Download as pdf or txt
You might also like
- HERA Connections GuideDocument579 pagesHERA Connections Guideryan_jay55No ratings yet
- Iso 20816 8 2018 en PDFDocument11 pagesIso 20816 8 2018 en PDFEdwin Bermejo75% (4)
- Master Copy of Saad Othman JSADocument11 pagesMaster Copy of Saad Othman JSAM. MagnoNo ratings yet
- Man Riding Checklist: HSE - 7474.0 - Rev 0 - (16-Dec-2020)Document1 pageMan Riding Checklist: HSE - 7474.0 - Rev 0 - (16-Dec-2020)MARIO LEALNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Wire Rope Slings: General InformationDocument16 pagesWire Rope Slings: General Informationegy pureNo ratings yet
- KODK PatentDocument38 pagesKODK PatentCharles GrossNo ratings yet
- Method Statement - PullingDocument9 pagesMethod Statement - PullingjahanzaibNo ratings yet
- Leica TS16 UserManualDocument86 pagesLeica TS16 UserManualeiszNo ratings yet
- Material Handling (Euipmemnt)Document41 pagesMaterial Handling (Euipmemnt)md yasinNo ratings yet
- SpecificationDocument27 pagesSpecificationMaddi vasuNo ratings yet
- AFL CopperweldDocument24 pagesAFL CopperweldkappasrlNo ratings yet
- LineDocument4 pagesLineShaharyar WaliullahNo ratings yet
- Distribution Conductor StringingDocument21 pagesDistribution Conductor Stringingmadhava_srinivasan174No ratings yet
- Corporate Presentation - BEPLDocument38 pagesCorporate Presentation - BEPLRamadugula Rama Subrahmanya VenkateswararaoNo ratings yet
- Cheklist 02Document1 pageCheklist 02Jawad RafiqNo ratings yet
- 5024 - Wire Rope Sling Inspection Form PDFDocument1 page5024 - Wire Rope Sling Inspection Form PDFAgung NugrohoNo ratings yet
- 120 - Khel Mahotsav RegistrationDocument3 pages120 - Khel Mahotsav Registrationsnp88No ratings yet
- Avialite Malaysia Company ProfileDocument22 pagesAvialite Malaysia Company ProfilethangbinhbkNo ratings yet
- Catalog Full Line English WireAndCable PDFDocument16 pagesCatalog Full Line English WireAndCable PDFEngr Abdus Saboor AhmadNo ratings yet
- Method of Installation For Overhead Transmission Line Conductors & OpgwDocument17 pagesMethod of Installation For Overhead Transmission Line Conductors & OpgwInba RajNo ratings yet
- GMSB - Level 3 - SWI - 007 - Electricity and Electrical EquipmentDocument9 pagesGMSB - Level 3 - SWI - 007 - Electricity and Electrical EquipmentZulhaidy Salim100% (1)
- Elec Specifications PDFDocument166 pagesElec Specifications PDFام حورNo ratings yet
- Engineering Manual Agm Rev5Document14 pagesEngineering Manual Agm Rev5Mohammed Jawwad HussainNo ratings yet
- PSK Checklist New Elec E01 - 18 HT CablingDocument1 pagePSK Checklist New Elec E01 - 18 HT CablingBAHARUDIN BURAHNo ratings yet
- Tps OHLDocument88 pagesTps OHLNaseem AhmedNo ratings yet
- Live Testing Method DBsDocument9 pagesLive Testing Method DBsMohamed AshrafNo ratings yet
- FM - Approval Standard 3990Document15 pagesFM - Approval Standard 3990Ruben GutierrezNo ratings yet
- APLO - Crane InspectionDocument37 pagesAPLO - Crane Inspectionmou mouNo ratings yet
- Electrical Inspections, Audit & SafetyDocument125 pagesElectrical Inspections, Audit & SafetyDexrey John QuizanNo ratings yet
- UTA AST-Fall Protection SafetyDocument72 pagesUTA AST-Fall Protection SafetyNyoman SaktiNo ratings yet
- Company Profile Apave GulfDocument36 pagesCompany Profile Apave GulfamitNo ratings yet
- OTC Guide PDFDocument34 pagesOTC Guide PDFswordleee swordNo ratings yet
- UntitledDocument11 pagesUntitledSathwik HebbarNo ratings yet
- Earthing of High Voltage Electrical Apparatus For The Protection of PersonnelDocument56 pagesEarthing of High Voltage Electrical Apparatus For The Protection of PersonnelDavoNo ratings yet
- Ihs Tower Audit Report Mpongwe IHS - CBT - 168M Indoor Bts Shared SiteDocument32 pagesIhs Tower Audit Report Mpongwe IHS - CBT - 168M Indoor Bts Shared SitemanohargudNo ratings yet
- Guidance On Requirement Development: NovemberDocument16 pagesGuidance On Requirement Development: Novembermaximusala83No ratings yet
- Caparo BrochureDocument32 pagesCaparo Brochurecetc qatarNo ratings yet
- zelio solar light price list جملة-1 PDFDocument4 pageszelio solar light price list جملة-1 PDFMohammed EL-bendaryNo ratings yet
- OTS Structured Cabling Installation ChecklistDocument2 pagesOTS Structured Cabling Installation ChecklistJeancarlos Perez0% (1)
- Defy DAW 373 Washing MachineDocument20 pagesDefy DAW 373 Washing MachineGreg MelekeNo ratings yet
- 12 Portable Tools Inspection ChecklistDocument1 page12 Portable Tools Inspection Checklistjohn rajNo ratings yet
- Tower Crane Dismantling Using Derrick JASO 1920Document15 pagesTower Crane Dismantling Using Derrick JASO 1920Srikar ChNo ratings yet
- A Step-By-Step Guide To Formal Visual Inspection of Electrical EquipmentDocument9 pagesA Step-By-Step Guide To Formal Visual Inspection of Electrical EquipmentdeivaNo ratings yet
- Cable TieDocument64 pagesCable TieSanthosh Nerlige Sundar RajNo ratings yet
- Sheath REPAIR - Non MetallicDocument6 pagesSheath REPAIR - Non MetallicM Kumar MarimuthuNo ratings yet
- Wire Rope SlingDocument34 pagesWire Rope SlingliehyogacygnusNo ratings yet
- Hoists Kito CB PDFDocument11 pagesHoists Kito CB PDFVenu GopalNo ratings yet
- Synthetic Webbing SlingsDocument5 pagesSynthetic Webbing Slingssapi_buntekNo ratings yet
- Scaffold Cert Format Rev 04-23.08.2022Document2 pagesScaffold Cert Format Rev 04-23.08.2022sheikh muhammad mubashirNo ratings yet
- Iron SeparatorsDocument23 pagesIron SeparatorsFavorSea Industrial Channel LimitedNo ratings yet
- High Voltage Live Work Procedures Distribution Insulated Stick 2015 05Document144 pagesHigh Voltage Live Work Procedures Distribution Insulated Stick 2015 05Pedro SarmientoNo ratings yet
- List of Wire Rope SlingsDocument1 pageList of Wire Rope SlingskvsagarNo ratings yet
- Crane Checklist Preventing Maintaince and RecorderDocument3 pagesCrane Checklist Preventing Maintaince and RecorderAli AlahmaNo ratings yet
- HDPE Pipe Safety SheetDocument4 pagesHDPE Pipe Safety SheetHemant ChauhanNo ratings yet
- Feeder System Installation Procedure - MOPDocument19 pagesFeeder System Installation Procedure - MOPSandeep singh100% (1)
- Series 380 Impeller Btu SystemDocument14 pagesSeries 380 Impeller Btu SystemJosimar AquijeNo ratings yet
- Gulf o Flex Project ApprovalsDocument5 pagesGulf o Flex Project ApprovalsWRENDONM2012No ratings yet
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument2 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- LV Catalog ENGDocument11 pagesLV Catalog ENGAbd KHEMIRINo ratings yet
- Guide For Installation and Use of C7 Tree WireDocument18 pagesGuide For Installation and Use of C7 Tree Wireoaktree2010No ratings yet
- P For The Installation of Bare Overhead ConductorsDocument11 pagesP For The Installation of Bare Overhead ConductorsFatmir JashariNo ratings yet
- NZS1170.5 Displacement SpectraDocument2 pagesNZS1170.5 Displacement Spectraryan_jay55No ratings yet
- Dulhunty Power LinksDocument13 pagesDulhunty Power Linksryan_jay55No ratings yet
- Guyed Wood Transmission PolesDocument13 pagesGuyed Wood Transmission Polesryan_jay55No ratings yet
- Design of Steel To Concrete JointsDocument290 pagesDesign of Steel To Concrete Jointsryan_jay55100% (2)
- SouthWire ACSRDocument14 pagesSouthWire ACSRryan_jay55No ratings yet
- Stringing Charts - v1Document2 pagesStringing Charts - v1ryan_jay55No ratings yet
- Comp Insulator PDFDocument10 pagesComp Insulator PDFryan_jay55No ratings yet
- Formulas Yield LineDocument34 pagesFormulas Yield Lineryan_jay55No ratings yet
- Health and Safety at Work Act 2015: New Zealand LegislationDocument6 pagesHealth and Safety at Work Act 2015: New Zealand Legislationryan_jay55No ratings yet
- Reidbrace PDSDocument2 pagesReidbrace PDSryan_jay55No ratings yet
- Tree Regs NZDocument27 pagesTree Regs NZryan_jay55No ratings yet
- CM DesignManualDocument24 pagesCM DesignManualryan_jay55No ratings yet
- AFL Aerial Fiber Optic CableDocument64 pagesAFL Aerial Fiber Optic Cableryan_jay55No ratings yet
- Classic Pole Installation InstructionsDocument2 pagesClassic Pole Installation Instructionsryan_jay55No ratings yet
- ... This Complex PlaneDocument7 pages... This Complex Planeryan_jay55No ratings yet
- Coe5310 No 2Document8 pagesCoe5310 No 2ryan_jay55No ratings yet
- Miguel M. Gorobat JR.: June 2006 To Present Advanced Communications & Electronics Systems Co., LTDDocument4 pagesMiguel M. Gorobat JR.: June 2006 To Present Advanced Communications & Electronics Systems Co., LTDryan_jay55No ratings yet
- LFCS Domains Competencies V2.16 PDFDocument7 pagesLFCS Domains Competencies V2.16 PDFKeny Oscar Cortes GonzalezNo ratings yet
- Probability Punnett-Squares-Intermediate Printer FriendlyDocument7 pagesProbability Punnett-Squares-Intermediate Printer FriendlyAfaq AhmadNo ratings yet
- B 4 Qoq Pa PRDG 6 C XPDocument9 pagesB 4 Qoq Pa PRDG 6 C XPdhaval.desai98No ratings yet
- Water,: The Mother of TeaDocument5 pagesWater,: The Mother of TeaViliam RešetkaNo ratings yet
- Distribution of Experiments (RU-23)Document2 pagesDistribution of Experiments (RU-23)alifarafatbiplobyNo ratings yet
- Pneumatic Logic ComponentsDocument17 pagesPneumatic Logic ComponentskammoNo ratings yet
- What Is Flow?: Turbulent Flow Laminar FlowDocument3 pagesWhat Is Flow?: Turbulent Flow Laminar FlowAurelia AlexandraNo ratings yet
- University of Cagayan Valley School of Criminology 23Document4 pagesUniversity of Cagayan Valley School of Criminology 23gaea louNo ratings yet
- The Lava LampDocument5 pagesThe Lava LampMathew DegamoNo ratings yet
- Data Mining-All CorrectDocument2 pagesData Mining-All CorrectAmit Kumar0% (1)
- FRWTMCver413eng PDFDocument168 pagesFRWTMCver413eng PDFdrakula85100% (1)
- Karnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDocument18 pagesKarnaugh Map: Engr. Pablo B. Asi Engr. Leni A. Bulan Engr. Liza R. MaderazoDexter DoteNo ratings yet
- Time Value of Money-PowerpointDocument83 pagesTime Value of Money-Powerpointhaljordan313No ratings yet
- GP - Pro EX Quick Start GuidesDocument21 pagesGP - Pro EX Quick Start GuidesAnonymous V9fdC6No ratings yet
- Circular Building Process Reuse of Insulators From Construction and Demolition Waste To Produce Lime MortarsBuildings PDFDocument25 pagesCircular Building Process Reuse of Insulators From Construction and Demolition Waste To Produce Lime MortarsBuildings PDFGonzalo Fuentes GuimetNo ratings yet
- 02.2 - PMI-RMP Exam Content Outline - FinalDocument5 pages02.2 - PMI-RMP Exam Content Outline - FinalbravevnNo ratings yet
- FL Response Crpe PDFDocument10 pagesFL Response Crpe PDFNational Education Policy CenterNo ratings yet
- Lifting BeamsDocument8 pagesLifting BeamsRenish RegiNo ratings yet
- Ic 2Document52 pagesIc 2ahmad mukhlis anshoriNo ratings yet
- Data Base Management System: 1. Design and Model of Data in DatabaseDocument2 pagesData Base Management System: 1. Design and Model of Data in DatabaseVunnam HarishNo ratings yet
- SS11 Heavy Duty Speed Sensor Drawing 21184200Document1 pageSS11 Heavy Duty Speed Sensor Drawing 21184200Arturo NarvaezNo ratings yet
- Technical Standards and Commentaries For Port and Harbours Faclilities in JapanDocument5 pagesTechnical Standards and Commentaries For Port and Harbours Faclilities in JapandalifyNo ratings yet
- Ce 023 Module 5 and 6Document9 pagesCe 023 Module 5 and 6George YanelaNo ratings yet
- Kinetics of Acidic Potassium PermanganateDocument9 pagesKinetics of Acidic Potassium PermanganateALYESSA EVALOU AUGGASNo ratings yet
- Linde C-Matic AutobonicsDocument6 pagesLinde C-Matic AutobonicsJONHHY NGUYEN DANGNo ratings yet
- FractalOrderOfPrimes PDFDocument24 pagesFractalOrderOfPrimes PDFLeonardo BeSaNo ratings yet
- Embraer Spec E195 web-ENDocument2 pagesEmbraer Spec E195 web-ENIgor MedeirosNo ratings yet
- Final Report Spam Mail Detection 33Document51 pagesFinal Report Spam Mail Detection 33ASWIN MANOJNo ratings yet
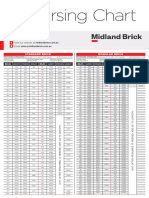
- Midland Brick Coursing ChartDocument2 pagesMidland Brick Coursing ChartMichael Slater100% (1)