Download as pdf or txt
You might also like
- Iso 17225 6 2021Document10 pagesIso 17225 6 2021Hafif DafiqurrohmanNo ratings yet
- Project: Animesh HalderDocument12 pagesProject: Animesh Halderanimeh50% (2)
- Social 20-2 Source Analysis 2Document2 pagesSocial 20-2 Source Analysis 2api-300964436No ratings yet
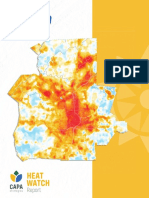
- Atlanta Heat Island StudyDocument20 pagesAtlanta Heat Island StudyJonathan RaymondNo ratings yet
- FTM 12 FINAT Test Method No. 12: Adhesive Coat WeightDocument1 pageFTM 12 FINAT Test Method No. 12: Adhesive Coat WeightLUIS AUGUSTO DELGADONo ratings yet
- Face Mask Detection System Paper Research Paper - PDFDocument5 pagesFace Mask Detection System Paper Research Paper - PDFPrashant VermaNo ratings yet
- 2020 Annual Profile - ENDocument64 pages2020 Annual Profile - ENGeraldNo ratings yet
- Quantification of The Maleic Anhydride Grafted Onto Polypropylene by Chemical and Viscosimetric Titrations, and FTIR Spectros PDFDocument11 pagesQuantification of The Maleic Anhydride Grafted Onto Polypropylene by Chemical and Viscosimetric Titrations, and FTIR Spectros PDFThinh DangNo ratings yet
- Astm D 3171-11Document11 pagesAstm D 3171-11PAOLO GIANNELLINo ratings yet
- Influence of Carbon Black Fines ContentDocument8 pagesInfluence of Carbon Black Fines ContentcronoromNo ratings yet
- D 2109 - 96 R00 RdixmdktotzsmdaDocument3 pagesD 2109 - 96 R00 RdixmdktotzsmdaFrancisco GuerraNo ratings yet
- Roll Pass Design For BarsDocument20 pagesRoll Pass Design For BarsSøhaila Samy100% (4)
- Toad Tips & Tricks For DBA'sDocument16 pagesToad Tips & Tricks For DBA'sAnonymous 1P2S4tbMNo ratings yet
- TDS Siamvic 360NADocument1 pageTDS Siamvic 360NAPinyaporn VeerapraditNo ratings yet
- O-Ring Diffusion 001Document10 pagesO-Ring Diffusion 001mirco marastoniNo ratings yet
- Astm D6954 18Document7 pagesAstm D6954 18Camilo AFNo ratings yet
- Fineness TestDocument25 pagesFineness TestlailaNo ratings yet
- D1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and StructuresDocument3 pagesD1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and Structuresjose floresNo ratings yet
- Procedures of Test For Cellular and Related Materials Determination of Resistance To Heat AgingDocument3 pagesProcedures of Test For Cellular and Related Materials Determination of Resistance To Heat AginglrobertothNo ratings yet
- Determination of Structural Features in Polyolefins and Polyolefin Copolymers by Infrared Spectrophotometry (FT-IR)Document3 pagesDetermination of Structural Features in Polyolefins and Polyolefin Copolymers by Infrared Spectrophotometry (FT-IR)samehNo ratings yet
- PVC GG 1091Document1 pagePVC GG 1091Gabs GabrielaNo ratings yet
- PVC 57ger01Document1 pagePVC 57ger01rajesh patelNo ratings yet
- TDS Siamvic 258RBDocument1 pageTDS Siamvic 258RBPinyaporn VeerapraditNo ratings yet
- D3438 - 15 Standard Practice For Sampling and Handling Naphthalene, Maleic Anhydride, and Phthalic Anhydride PDFDocument3 pagesD3438 - 15 Standard Practice For Sampling and Handling Naphthalene, Maleic Anhydride, and Phthalic Anhydride PDFJacques BlueqNo ratings yet
- Comparative Techniques For Molecular Weight EvaluationDocument6 pagesComparative Techniques For Molecular Weight EvaluationMaria Emilia Vazquez100% (2)
- ISO 8124-5-2015 Safety of Toys Part 5 Determination of Total Concentration of Certain Elements in ToysDocument22 pagesISO 8124-5-2015 Safety of Toys Part 5 Determination of Total Concentration of Certain Elements in ToysLOBSANG DOUGLAS AVILES LOZANONo ratings yet
- BS en 13130-2-2004Document18 pagesBS en 13130-2-2004milicammg1No ratings yet
- Cuptor DO308Document38 pagesCuptor DO308Dumitru Marius0% (1)
- Li 6090 - TDS - Eoc PiplDocument2 pagesLi 6090 - TDS - Eoc Piplsantosh mhetreNo ratings yet
- Astm D1045-95Document4 pagesAstm D1045-95Santiago PossoNo ratings yet
- Impact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForDocument6 pagesImpact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForElif SarıoğluNo ratings yet
- Astm D3330-D3330M - 04 2010 PDFDocument6 pagesAstm D3330-D3330M - 04 2010 PDFdamaso taracenaNo ratings yet
- D 6463 - 99 Rdy0njmDocument4 pagesD 6463 - 99 Rdy0njmMarceloNo ratings yet
- Araldite Klad XDocument1 pageAraldite Klad XakhanNo ratings yet
- Intrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETDocument3 pagesIntrinsic Viscosity As Quality Control Parameter of PET: Relevant For: Polymers, Plastics, ISO 1628, PETParesh Hadkar100% (1)
- Uvasorb® HA-88FDDocument2 pagesUvasorb® HA-88FDXuân Giang NguyễnNo ratings yet
- D957 12 PDFDocument2 pagesD957 12 PDFFernando Da RosNo ratings yet
- ISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringDocument6 pagesISO - 8543 - EN - Method For Determination of Mass of Textile Floor CoveringibrahimNo ratings yet
- Iso 06721-1-2011Document28 pagesIso 06721-1-2011Ha Linh VuNo ratings yet
- ASTM D445-17aDocument16 pagesASTM D445-17aAngel MurilloNo ratings yet
- D5853 20781Document10 pagesD5853 20781Johan MonguaNo ratings yet
- Evaluating Stress Cracking of Plastics by Adhesives Using The Bent-Beam MethodDocument4 pagesEvaluating Stress Cracking of Plastics by Adhesives Using The Bent-Beam MethodGüner GüvençNo ratings yet
- Astm C670 - 15.Document9 pagesAstm C670 - 15.wilson VANEGASNo ratings yet
- MSDS Redemul 456Document10 pagesMSDS Redemul 456ListonNo ratings yet
- Abvt 22 SCDocument1 pageAbvt 22 SCShahid AslamNo ratings yet
- D 1817 - 01 - Rde4mtcDocument3 pagesD 1817 - 01 - Rde4mtcDr. Ahmed Abdel-HakimNo ratings yet
- Analysis of 1,3-Butadiene Product: Standard Guide ForDocument3 pagesAnalysis of 1,3-Butadiene Product: Standard Guide ForahmedNo ratings yet
- ASTM-D3424-Color Fastness in SunlightDocument5 pagesASTM-D3424-Color Fastness in SunlightTushar NathNo ratings yet
- TDS Irganox B 215Document2 pagesTDS Irganox B 215Jorge David Rojas CardenasNo ratings yet
- Astm D-5576Document3 pagesAstm D-5576williamcondoriNo ratings yet
- Technical Data Sheet: Property Test Method Unit FrequencyDocument1 pageTechnical Data Sheet: Property Test Method Unit FrequencyAgun GunawanNo ratings yet
- Sandwich Panel TDSDocument12 pagesSandwich Panel TDSAnson FranklinNo ratings yet
- International Standard: ISO 17070 Iultcs/Iuc 25Document16 pagesInternational Standard: ISO 17070 Iultcs/Iuc 25KatrinaNo ratings yet
- Fluorescent Ultraviolet (UV) Exposure of Photodegradable PlasticsDocument5 pagesFluorescent Ultraviolet (UV) Exposure of Photodegradable PlasticsReinaldo Ongky0% (1)
- Rigid (Unplasticized) Poly (Vinyl Chloride) (PVC) Soffit: Standard Specification ForDocument4 pagesRigid (Unplasticized) Poly (Vinyl Chloride) (PVC) Soffit: Standard Specification ForveintavoNo ratings yet
- D 4501 - 01 - Rdq1mdeDocument5 pagesD 4501 - 01 - Rdq1mdePRASANTH PRASANTHNo ratings yet
- Astm D 2014 - 97 (2010)Document5 pagesAstm D 2014 - 97 (2010)alexander guerraNo ratings yet
- Iso 527Document3 pagesIso 527Vo Truong GiangNo ratings yet
- USP Chapter 788 Particulate Matter in InjectionDocument4 pagesUSP Chapter 788 Particulate Matter in InjectionQC MahakamNo ratings yet
- Astm d747 Pdqv6897Document5 pagesAstm d747 Pdqv6897Nayth Andres GalazNo ratings yet
- Single-Filament Tire Bead Wire Made From Steel: Standard Test Methods ForDocument6 pagesSingle-Filament Tire Bead Wire Made From Steel: Standard Test Methods ForSandipGangurdeNo ratings yet
- Astm 7348-08-Loi Using TgaDocument7 pagesAstm 7348-08-Loi Using TgaNinit MiyuNo ratings yet
- PLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)Document3 pagesPLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)ree_haningNo ratings yet
- Polyethylene Terephthalate Film and Sheeting: Standard Classification System and Basis For Specification ForDocument4 pagesPolyethylene Terephthalate Film and Sheeting: Standard Classification System and Basis For Specification Foromar TahaNo ratings yet
- Non-Reinforced Polyvinyl Chloride (PVC) Geomembranes Used in Buried ApplicationsDocument5 pagesNon-Reinforced Polyvinyl Chloride (PVC) Geomembranes Used in Buried ApplicationsLito EstimosNo ratings yet
- Astm D 4976 - 04Document7 pagesAstm D 4976 - 04Anıl ZiylanNo ratings yet
- Astm 4101 PDFDocument18 pagesAstm 4101 PDFRafael GomesNo ratings yet
- Manual Pelco Kbd5000Document16 pagesManual Pelco Kbd5000Amy ThompsonNo ratings yet
- Zhang 1999Document8 pagesZhang 1999Ali ÇobanNo ratings yet
- MVCT101 Advanced Mathematics UNIT 1 Capsule 1 Objective Question Notes RGPV MTECH CTM (Notescivil - Blogspot.com)Document8 pagesMVCT101 Advanced Mathematics UNIT 1 Capsule 1 Objective Question Notes RGPV MTECH CTM (Notescivil - Blogspot.com)sgupta792No ratings yet
- GD&T TipsDocument2 pagesGD&T TipsNaveen Kumar MadasettyNo ratings yet
- Chaboche Material ModelDocument15 pagesChaboche Material Modelsashka133700% (1)
- Brochure HYDRUS 2.0 BULK ENDocument4 pagesBrochure HYDRUS 2.0 BULK ENธนาชัย เต็งจิรธนาภาNo ratings yet
- Geocentric Tropical Placidus True Node: Event ChartDocument1 pageGeocentric Tropical Placidus True Node: Event ChartLuciano DSNo ratings yet
- Steel Conference: Nascc: TheDocument12 pagesSteel Conference: Nascc: TheJorgeCisnerosGallegosNo ratings yet
- Curriculum Vitae: Claudia - Badulescu@eui - EuDocument8 pagesCurriculum Vitae: Claudia - Badulescu@eui - EuLIBAN ODOWANo ratings yet
- Educ 672 Standards Document Hettipathirana DonathanushiDocument12 pagesEduc 672 Standards Document Hettipathirana Donathanushiapi-350805379No ratings yet
- Shortcrete PDFDocument4 pagesShortcrete PDFhelloNo ratings yet
- Tuba JamilDocument1 pageTuba Jamil3J Solutions BDNo ratings yet
- The Contemporary World ModuleDocument131 pagesThe Contemporary World ModuleJay Vincent AmoloNo ratings yet
- Vedantu's App & Get: DownloadDocument8 pagesVedantu's App & Get: DownloadAman MahatoNo ratings yet
- Week 3 Ila RPL FLT Weekly Home Learning Plan Als PandemicDocument3 pagesWeek 3 Ila RPL FLT Weekly Home Learning Plan Als Pandemicelvis ibera100% (1)
- Biolyte Service Manual 4.2ADocument88 pagesBiolyte Service Manual 4.2AMatrixNo ratings yet
- Algorithm and Validation of Tower of HanoiDocument2 pagesAlgorithm and Validation of Tower of HanoiKyaan MosqNo ratings yet
- Condensing Unit Vertical Discharge 60 HZ R410A: 36KBTU Model Has A Different GrillDocument1 pageCondensing Unit Vertical Discharge 60 HZ R410A: 36KBTU Model Has A Different GrilljuanNo ratings yet
- Question Bank Module-1: Computer Networks 18EC71Document4 pagesQuestion Bank Module-1: Computer Networks 18EC71richa100% (1)
- Requirements For A Maintenance ProgramDocument32 pagesRequirements For A Maintenance ProgramAhmet KerimNo ratings yet
- More Than 5000 Questions Dr. BL Sharma Mathematics PageDocument4 pagesMore Than 5000 Questions Dr. BL Sharma Mathematics Pagerskr_tNo ratings yet
- Ballast Compatibility: T8 2ft LED Linear Lamp: Replaces 2FT T8/12 LampsDocument16 pagesBallast Compatibility: T8 2ft LED Linear Lamp: Replaces 2FT T8/12 LampsRyan DonerNo ratings yet
- Consultants ListDocument16 pagesConsultants Listarun84No ratings yet