Download as pdf or txt
You might also like
- MGT162 Individual AssignmentDocument12 pagesMGT162 Individual AssignmentNURSABRINA WAN HARMADI100% (4)
- APQP ChecklistDocument18 pagesAPQP ChecklistmichaelbarkovicNo ratings yet
- Cecile Fabre - Whose Body Is It Anyway - Justice and The Integrity of The Person (2006)Document247 pagesCecile Fabre - Whose Body Is It Anyway - Justice and The Integrity of The Person (2006)SergioNo ratings yet
- A Method To Estimate The Jacking Force For Pipe Jacking in Sandy SoilsDocument13 pagesA Method To Estimate The Jacking Force For Pipe Jacking in Sandy SoilsmuhpratitoNo ratings yet
- UTT钻杆螺纹改进提升Document15 pagesUTT钻杆螺纹改进提升Ke XiongNo ratings yet
- Modelling of Thrust Force For Worn DrillDocument13 pagesModelling of Thrust Force For Worn Drilllincoln69No ratings yet
- Study of Tool Geometry On Friction Stir Welding of Aa 6061 and Az61Document7 pagesStudy of Tool Geometry On Friction Stir Welding of Aa 6061 and Az61Osama MohammedNo ratings yet
- Rotary Swaging Forming Process of Tube WorkpiecesDocument6 pagesRotary Swaging Forming Process of Tube WorkpiecesHa Linh PhanNo ratings yet
- Shear Force For SBRDocument14 pagesShear Force For SBRnjava1978No ratings yet
- A Real Math Model To Compute PDC Wear ValuesDocument21 pagesA Real Math Model To Compute PDC Wear ValuesAzri HamimNo ratings yet
- Theoretical Modeling and Experimental VerificationDocument8 pagesTheoretical Modeling and Experimental Verificationrroma_1983No ratings yet
- 2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioDocument16 pages2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioMaher MahmoodNo ratings yet
- An Innovative Approach To Drill A Extended Reach Well Using High Torque ConnectionDocument4 pagesAn Innovative Approach To Drill A Extended Reach Well Using High Torque ConnectionCristian LemosNo ratings yet
- Dobreva 2022 IOP Conf. Ser. Mater. Sci. Eng. 1220 012025Document6 pagesDobreva 2022 IOP Conf. Ser. Mater. Sci. Eng. 1220 012025King PipiNo ratings yet
- Numerical Simulation of The Working Process in The Twin Screw Vacuum PumpDocument11 pagesNumerical Simulation of The Working Process in The Twin Screw Vacuum PumprezaNo ratings yet
- 1 s2.0 S2352854019300336 MainDocument8 pages1 s2.0 S2352854019300336 MainAmlk MartinezNo ratings yet
- Manthan14 35Document3 pagesManthan14 35Famela GadNo ratings yet
- 16-21Document6 pages16-21parag7676No ratings yet
- An Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesDocument13 pagesAn Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesJuan MNo ratings yet
- An Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessDocument15 pagesAn Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessAswini JhaNo ratings yet
- Janak NCITM PDFDocument4 pagesJanak NCITM PDFjanakNo ratings yet
- 1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodDocument9 pages1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodNguyen Hoang DungNo ratings yet
- Research ArticleDocument11 pagesResearch ArticleKe XiongNo ratings yet
- Design and Manufacturing of Pneumatic Pipe Bending MachineDocument5 pagesDesign and Manufacturing of Pneumatic Pipe Bending MachineSriram MuruganNo ratings yet
- Shim 2016Document26 pagesShim 2016arif usmanNo ratings yet
- Mechanism For Material Removal in Ultrasonic Vibration Helical Milling of Ti-6Al-4V AlloyDocument14 pagesMechanism For Material Removal in Ultrasonic Vibration Helical Milling of Ti-6Al-4V AlloyJosé Veríssimo ToledoNo ratings yet
- PagoluSreenivasaRao HariSankarVanka 48 PDFDocument8 pagesPagoluSreenivasaRao HariSankarVanka 48 PDFRavinder ReddyNo ratings yet
- Analysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewDocument14 pagesAnalysis of Friction Disc of Single Plate Clutch by Using Ansys A ReviewIJRASETPublicationsNo ratings yet
- 09JSTVol252Apr2017 JST-0634-2016R1 pg497-506 2Document11 pages09JSTVol252Apr2017 JST-0634-2016R1 pg497-506 2Rajiv RanjanNo ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Jiang 2021 J. Phys. Conf. Ser. 1986 012097Document7 pagesJiang 2021 J. Phys. Conf. Ser. 1986 012097dawit gashuNo ratings yet
- Design Analysis of Barrel CouplingDocument5 pagesDesign Analysis of Barrel CouplingBruno SantosNo ratings yet
- Efficient Tool Path Generation For Five-Axis Machining of A Difficult Machined Centrifugal ImpellerDocument10 pagesEfficient Tool Path Generation For Five-Axis Machining of A Difficult Machined Centrifugal ImpellerinakiNo ratings yet
- Influence of Convergent Section Length and Angle On Performance of Supersonic NozzleDocument7 pagesInfluence of Convergent Section Length and Angle On Performance of Supersonic Nozzledjeffal mohammed amineNo ratings yet
- Shreedhar T-BeamDocument10 pagesShreedhar T-BeamSudip PathakNo ratings yet
- 1 s2.0 S0263224120310940 MainDocument15 pages1 s2.0 S0263224120310940 Mainabcde.xyz1No ratings yet
- Husain 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012087Document7 pagesHusain 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012087PrateekNo ratings yet
- Kinematic Synthesis of Overlay Welding Station of Elbow: Pradip P. Patil, R.S. NeheteDocument8 pagesKinematic Synthesis of Overlay Welding Station of Elbow: Pradip P. Patil, R.S. NeheteNeetesh SoniNo ratings yet
- Accepted Manuscript: Composite StructuresDocument33 pagesAccepted Manuscript: Composite StructuresMamed BouhaNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Structural Analysis and Design of Castellated Beam in Fixed Action PDFDocument6 pagesStructural Analysis and Design of Castellated Beam in Fixed Action PDFjoryNo ratings yet
- Modal AnalysisDocument4 pagesModal AnalysisJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Otekon2018 Imamoglu-ErtuncDocument11 pagesOtekon2018 Imamoglu-ErtuncMade UpNo ratings yet
- Venugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018Document7 pagesVenugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018muthukumaranNo ratings yet
- Paper192046 2050 PDFDocument5 pagesPaper192046 2050 PDFPrateek KesarwaniNo ratings yet
- Optimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkDocument6 pagesOptimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkIJSTENo ratings yet
- JRP090370Document21 pagesJRP090370Osvaldo SalvatoreNo ratings yet
- ICSESD2017 Bankok Journal Paper PDFDocument13 pagesICSESD2017 Bankok Journal Paper PDFWeld TechNo ratings yet
- Simulation and Experimental Research of The Free Bending Process of A Spatial TubeDocument38 pagesSimulation and Experimental Research of The Free Bending Process of A Spatial Tubeعلي مؤيد مطشر صدامNo ratings yet
- Post Tensioned CFRP Tubes For Improved Energy Absorption DOI: 10.36909/jer.12501Document15 pagesPost Tensioned CFRP Tubes For Improved Energy Absorption DOI: 10.36909/jer.12501VenkatNo ratings yet
- A New Single-Sided Blind Riveting Method For Joining Dissimilar MaterialsDocument5 pagesA New Single-Sided Blind Riveting Method For Joining Dissimilar MaterialsharisNo ratings yet
- Fatigue 2Document16 pagesFatigue 2kalirajgurusamyNo ratings yet
- Jing Et Al 2019 A Feasible Study For The Working Mechanism and Parameter Optimization of The AgitatorDocument10 pagesJing Et Al 2019 A Feasible Study For The Working Mechanism and Parameter Optimization of The AgitatormuhammadaljabbarsyahNo ratings yet
- Imp A Review of Tool-Chip Contact Length Models in Machining and Future Direction For ImprovementDocument13 pagesImp A Review of Tool-Chip Contact Length Models in Machining and Future Direction For ImprovementAbid HussainNo ratings yet
- Experimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Document14 pagesExperimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Raghav RaoNo ratings yet
- A New Model For Fine Turning ForcesDocument21 pagesA New Model For Fine Turning ForcesEsmeralda MuñozNo ratings yet
- Analysis and Optimization of Gating System For Commutator End BracketDocument17 pagesAnalysis and Optimization of Gating System For Commutator End BracketManjunath ReddyNo ratings yet
- Engineering Failure Analysis: Zhongjian Pan, Yi ZhangDocument13 pagesEngineering Failure Analysis: Zhongjian Pan, Yi ZhangBima SorayaNo ratings yet
- Erosion RateDocument16 pagesErosion RateRabea asifNo ratings yet
- Finite Element Analysis of Support Designs For Road TankersDocument12 pagesFinite Element Analysis of Support Designs For Road Tankerssanthosh kumarNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- Ijet17 09 03 510Document11 pagesIjet17 09 03 510OM MUNGELWARNo ratings yet
- Research ArticleDocument11 pagesResearch ArticleKe XiongNo ratings yet
- 超级旋转台肩接头手册Document107 pages超级旋转台肩接头手册Ke XiongNo ratings yet
- 双台肩钻杆内螺纹接头纵向开裂原因分析Document4 pages双台肩钻杆内螺纹接头纵向开裂原因分析Ke XiongNo ratings yet
- 旋转台肩连接螺纹轴向载荷分析与计算Document67 pages旋转台肩连接螺纹轴向载荷分析与计算Ke XiongNo ratings yet
- 双台肩钻杆接头纵向裂纹失效分析 赵金凤Document7 pages双台肩钻杆接头纵向裂纹失效分析 赵金凤Ke XiongNo ratings yet
- MasterFinal2016 PDFDocument129 pagesMasterFinal2016 PDFKe XiongNo ratings yet
- Fatigue Resonant Tests On Drill Collar RDocument12 pagesFatigue Resonant Tests On Drill Collar RKe XiongNo ratings yet
- Class 10 Maths Notes Chapter 9 Studyguide360Document9 pagesClass 10 Maths Notes Chapter 9 Studyguide360Subhankar MalikNo ratings yet
- C A PerryDocument17 pagesC A PerryInfanta mary33% (3)
- Brs20304 Final ThesisDocument34 pagesBrs20304 Final ThesisjaiNo ratings yet
- 50 Point PlanDocument54 pages50 Point PlanTime Warner Cable NewsNo ratings yet
- Manpreet Et Al 2010Document12 pagesManpreet Et Al 2010manpreetNo ratings yet
- Bridge Loading in Malaysia Past Present and The FuDocument12 pagesBridge Loading in Malaysia Past Present and The FuOscarKonzultNo ratings yet
- M-DA6-AV - Chapter 79Document7 pagesM-DA6-AV - Chapter 79JimyToasaNo ratings yet
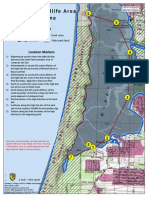
- Morro Bay Wildlife Area Hunt Zone: Map LegendDocument1 pageMorro Bay Wildlife Area Hunt Zone: Map LegendZarahNo ratings yet
- Aaron Kipngeno - 1061200425-Trade ProjectDocument21 pagesAaron Kipngeno - 1061200425-Trade ProjectEvansNo ratings yet
- 2 Weak Form 1DDocument9 pages2 Weak Form 1DPavan KotrikeNo ratings yet
- Instructional Assessment of Technology and LivelihDocument10 pagesInstructional Assessment of Technology and LivelihMico BillonesNo ratings yet
- Power Electronics: Eng. Ameen QuranDocument31 pagesPower Electronics: Eng. Ameen QuranFatima AgNo ratings yet
- O M ManualDocument8 pagesO M ManualAmjed HNo ratings yet
- User Manual - CR-6 Max - V1.2 11.25Document24 pagesUser Manual - CR-6 Max - V1.2 11.25peco2002No ratings yet
- Datasheet Pattress Plates 2012Document4 pagesDatasheet Pattress Plates 2012Anil KumarNo ratings yet
- Very Basic GSADocument46 pagesVery Basic GSATim ChongNo ratings yet
- 2250 Hydrostatic Level SensorDocument4 pages2250 Hydrostatic Level SensorcgavernetNo ratings yet
- Code Resource PackDocument38 pagesCode Resource PackSurnainaNo ratings yet
- Assignment On Research and Applied ResearchDocument4 pagesAssignment On Research and Applied ResearchMohsin WaheedNo ratings yet
- Fusion 360 For BeginnersDocument6 pagesFusion 360 For BeginnersVenkateshYadavCivarla100% (1)
- lm723 PDFDocument21 pageslm723 PDFjet_media100% (1)
- 832 2461 1 PBDocument13 pages832 2461 1 PBSuraya NatashaNo ratings yet
- Siti Norzuani - M03 - T5Document4 pagesSiti Norzuani - M03 - T5SITI NORZUANI BINTI BAHARUDDIN MoeNo ratings yet
- Software Testing Interview Questions and AnswersDocument9 pagesSoftware Testing Interview Questions and AnswersNitishNo ratings yet
- Invotech Scroll - YM - YF - RefrigerationDocument31 pagesInvotech Scroll - YM - YF - RefrigerationDiego Elías SuazoNo ratings yet
- ABM Number of MELCsDocument5 pagesABM Number of MELCsRichard LazaroNo ratings yet
- Large Sample TestDocument7 pagesLarge Sample Testrahul khunti100% (1)