulo 2x2x1-4Cubos ArchitectNo ratings yet
- 1961, MAC, Bristol, UKDocument193 pages1961, MAC, Bristol, UKHouse HistoriesNo ratings yet
- Keekonomian Sudono RDocument75 pagesKeekonomian Sudono Rpuput utomoNo ratings yet
- Hazen Williams Friction Loss Hydraulic TablesDocument78 pagesHazen Williams Friction Loss Hydraulic TablesMisama NedianNo ratings yet
- Dissolution of A Partnership Firm COMPLETEDocument78 pagesDissolution of A Partnership Firm COMPLETEDushyant SainiNo ratings yet
- Is 9972 Sprinkler-HeadsDocument30 pagesIs 9972 Sprinkler-HeadsNanu Patel100% (1)
- Canadian Solar CS1H 320 330wDocument2 pagesCanadian Solar CS1H 320 330wrobertoNo ratings yet
- Omega: Consultant ServicesDocument7 pagesOmega: Consultant ServicesSumit JainNo ratings yet
- Hänchen Testing Technology Overview Product RangeDocument13 pagesHänchen Testing Technology Overview Product RangeSympatyagaNo ratings yet
- Ac Circuits 1 PDFDocument24 pagesAc Circuits 1 PDFJhay Phee LlorenteNo ratings yet
- Lettter DeclarationDocument1 pageLettter Declarationkndabula01No ratings yet
- Rheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesDocument13 pagesRheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesChandrasekarNo ratings yet
- Steel Structure: Welding Book ForDocument4 pagesSteel Structure: Welding Book ForMuhammed Abo-FandoodNo ratings yet
- Prevention, Fishing and Casing Repair - Jim Short - Part 2Document249 pagesPrevention, Fishing and Casing Repair - Jim Short - Part 2Brayan LeonNo ratings yet
- Screenshot 2022-04-08 at 5.03.26 PMDocument48 pagesScreenshot 2022-04-08 at 5.03.26 PMRasendriya CakraNo ratings yet
- 6786-Article Text PDF-10544-1-10-20130718Document11 pages6786-Article Text PDF-10544-1-10-20130718Alpine.designNo ratings yet
- Mix Design M-20 (SVVV)Document5 pagesMix Design M-20 (SVVV)shailendra pachauriNo ratings yet
- آلية التحكيم الإلكتروني لأولمبياد إبداعDocument6 pagesآلية التحكيم الإلكتروني لأولمبياد إبداعjoodsajaalaskarNo ratings yet
- FONDOFDocument27 pagesFONDOFsebastien44250No ratings yet
- Ni Inco 352 The Role of Alloys in Engineering Grey Iron CastingsDocument7 pagesNi Inco 352 The Role of Alloys in Engineering Grey Iron CastingsLeandro Dilkin ConsulNo ratings yet
- NEW Company Profile PT Rajawali Indo Utama 2016Document30 pagesNEW Company Profile PT Rajawali Indo Utama 2016Adwina BatariNo ratings yet
- The Superior Durability of Chilled Cast Iron CamshaftsDocument2 pagesThe Superior Durability of Chilled Cast Iron CamshaftsAndri OdeNo ratings yet
- Max Power Cs6X 305 - 310 - 315P: Higher Energy YieldDocument2 pagesMax Power Cs6X 305 - 310 - 315P: Higher Energy YieldEliana CostaNo ratings yet
- MS 1093 201 09C V00.C (Method Statement For Painting of Internal Gypsum Board & Plaster Surface) 44224Document41 pagesMS 1093 201 09C V00.C (Method Statement For Painting of Internal Gypsum Board & Plaster Surface) 44224Marbe CanumayNo ratings yet
- CM0202, Compressor DWGDocument17 pagesCM0202, Compressor DWGansariiqbal9570No ratings yet
- 6.4.4.2 Load Flow ReportDocument147 pages6.4.4.2 Load Flow ReportMohamed FaroukNo ratings yet
- AISC 1983v01Document46 pagesAISC 1983v01Ignacio Hiram M RoqueNo ratings yet
- Datasheet HairfDocument1 pageDatasheet HairfCarlos ImmanuelNo ratings yet
- Gpo 36 Tests and Inspections Routine Z 5506Document1 pageGpo 36 Tests and Inspections Routine Z 5506Theodor EikeNo ratings yet
- Economides 1987Document3 pagesEconomides 1987p9nwz2vj85No ratings yet
- Catalagram 90 - 2002Document15 pagesCatalagram 90 - 2002saleh4060No ratings yet
- KOMPLET K JC 805 WebDocument5 pagesKOMPLET K JC 805 WebAlberto LopezNo ratings yet
- I I I I: NatureDocument3 pagesI I I I: NatureAlex TaylorNo ratings yet
- Air Compressor-Airman Pds185sDocument2 pagesAir Compressor-Airman Pds185sRizkiRamadhanNo ratings yet
- Brother EF4 B956CDocument31 pagesBrother EF4 B956CMartin JauckNo ratings yet
- SIP Ni DayneDocument7 pagesSIP Ni DayneDen SamonteNo ratings yet
- Coefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForDocument3 pagesCoefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForRajeev ChandNo ratings yet
- Metallurgy of WeldingDocument40 pagesMetallurgy of Weldingquiron2010100% (1)
- The Complete Technology Book On Candle Making & DesignsDocument7 pagesThe Complete Technology Book On Candle Making & DesignsBala Ratnakar KoneruNo ratings yet
- Ice Machine ManualDocument111 pagesIce Machine ManualDustin ButlerNo ratings yet
- Green Concrete Partially Comprised of Farming Waste Residues A RiviewDocument35 pagesGreen Concrete Partially Comprised of Farming Waste Residues A RiviewfiqNo ratings yet
- FT-2145 Specification (1505008B)Document3 pagesFT-2145 Specification (1505008B)Tai KucingNo ratings yet
- Specifikations Moulds enDocument79 pagesSpecifikations Moulds enNuță AlinNo ratings yet
- CT-LMH 019 PDFDocument4 pagesCT-LMH 019 PDFGemma serdanNo ratings yet
- Nghi Son 2 BOT Thermal Power Plant Project Design Query SheetDocument4 pagesNghi Son 2 BOT Thermal Power Plant Project Design Query SheetDoan Ngoc DucNo ratings yet
- FMM 101Document6 pagesFMM 101syamsul bahriNo ratings yet
- Perhitungan HPPDocument66 pagesPerhitungan HPPFahrul Nur ArifinNo ratings yet
- Process Planning For Shape Deposition ManufacturingDocument122 pagesProcess Planning For Shape Deposition ManufacturingZaheer AhamedNo ratings yet
- Purpose of Master Batch PPA in PEDocument49 pagesPurpose of Master Batch PPA in PEin_abhay2706No ratings yet
- Midea Ventilokonvektori 2016Document32 pagesMidea Ventilokonvektori 2016bzvzNo ratings yet
- FTX-G Technical DataDocument9 pagesFTX-G Technical DatajackwpsoNo ratings yet
- Cardboard RuinsDocument9 pagesCardboard Ruinswildboar66100% (3)
- VLSI Fabrication Principles - Ghandi (Wiley, 2E)Document432 pagesVLSI Fabrication Principles - Ghandi (Wiley, 2E)Purti Savardekar100% (1)
- 1K09309Document2 pages1K09309threwawayNo ratings yet
- Information For Grooved Sleeves and Cores: Type I Type IIDocument1 pageInformation For Grooved Sleeves and Cores: Type I Type IISebastian LegardaNo ratings yet
- Report On Cascading TransformersDocument28 pagesReport On Cascading Transformerspalak yadavNo ratings yet
- Fire Protection Piping Installation and Testing Feb 12 2014Document105 pagesFire Protection Piping Installation and Testing Feb 12 2014walitedisonNo ratings yet
- Nilfisk Industrial Product Offering OverviewDocument4 pagesNilfisk Industrial Product Offering OverviewJoe SchoenerNo ratings yet
- En ConDocument313 pagesEn ConItilekha DashNo ratings yet
- Nitric AcidDocument18 pagesNitric AcidJaamac DhiilNo ratings yet
- Klean Strip Boiled Linseed Oil 2-11-2019Document5 pagesKlean Strip Boiled Linseed Oil 2-11-2019kikoNo ratings yet