
Carbon Steel Forgings For Piping Applications
Carbon Steel Forgings For Piping Applications
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Check List For Argon GasDocument1 pageCheck List For Argon GasAnonymous jefUrqfio0% (1)
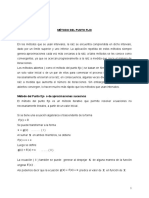
- Métodos Numéricos Método de Punto FijoDocument4 pagesMétodos Numéricos Método de Punto FijocarlvigNo ratings yet
- Ejercicio1 VonNeumannMachineSimulatorDocument4 pagesEjercicio1 VonNeumannMachineSimulatorMarcelo LopezNo ratings yet
- Manual Deshumidificador Tasciugo AriaDry Compact DDS 25Document8 pagesManual Deshumidificador Tasciugo AriaDry Compact DDS 25leimulaNo ratings yet
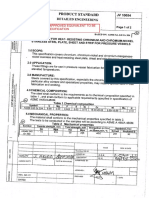
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument5 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- 1.0 Table of ContentDocument2 pages1.0 Table of ContentAnonymous jefUrqfioNo ratings yet
- JV 10001Document7 pagesJV 10001Anonymous jefUrqfioNo ratings yet
- JV 10054 Spec PDFDocument2 pagesJV 10054 Spec PDFAnonymous jefUrqfioNo ratings yet
- Sa564 PDFDocument11 pagesSa564 PDFAnonymous jefUrqfioNo ratings yet
- Sans - 282 - 2004bending PDFDocument27 pagesSans - 282 - 2004bending PDFAnonymous jefUrqfioNo ratings yet
- Audit Report: Veer Steel MillsDocument8 pagesAudit Report: Veer Steel MillsAnonymous jefUrqfio100% (1)
- JV 10054 Spec PDFDocument2 pagesJV 10054 Spec PDFAnonymous jefUrqfioNo ratings yet
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument2 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument2 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- (JV10057) Carbon Steel Pipes For High Temperature Service (STPT370) PDFDocument10 pages(JV10057) Carbon Steel Pipes For High Temperature Service (STPT370) PDFAnonymous jefUrqfioNo ratings yet
- IBRDocument310 pagesIBRAnonymous jefUrqfioNo ratings yet
- 1 Parcial PyeDocument1 page1 Parcial PyeAugusto MirandaNo ratings yet
- AS I (Sensor Bus)Document19 pagesAS I (Sensor Bus)رامي بن روبةNo ratings yet
- 중소기업기술로드맵2022-2024 blockchainDocument363 pages중소기업기술로드맵2022-2024 blockchainTaehyung KimNo ratings yet
- Subestações Elétricas Aula 8seDocument23 pagesSubestações Elétricas Aula 8seJOAO VICTOR MENDES MELONo ratings yet
- Bioinformatica Bioq 2019 CSDocument20 pagesBioinformatica Bioq 2019 CSJonathan B Gutierrez LeyvaNo ratings yet
- Les Relations Logiques Explicites Et ImplicitesDocument3 pagesLes Relations Logiques Explicites Et ImplicitesChirine Bouali100% (1)
- Control AdoresDocument75 pagesControl AdoresLuis OrdoñezNo ratings yet
- C Programming - Notes-1Document40 pagesC Programming - Notes-1Sumit NirmalNo ratings yet
- Medidas EstadisticasDocument42 pagesMedidas Estadisticasjesus_0192No ratings yet
- Informe de Biologia 9Document20 pagesInforme de Biologia 9luis medina “el medis”No ratings yet
- Pa 02 MFDocument16 pagesPa 02 MFGustavo Eliel Gavilan CastilloNo ratings yet
- Cepre I 2023-Sem 1-Ingles-SolucionarioDocument2 pagesCepre I 2023-Sem 1-Ingles-SolucionarioAngel Alejos DorregarayNo ratings yet
- G. Metals and NonmetalsDocument26 pagesG. Metals and NonmetalsKyzer Calix LaguitNo ratings yet
- Activity 2: Mathematical Modeling of Physical SystemsDocument10 pagesActivity 2: Mathematical Modeling of Physical SystemsNico SilorioNo ratings yet
- Describir El Fenómeno Fotoeléctrico-1Document14 pagesDescribir El Fenómeno Fotoeléctrico-1Jorge Luis Gutierrez UviñaNo ratings yet
- Tarea6 CiclosAnidadosDocument2 pagesTarea6 CiclosAnidadosPablo Morales PintoNo ratings yet
- Interés Compuesto .2021-1Document35 pagesInterés Compuesto .2021-1KEYNER MEDRANO JIMENEZNo ratings yet
- Losas MonografiaDocument15 pagesLosas MonografiaAdam Vasquez100% (2)
- MS XP MythsDocument31 pagesMS XP MythsSandip GumtyaNo ratings yet
- BladeSystem ProLiant Firmware Management Best Practices Implementer GuideDocument188 pagesBladeSystem ProLiant Firmware Management Best Practices Implementer Guides536390No ratings yet
- MATRICES TALLER No. 2 PDFDocument41 pagesMATRICES TALLER No. 2 PDFCRISTIANNo ratings yet
- Manual de Usuario de NetbeansDocument5 pagesManual de Usuario de NetbeansSteeven Holguin100% (2)
- Sample Form Inspection ChecklistDocument5 pagesSample Form Inspection Checklistadolf001No ratings yet
- Calderas de RecuperaciónDocument14 pagesCalderas de RecuperaciónRafael StNo ratings yet
- Physics Learning MaterialDocument7 pagesPhysics Learning Materialasdfghjkl0118No ratings yet
- Flexibilitaet in Roboter ApplikationDocument23 pagesFlexibilitaet in Roboter Applikationmfonseca31No ratings yet
- Aashto TP 61 Determining The Percentage of Fracture in Coarse AggregateDocument5 pagesAashto TP 61 Determining The Percentage of Fracture in Coarse AggregateawangNo ratings yet

















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Check List For Argon GasDocument1 pageCheck List For Argon GasAnonymous jefUrqfio0% (1)
- Métodos Numéricos Método de Punto FijoDocument4 pagesMétodos Numéricos Método de Punto FijocarlvigNo ratings yet
- Ejercicio1 VonNeumannMachineSimulatorDocument4 pagesEjercicio1 VonNeumannMachineSimulatorMarcelo LopezNo ratings yet
- Manual Deshumidificador Tasciugo AriaDry Compact DDS 25Document8 pagesManual Deshumidificador Tasciugo AriaDry Compact DDS 25leimulaNo ratings yet
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument5 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- 1.0 Table of ContentDocument2 pages1.0 Table of ContentAnonymous jefUrqfioNo ratings yet
- JV 10001Document7 pagesJV 10001Anonymous jefUrqfioNo ratings yet
- JV 10054 Spec PDFDocument2 pagesJV 10054 Spec PDFAnonymous jefUrqfioNo ratings yet
- Sa564 PDFDocument11 pagesSa564 PDFAnonymous jefUrqfioNo ratings yet
- Sans - 282 - 2004bending PDFDocument27 pagesSans - 282 - 2004bending PDFAnonymous jefUrqfioNo ratings yet
- Audit Report: Veer Steel MillsDocument8 pagesAudit Report: Veer Steel MillsAnonymous jefUrqfio100% (1)
- JV 10054 Spec PDFDocument2 pagesJV 10054 Spec PDFAnonymous jefUrqfioNo ratings yet
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument2 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- For Export Orders Only Approved Equivalent To Be Procured Against This SpecificationDocument2 pagesFor Export Orders Only Approved Equivalent To Be Procured Against This SpecificationAnonymous jefUrqfioNo ratings yet
- (JV10057) Carbon Steel Pipes For High Temperature Service (STPT370) PDFDocument10 pages(JV10057) Carbon Steel Pipes For High Temperature Service (STPT370) PDFAnonymous jefUrqfioNo ratings yet
- IBRDocument310 pagesIBRAnonymous jefUrqfioNo ratings yet
- 1 Parcial PyeDocument1 page1 Parcial PyeAugusto MirandaNo ratings yet
- AS I (Sensor Bus)Document19 pagesAS I (Sensor Bus)رامي بن روبةNo ratings yet
- 중소기업기술로드맵2022-2024 blockchainDocument363 pages중소기업기술로드맵2022-2024 blockchainTaehyung KimNo ratings yet
- Subestações Elétricas Aula 8seDocument23 pagesSubestações Elétricas Aula 8seJOAO VICTOR MENDES MELONo ratings yet
- Bioinformatica Bioq 2019 CSDocument20 pagesBioinformatica Bioq 2019 CSJonathan B Gutierrez LeyvaNo ratings yet
- Les Relations Logiques Explicites Et ImplicitesDocument3 pagesLes Relations Logiques Explicites Et ImplicitesChirine Bouali100% (1)
- Control AdoresDocument75 pagesControl AdoresLuis OrdoñezNo ratings yet
- C Programming - Notes-1Document40 pagesC Programming - Notes-1Sumit NirmalNo ratings yet
- Medidas EstadisticasDocument42 pagesMedidas Estadisticasjesus_0192No ratings yet
- Informe de Biologia 9Document20 pagesInforme de Biologia 9luis medina “el medis”No ratings yet
- Pa 02 MFDocument16 pagesPa 02 MFGustavo Eliel Gavilan CastilloNo ratings yet
- Cepre I 2023-Sem 1-Ingles-SolucionarioDocument2 pagesCepre I 2023-Sem 1-Ingles-SolucionarioAngel Alejos DorregarayNo ratings yet
- G. Metals and NonmetalsDocument26 pagesG. Metals and NonmetalsKyzer Calix LaguitNo ratings yet
- Activity 2: Mathematical Modeling of Physical SystemsDocument10 pagesActivity 2: Mathematical Modeling of Physical SystemsNico SilorioNo ratings yet
- Describir El Fenómeno Fotoeléctrico-1Document14 pagesDescribir El Fenómeno Fotoeléctrico-1Jorge Luis Gutierrez UviñaNo ratings yet
- Tarea6 CiclosAnidadosDocument2 pagesTarea6 CiclosAnidadosPablo Morales PintoNo ratings yet
- Interés Compuesto .2021-1Document35 pagesInterés Compuesto .2021-1KEYNER MEDRANO JIMENEZNo ratings yet
- Losas MonografiaDocument15 pagesLosas MonografiaAdam Vasquez100% (2)
- MS XP MythsDocument31 pagesMS XP MythsSandip GumtyaNo ratings yet
- BladeSystem ProLiant Firmware Management Best Practices Implementer GuideDocument188 pagesBladeSystem ProLiant Firmware Management Best Practices Implementer Guides536390No ratings yet
- MATRICES TALLER No. 2 PDFDocument41 pagesMATRICES TALLER No. 2 PDFCRISTIANNo ratings yet
- Manual de Usuario de NetbeansDocument5 pagesManual de Usuario de NetbeansSteeven Holguin100% (2)
- Sample Form Inspection ChecklistDocument5 pagesSample Form Inspection Checklistadolf001No ratings yet
- Calderas de RecuperaciónDocument14 pagesCalderas de RecuperaciónRafael StNo ratings yet
- Physics Learning MaterialDocument7 pagesPhysics Learning Materialasdfghjkl0118No ratings yet
- Flexibilitaet in Roboter ApplikationDocument23 pagesFlexibilitaet in Roboter Applikationmfonseca31No ratings yet
- Aashto TP 61 Determining The Percentage of Fracture in Coarse AggregateDocument5 pagesAashto TP 61 Determining The Percentage of Fracture in Coarse AggregateawangNo ratings yet