Download as xlsx, pdf, or txt
You might also like
- Surface Area of DuctsDocument6 pagesSurface Area of Ductsanwerquadri40% (5)
- Determination of The Coefficient of Viscosity of Water Oscillating Disk MethodDocument9 pagesDetermination of The Coefficient of Viscosity of Water Oscillating Disk MethodChamath JayamindaNo ratings yet
- Max ZS TableDocument1 pageMax ZS TableFlorino Jentea100% (1)
- CPP and CQA of Different Stages of Solid Oral Dosage Forms: Sr. No Unit Operation Process Parameter Quality AttributesDocument2 pagesCPP and CQA of Different Stages of Solid Oral Dosage Forms: Sr. No Unit Operation Process Parameter Quality AttributesAnil Anee100% (3)
- Part No. & Name: Gauge Name:/ Micrometer Date 20.1.18 Characteristics: Outside Diameter Specification: SKSDocument11 pagesPart No. & Name: Gauge Name:/ Micrometer Date 20.1.18 Characteristics: Outside Diameter Specification: SKSPraveen kumarNo ratings yet
- Measure Phase OutputDocument4 pagesMeasure Phase OutputJayabalan JalanathanNo ratings yet
- Peri Slabs and Tables PropsDocument8 pagesPeri Slabs and Tables PropsSu JinNo ratings yet
- Statistical Process Control Study: Data Collection: - d2 A2 D4Document2 pagesStatistical Process Control Study: Data Collection: - d2 A2 D4Dinesh KumarNo ratings yet
- Kanthal ResistancesDocument2 pagesKanthal ResistancesJT MVNo ratings yet
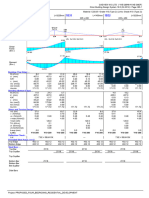
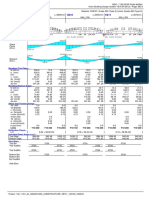
- Beam Design ResultsDocument57 pagesBeam Design Resultsokechukwu1benjaminNo ratings yet
- Lampiran SPSS ShintaDocument22 pagesLampiran SPSS ShintaReggy WijayaNo ratings yet
- Compact Conductor Calculation-1Document4 pagesCompact Conductor Calculation-1Gautama Chandra PradiptaNo ratings yet
- Examen Tio Romis-AlejoDocument1 pageExamen Tio Romis-AlejoAlan GarcíaNo ratings yet
- Orion Design ReportDocument86 pagesOrion Design ReportJiya Titus EmmanuelNo ratings yet
- Dealon STT 0411 Quiz 2Document4 pagesDealon STT 0411 Quiz 2Zech PackNo ratings yet
- Annual Report Qa&I/Tlbu/Mbco: L & T Construction PT & DDocument15 pagesAnnual Report Qa&I/Tlbu/Mbco: L & T Construction PT & DKumara SubramanianNo ratings yet
- UntitledDocument33 pagesUntitledRajiv RanjanNo ratings yet
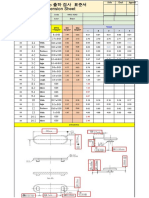
- DM3 KNOB 출하검사 표준서Document4 pagesDM3 KNOB 출하검사 표준서cuong ngoNo ratings yet
- Bernoulli ReportDocument4 pagesBernoulli ReportYash UbalNo ratings yet
- Beam Design ReportDocument57 pagesBeam Design ReportOkechukwu NwaewoNo ratings yet
- ExmpleDocument3 pagesExmpleNegash Girma TolchaNo ratings yet
- Analisis Granulometrico Por Tamizado Contenido de Humedad: GranulometríaDocument10 pagesAnalisis Granulometrico Por Tamizado Contenido de Humedad: GranulometríaAdalidL.GonzalesNo ratings yet
- G R&RDocument12 pagesG R&Rpradeep kumarNo ratings yet
- Estructuras Con Zonas de Rigidez InfinitaDocument59 pagesEstructuras Con Zonas de Rigidez InfinitaFrancisco gonzales gonzalesNo ratings yet
- National Highways Authority of India: DIRECT SHEAR TEST (IS 2720 Part-13: 2009)Document2 pagesNational Highways Authority of India: DIRECT SHEAR TEST (IS 2720 Part-13: 2009)DeepakNo ratings yet
- Frontera IzquierdaDocument1 pageFrontera IzquierdaJesus Emmanuel Cerón CarballoNo ratings yet
- Task 1Document4 pagesTask 1ulageswaran.kishokumarNo ratings yet
- Wind Load Calculation BNBC 2020Document51 pagesWind Load Calculation BNBC 2020SayeedNo ratings yet
- Hydrometer No. Average Temperature (°C) R R' - C +CDocument3 pagesHydrometer No. Average Temperature (°C) R R' - C +CRafiq MirNo ratings yet
- Spc_ENDocument84 pagesSpc_ENtechdirectorNo ratings yet
- Data Penelitian: Grafik X Kuadrat Vs yDocument5 pagesData Penelitian: Grafik X Kuadrat Vs ysaefulNo ratings yet
- Circular Motion: Physics Department Electricity and Magnetism LaboratoryDocument12 pagesCircular Motion: Physics Department Electricity and Magnetism LaboratoryBeatriz IzquierdoNo ratings yet
- Beam Design ResultsDocument57 pagesBeam Design Resultsokechukwu1benjaminNo ratings yet
- Memoria de Calculo Termico PB - Edificio DDocument65 pagesMemoria de Calculo Termico PB - Edificio DAndrés Caballero GutiérrezNo ratings yet
- Bearing Capacity 150 Fe 500 FC 20 Projection Moment (KNM)Document6 pagesBearing Capacity 150 Fe 500 FC 20 Projection Moment (KNM)sudarshanNo ratings yet
- Compacted Conductor Calculation FIX FIXDocument4 pagesCompacted Conductor Calculation FIX FIXGautama Chandra Pradipta100% (1)
- Part No. Part Name Model 11670-67LBO Bracket Comp, Eng LH MTG S.NO. Item Spec TOL Agro 1 2 Method/ InstrumentDocument4 pagesPart No. Part Name Model 11670-67LBO Bracket Comp, Eng LH MTG S.NO. Item Spec TOL Agro 1 2 Method/ InstrumentAshokNo ratings yet
- Beam Design ReportDocument57 pagesBeam Design ReportOkechukwu NwaewoNo ratings yet
- BEAM DESIGN - As Per DTADocument4 pagesBEAM DESIGN - As Per DTAmuhammed sabir v aNo ratings yet
- Molla EnergieDocument3 pagesMolla Energiejack292scottiNo ratings yet
- Hitungan Statistik Arga BaruDocument36 pagesHitungan Statistik Arga BaruDefisa KitriNo ratings yet
- QA TerzaghiDocument15 pagesQA TerzaghiErnesto BencosmeNo ratings yet
- Cantilever Beam ReportDocument5 pagesCantilever Beam ReportJoseph TuzonNo ratings yet
- Xiii Ka/spcDocument31 pagesXiii Ka/spcNaufal ArifNo ratings yet
- Hitungan Azimut MatahariDocument6 pagesHitungan Azimut MatahariFarid Widodo SugiartoNo ratings yet
- Analysis of OT TA Stock DP CPDocument5 pagesAnalysis of OT TA Stock DP CPWRSAOBUDGETNo ratings yet
- X and R Control Chart Data Sheet: Telp.: (0341) - 716851Document4 pagesX and R Control Chart Data Sheet: Telp.: (0341) - 716851Dian SaragihNo ratings yet
- PB04Document2 pagesPB04Jagadesh PNo ratings yet
- Preceso 2018Document5 pagesPreceso 2018Jesus Emmanuel Cerón CarballoNo ratings yet
- Tsumeb Dundee Shearbox Test Data Report - Rev 0 - 30 Oct 23Document3 pagesTsumeb Dundee Shearbox Test Data Report - Rev 0 - 30 Oct 23Rudolf MashileNo ratings yet
- DST Test ReportDocument6 pagesDST Test ReportYogesh NautiyalNo ratings yet
- Hasil Perhitungan Praktikum Tanah 2Document23 pagesHasil Perhitungan Praktikum Tanah 2Dinar AliNo ratings yet
- Control ChartDocument43 pagesControl ChartSRI RAMNo ratings yet
- Pile Capacity As Per IS2911Document2 pagesPile Capacity As Per IS2911Prakash Singh RawalNo ratings yet
- Cycle Drop Test 5/22/2021 5/22/2021 Unit-2 Unit-3Document3 pagesCycle Drop Test 5/22/2021 5/22/2021 Unit-2 Unit-3abhilash gokhaleNo ratings yet
- Waterdrive Layered Fractional Flow Model Report: Input DataDocument13 pagesWaterdrive Layered Fractional Flow Model Report: Input DataCarlita SuntaxiNo ratings yet
- Wetted Wall ColumnDocument8 pagesWetted Wall ColumnSameer NasirNo ratings yet
- BC20723LNH-1 Assay SheetDocument3 pagesBC20723LNH-1 Assay Sheetmedcore.trading20No ratings yet
- Hasil Percobaan HidrometerDocument6 pagesHasil Percobaan HidrometerAkhmad SyarNo ratings yet
- KT KQ J ChartDocument34 pagesKT KQ J ChartNguyễn Hoàng ThànhNo ratings yet
- Lab Report #5 11.32.44 PMDocument3 pagesLab Report #5 11.32.44 PMsparsh singhNo ratings yet
- Gantt Project Planner1Document1 pageGantt Project Planner1sparsh singhNo ratings yet
- CombinepdfDocument2 pagesCombinepdfsparsh singhNo ratings yet
- Milestone 2Document4 pagesMilestone 2sparsh singhNo ratings yet
- RGB LedDocument6 pagesRGB LedEder GómezNo ratings yet
- Parts Catalog Cummins, NTA855-G4 - ESN 41289414 - CPL 3527Document115 pagesParts Catalog Cummins, NTA855-G4 - ESN 41289414 - CPL 3527Ronggo Tulank100% (4)
- Quasi TurbineDocument29 pagesQuasi TurbineArun N MukundanNo ratings yet
- Cosmiano, Ma. Karmela B. 3-Bse B: Performance AssessmentDocument4 pagesCosmiano, Ma. Karmela B. 3-Bse B: Performance AssessmentKarmela CosmianoNo ratings yet
- Conceptual FrameworkDocument20 pagesConceptual FrameworkWZ HakimNo ratings yet
- Rock Sheds-Japanese Design Presentation PDFDocument59 pagesRock Sheds-Japanese Design Presentation PDFagugNo ratings yet
- TherbligDocument23 pagesTherbligimrannila910No ratings yet
- Grade 7 10 Edukasyon Sa PagpapakataoDocument17 pagesGrade 7 10 Edukasyon Sa PagpapakataoMarinel CanicoNo ratings yet
- Lubrication System C27Document4 pagesLubrication System C27insano008No ratings yet
- Post-to-Pre Conversion Ufone COPS/CS/SOP/460/12.0: FranchiseDocument5 pagesPost-to-Pre Conversion Ufone COPS/CS/SOP/460/12.0: FranchiseHaseeb ShahidNo ratings yet
- EdtDocument10 pagesEdtjagruthimsNo ratings yet
- Structural Steel DesignDocument4 pagesStructural Steel DesignMuhammad Zahir ShahNo ratings yet
- Alternative Wall TechnologiesDocument9 pagesAlternative Wall TechnologiesSACHIDANANDA SNo ratings yet
- Sample Test 2 TleDocument4 pagesSample Test 2 TlePia Margaret AmparoNo ratings yet
- PAKEDMON Pendahuluan Telematika 2019 PDFDocument13 pagesPAKEDMON Pendahuluan Telematika 2019 PDFkhashina afiffNo ratings yet
- Getting The Most Out of RootsMagic-7-BookDocument398 pagesGetting The Most Out of RootsMagic-7-Booksuntzu1869No ratings yet
- Assignment 3 11-5-23Document3 pagesAssignment 3 11-5-23Haider khan100% (2)
- Stenton Community TurbineDocument13 pagesStenton Community TurbineEttie SpencerNo ratings yet
- REPORT Compressed Image Processing 45Document23 pagesREPORT Compressed Image Processing 45Mahender YadavNo ratings yet
- 9960 Weather StationDocument1 page9960 Weather StationTony WilliamsNo ratings yet
- The Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiqueDocument8 pagesThe Sargent & Wallace Policy Ineffectiveness Proposition, Lucas CritiquehishamsaukNo ratings yet
- Sample Paper VIII 2023-2024Document455 pagesSample Paper VIII 2023-2024RoxtteNo ratings yet
- UNDP - Germany - Reno Satria DewanggaDocument2 pagesUNDP - Germany - Reno Satria DewanggaReno Satria DewanggaNo ratings yet
- Audio DVD Axv 2 Din ViosDocument80 pagesAudio DVD Axv 2 Din ViosKooganeswaran AarumugamNo ratings yet
- Delayed Ettringite FormationDocument7 pagesDelayed Ettringite Formationvthamarai999543No ratings yet
- Social Learning Theories: Albert Bandura, Julian Rotter, Walter MischelDocument13 pagesSocial Learning Theories: Albert Bandura, Julian Rotter, Walter MischelnickcupoloNo ratings yet
- Ee8701 - High Voltage Engineering Department of Eee 2020-2021Document40 pagesEe8701 - High Voltage Engineering Department of Eee 2020-2021EEE ConferenceNo ratings yet
- Standards and Competency of 5 Years Old ChildrenDocument14 pagesStandards and Competency of 5 Years Old ChildrenFrancis kevin Parre�oNo ratings yet
- Operation Slew A.R.V. and Anti-Cavitation Operation: Section E - HydraulicsDocument20 pagesOperation Slew A.R.V. and Anti-Cavitation Operation: Section E - HydraulicsMarcelo Elói De Amorim SilvaNo ratings yet