Download as pdf or txt
You might also like
- FMEA 5th TablesDocument41 pagesFMEA 5th TablesR.BALASUBRAMANI100% (4)
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Manual Standard WeldingDocument192 pagesManual Standard WeldingGEORGE IVAN0% (1)
- SEQI - IATF16949 - Internal Auditor - Training - Evaluation - QuestionnaireDocument11 pagesSEQI - IATF16949 - Internal Auditor - Training - Evaluation - QuestionnaireR.BALASUBRAMANINo ratings yet
- USP General Chapter 1251Document5 pagesUSP General Chapter 1251Vania CanaparNo ratings yet
- WPS FormatDocument7 pagesWPS FormatPradip SalunkheNo ratings yet
- Run Sheet PQR.Document1 pageRun Sheet PQR.Ilham PaneNo ratings yet
- Main - Sample Welding Procedure Specification Wps FormDocument2 pagesMain - Sample Welding Procedure Specification Wps FormmuhammaddanishafandiNo ratings yet
- Wps API-mwt 2020Document24 pagesWps API-mwt 2020afshohil anamNo ratings yet
- WPS SAW D1.1 2015 FormDocument1 pageWPS SAW D1.1 2015 FormHoque AnamulNo ratings yet
- 91187419-PQR Blank PDFDocument3 pages91187419-PQR Blank PDFpedrorocha210No ratings yet
- Welding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDDocument2 pagesWelding Procedure Specification (WPS) : Posco Engineering & Construction Co., LTDMoroko690% (1)
- Welding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesRuben Purca0% (1)
- Aws D1.1Document1 pageAws D1.1พันธุ์เทพ คําพองNo ratings yet
- Welding Procedure SpecificationDocument13 pagesWelding Procedure SpecificationsamNo ratings yet
- Aramco Hot Tap Welding Procedure Rev 1Document3 pagesAramco Hot Tap Welding Procedure Rev 1BWQNo ratings yet
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessNo ratings yet
- WQRDocument3 pagesWQRMascot InternationalNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- Wps Pqrwelding SCSP COUPON Phpapp02Document14 pagesWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoNo ratings yet
- Weld Test Checklist: Welder (S) DetailsDocument2 pagesWeld Test Checklist: Welder (S) DetailsScott Trainor100% (1)
- LAMPIRAN PQRDocument1 pageLAMPIRAN PQRRobby TriNo ratings yet
- WPS 083708Document3 pagesWPS 083708Apricotkon CokNo ratings yet
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welder Qualification Record TemplateDocument1 pageWelder Qualification Record TemplateMark Jason M. BrualNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- Procedure Qualification Record (PQR) Form: JointsDocument12 pagesProcedure Qualification Record (PQR) Form: JointsAl Fatih Darussalam YasfiNo ratings yet
- Template Pipe PlateDocument1 pageTemplate Pipe PlateFarhan AmzarNo ratings yet
- Welding Procedure QualificationDocument2 pagesWelding Procedure QualificationAnthony AzanesNo ratings yet
- Sample of Procedure Qualification Record (PQR) : Joint DetailsDocument3 pagesSample of Procedure Qualification Record (PQR) : Joint DetailsNayan jain JainNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- Welding Procedure Qualification Record (WPQR)Document8 pagesWelding Procedure Qualification Record (WPQR)Belin InversoNo ratings yet
- Computer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- As-Nzs 1554.1-2014 PQR & WPSDocument2 pagesAs-Nzs 1554.1-2014 PQR & WPSBobby Currie100% (1)
- QC E7018 CJP B-L1a OverheadDocument1 pageQC E7018 CJP B-L1a Overheadwmajordan13No ratings yet
- Template SRFWDocument1 pageTemplate SRFWDylan TriggNo ratings yet
- Azsxcd PDFDocument2 pagesAzsxcd PDFfkdnldNo ratings yet
- Document Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Document1 pageDocument Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Ed FangNo ratings yet
- Procedure Qualification Record: Run Sequence Joint DetailsDocument2 pagesProcedure Qualification Record: Run Sequence Joint DetailsBobby CurrieNo ratings yet
- Welding Procedure Specifications-BsenDocument2 pagesWelding Procedure Specifications-BsenAbraham AbyNo ratings yet
- WPS-30Document2 pagesWPS-30srinivas raoNo ratings yet
- FM-009 WQT DATA SHEETDocument2 pagesFM-009 WQT DATA SHEETsateeshNo ratings yet
- Visual Inspection EquipmentDocument7 pagesVisual Inspection EquipmentArunNo ratings yet
- Procedure Qualification Record (PQR) : Joint DetailsDocument3 pagesProcedure Qualification Record (PQR) : Joint DetailsEngr AbdurRahmanNo ratings yet
- d1 6 PQR 675 070 13 Digital FormDocument2 pagesd1 6 PQR 675 070 13 Digital FormJimmy MyNo ratings yet
- 3g Fcaw Wps for TrainingDocument3 pages3g Fcaw Wps for Trainingaleem.chenothNo ratings yet
- PQ 4Document2 pagesPQ 4rashidNo ratings yet
- PQ 1Document2 pagesPQ 1rashidNo ratings yet
- Aws d1.1 WPS, PQR & WQTDocument4 pagesAws d1.1 WPS, PQR & WQTWeld Bro SandeepNo ratings yet
- Welding Procedure Specification (WPS) : Joint DetailsDocument4 pagesWelding Procedure Specification (WPS) : Joint DetailschandraNo ratings yet
- Welding Procedure Specification (WPS) : Joint DetailsDocument4 pagesWelding Procedure Specification (WPS) : Joint DetailschandraNo ratings yet
- Toaz - Info Welding Procedure Specification Sample PRDocument2 pagesToaz - Info Welding Procedure Specification Sample PRKarim ZahranNo ratings yet
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- WPQR FormDocument1 pageWPQR Formمحمد أزها نو الدينNo ratings yet
- Blank Sample WPS Form (SAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (SAW) Welding Procedure Specification (WPS)GMNo ratings yet
- Template Welding Procedure 2024Document3 pagesTemplate Welding Procedure 2024Zen KingNo ratings yet
- Aws WPQDocument3 pagesAws WPQKaliman MendozaNo ratings yet
- Pessing Libya INC: As Per P No.3,4 To As Per P No.3,4Document1 pagePessing Libya INC: As Per P No.3,4 To As Per P No.3,4Mahmoud HaggagNo ratings yet
- Computer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Document2 pagesComputer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Erick GoyesNo ratings yet
- Camptech Manufacturing Control PlanDocument5 pagesCamptech Manufacturing Control PlanR.BALASUBRAMANINo ratings yet
- Autonomous Maintenance Step 1 To Step 3Document14 pagesAutonomous Maintenance Step 1 To Step 3R.BALASUBRAMANINo ratings yet
- Quality MaintenanceDocument19 pagesQuality MaintenanceR.BALASUBRAMANINo ratings yet
- CB C - 2023-001 - Phase 2 of Auditor Qualification ProcessDocument2 pagesCB C - 2023-001 - Phase 2 of Auditor Qualification ProcessR.BALASUBRAMANINo ratings yet
- Internal Audit Vs External AuditDocument1 pageInternal Audit Vs External AuditR.BALASUBRAMANINo ratings yet
- ISO 17025 ContentDocument10 pagesISO 17025 ContentR.BALASUBRAMANINo ratings yet
- 4M WiDocument4 pages4M WiR.BALASUBRAMANINo ratings yet
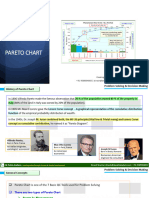
- Pareto Chart - Problem Solving PrioritizationDocument12 pagesPareto Chart - Problem Solving PrioritizationR.BALASUBRAMANINo ratings yet
- 10 Auditing RulesDocument6 pages10 Auditing RulesR.BALASUBRAMANINo ratings yet
- Supplier Audit Check SheetDocument19 pagesSupplier Audit Check SheetR.BALASUBRAMANI100% (1)
- SVPC Automotive Private Limited: Gauge R & R Study ReportDocument6 pagesSVPC Automotive Private Limited: Gauge R & R Study ReportR.BALASUBRAMANINo ratings yet
- BrainstormingDocument11 pagesBrainstormingR.BALASUBRAMANINo ratings yet
- 6 S' Audit - Practical Audit Steps To Implement Each S'Document6 pages6 S' Audit - Practical Audit Steps To Implement Each S'R.BALASUBRAMANINo ratings yet
- RARTDocument2 pagesRARTR.BALASUBRAMANINo ratings yet
- Pecb Iatf 16949 Lead Auditor Exam Preparation GuideDocument14 pagesPecb Iatf 16949 Lead Auditor Exam Preparation GuideR.BALASUBRAMANI100% (1)
- 5S Kaizen TQMDocument33 pages5S Kaizen TQMR.BALASUBRAMANINo ratings yet
- 4M Change ManagementDocument1 page4M Change ManagementR.BALASUBRAMANINo ratings yet
- 4M Change ChecklistDocument1 page4M Change ChecklistR.BALASUBRAMANINo ratings yet
- Total Productive MaintenanceDocument60 pagesTotal Productive MaintenanceR.BALASUBRAMANINo ratings yet
- Design of ExperimentsDocument42 pagesDesign of ExperimentsR.BALASUBRAMANINo ratings yet
- Supplier Quality Manual: Sundram Fasteners LimitedDocument21 pagesSupplier Quality Manual: Sundram Fasteners LimitedR.BALASUBRAMANINo ratings yet
- TAKT TimeDocument28 pagesTAKT TimeR.BALASUBRAMANINo ratings yet
- Error-Proofing PDFDocument28 pagesError-Proofing PDFR.BALASUBRAMANINo ratings yet
- Pull Manufacturing: Kanban, Just in Time, Demand FlowDocument54 pagesPull Manufacturing: Kanban, Just in Time, Demand FlowR.BALASUBRAMANINo ratings yet
- Heat Transfer Mcqs PDF 1heat Transfer MCQ Heat Transfer Mcqs PDF 1heat Transfer MCQDocument62 pagesHeat Transfer Mcqs PDF 1heat Transfer MCQ Heat Transfer Mcqs PDF 1heat Transfer MCQPrapNo ratings yet
- đề 2 KeyDocument18 pagesđề 2 KeyThư Nguyễn0% (1)
- Synoptic Observations Decoding & PlottingDocument23 pagesSynoptic Observations Decoding & PlottingSerkan Sancak100% (1)
- Fluent 13.0 Lecture06-Turbulence Near WallDocument5 pagesFluent 13.0 Lecture06-Turbulence Near WallZvonimir MorožinNo ratings yet
- A Three Phase Short Circuit Occurring at Alternator Synchronous MachineDocument27 pagesA Three Phase Short Circuit Occurring at Alternator Synchronous MachineMerlose PlaceNo ratings yet
- Physics Formula and Short NotesDocument119 pagesPhysics Formula and Short NotesAyush Ray100% (1)
- Instructional - Welding - Lesson - PlansDocument34 pagesInstructional - Welding - Lesson - PlansLyndon Morales AndajaoNo ratings yet
- Y11 FPM Discriminant Revision: 3 X 5 x+1 3 X 5 x+1 0Document3 pagesY11 FPM Discriminant Revision: 3 X 5 x+1 3 X 5 x+1 0MohamedNo ratings yet
- An Application of FRP System For The Flexural Seismic Retrofit of Reinforced Concrete BeamsDocument13 pagesAn Application of FRP System For The Flexural Seismic Retrofit of Reinforced Concrete BeamsFernandoNo ratings yet
- PAROC Calculus: Calculation 1: Rectangular TankDocument2 pagesPAROC Calculus: Calculation 1: Rectangular Tankvipul gandhiNo ratings yet
- Cenov823 Pre Board Key1Document7 pagesCenov823 Pre Board Key1Sharmaine FajutaganaNo ratings yet
- 2946 1223 00 - Overhaul Inter Cooler - After CoolerDocument12 pages2946 1223 00 - Overhaul Inter Cooler - After CoolerMax JohnNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/42Document28 pagesCambridge International AS & A Level: PHYSICS 9702/42Vinod ChackoNo ratings yet
- ConclusionDocument5 pagesConclusionkhairulhakam50% (2)
- 7 M Height Pressure Relief Shelf Retaining Wall DGNDocument10 pages7 M Height Pressure Relief Shelf Retaining Wall DGND.k. ChauhanNo ratings yet
- BL670 Blackbody Ambient Temperature Calibrator: Address: 1322, F/3 BLDG 1, 33 Zique RD, Haidian, Beijing100095, ChinaDocument1 pageBL670 Blackbody Ambient Temperature Calibrator: Address: 1322, F/3 BLDG 1, 33 Zique RD, Haidian, Beijing100095, ChinaTejasree NaredlaNo ratings yet
- BS 7334-8-Measuring Instruments For BuildingDocument25 pagesBS 7334-8-Measuring Instruments For BuildinggadNo ratings yet
- IsotopesworksheetDocument2 pagesIsotopesworksheetapi-233187566No ratings yet
- MODULE 1. Introduction To DynamicsDocument12 pagesMODULE 1. Introduction To DynamicsAron H Ocampo100% (1)
- Prediction of Warship Manoeuvring CoefficientsDocument76 pagesPrediction of Warship Manoeuvring Coefficientsa aNo ratings yet
- Diaz Vicass1 Mechanical VibrationsDocument23 pagesDiaz Vicass1 Mechanical VibrationsVicmar DiazNo ratings yet
- Chemical Principles The Quest For Insight 7Th Edition Atkins Solutions Manual Full Chapter PDFDocument36 pagesChemical Principles The Quest For Insight 7Th Edition Atkins Solutions Manual Full Chapter PDFpauline.wilson221100% (15)
- 1.2.1 Limitations of Physical Measurements PDFDocument4 pages1.2.1 Limitations of Physical Measurements PDFrika physicsNo ratings yet
- ULO2a - Basic Concepts of Crystal StructureDocument14 pagesULO2a - Basic Concepts of Crystal StructureCHARLIE AMOGUIS JRNo ratings yet
- Psyche and Matter by Marie-Louise Von Franz Selected Passages PDFDocument5 pagesPsyche and Matter by Marie-Louise Von Franz Selected Passages PDFpageler100% (1)
- Shs-Tos Earth and Life ScienceDocument1 pageShs-Tos Earth and Life SciencerichardsamranoNo ratings yet
- Mitchell Miller Parmenides Meine ZusammenfassungDocument78 pagesMitchell Miller Parmenides Meine ZusammenfassungFelix HerzogNo ratings yet
- Wika Type 111.11Document2 pagesWika Type 111.11warehouse cikalongNo ratings yet
- Performance Data CurveDocument57 pagesPerformance Data Curveedwin nolberto100% (1)