Download as pdf or txt
You might also like
- Industrial Training Report For Pharma StudentsDocument73 pagesIndustrial Training Report For Pharma StudentsSagar Patel100% (9)
- Validation Book, PDFDocument216 pagesValidation Book, PDFQA-KKV IndofarmaNo ratings yet
- Usp 1062 Tablet Compression CharacterizationDocument15 pagesUsp 1062 Tablet Compression CharacterizationKenneth Vergil de GuzmanNo ratings yet
- Tablet CompressionDocument63 pagesTablet CompressionIcee SinlapasertNo ratings yet
- 02.tablets (-II-)Document42 pages02.tablets (-II-)Subha ShankareeNo ratings yet
- PelletsDocument57 pagesPelletsHely PatelNo ratings yet
- The Manufacturing Process of Tablets and CapsulesDocument12 pagesThe Manufacturing Process of Tablets and CapsulesNico Hovagimian100% (1)
- Tablet Compression Consolidation and Compaction PhysicsDocument7 pagesTablet Compression Consolidation and Compaction PhysicsYuppie Raj100% (1)
- Tablet CompressionDocument34 pagesTablet Compressionايناس ماجدNo ratings yet
- Single Punch MachineDocument3 pagesSingle Punch MachineMuttu DambalNo ratings yet
- Anaswara Ashok Modern PharmaceuticsDocument76 pagesAnaswara Ashok Modern PharmaceuticsrgofennpvotbcislrkNo ratings yet
- Tablet Compression SingleDocument20 pagesTablet Compression Singleanon_8154817350% (1)
- 1st Lecture Practic - 1600876793 PDFDocument12 pages1st Lecture Practic - 1600876793 PDFYusef AbubakrNo ratings yet
- Ten Things You Need To Consider When Choosing and Installing A Roller Press SystemDocument8 pagesTen Things You Need To Consider When Choosing and Installing A Roller Press SystemMani MaranNo ratings yet
- HistDocument32 pagesHistSakshi LodhiNo ratings yet
- Tablet CompressionDocument63 pagesTablet CompressionThu NgânNo ratings yet
- By Chetana ModiDocument30 pagesBy Chetana ModiGadi Srinath ReddyNo ratings yet
- Skill Development of Tablet PressDocument29 pagesSkill Development of Tablet PressSakshi LodhiNo ratings yet
- Tablet MachineDocument3 pagesTablet MachineAnonymous yBhOAi5UH100% (1)
- Table Compression 20 PrinciplesDocument4 pagesTable Compression 20 PrinciplesVenkatraman Suresh100% (1)
- Physics of Tablet With Compaction and Compression Process For Novel Drug Dosage FormDocument7 pagesPhysics of Tablet With Compaction and Compression Process For Novel Drug Dosage FormSangram KendreNo ratings yet
- History of Tablet CompressionDocument25 pagesHistory of Tablet CompressionSakshi LodhiNo ratings yet
- P3. Spesifikasi AlatDocument5 pagesP3. Spesifikasi AlatAnisya Isro FazariyatiNo ratings yet
- Physics of Tablet Comp ActionDocument25 pagesPhysics of Tablet Comp ActionPraanav DaNo ratings yet
- Roller CompactionDocument14 pagesRoller CompactionAddi Rashe'dNo ratings yet
- Unit Operations in Secondary ManufacturingDocument11 pagesUnit Operations in Secondary ManufacturingJoyce Marian BelonguelNo ratings yet
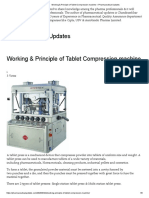
- Working & Principle of Tablet Compression Machine - Pharmaceutical UpdatesDocument8 pagesWorking & Principle of Tablet Compression Machine - Pharmaceutical UpdatesPrayag ThakarNo ratings yet
- Tablets Design and Manufacture Machines PHT 311 Lecture 3Document29 pagesTablets Design and Manufacture Machines PHT 311 Lecture 3Lê Quang DuyNo ratings yet
- Fluid Bed PPT End Ar - pptx1Document20 pagesFluid Bed PPT End Ar - pptx1Yaqeen MutanNo ratings yet
- Tablet CompressionDocument11 pagesTablet CompressiondanielvazquezsandovalNo ratings yet
- Granulation in Tablet Manufacturing 1657552942Document43 pagesGranulation in Tablet Manufacturing 1657552942Roberto AlmodovarNo ratings yet
- Mounika Lab Matertial Mohan Friend - 1Document12 pagesMounika Lab Matertial Mohan Friend - 1Nagiri MuraliNo ratings yet
- Natoli - Tabletability CompactabilityDocument6 pagesNatoli - Tabletability CompactabilityGhost TsushimaNo ratings yet
- MillingDocument26 pagesMillingHussein Al-jmrawiNo ratings yet
- Roller Compactor Basic Principles and Applications in PharmaceuticalsDocument3 pagesRoller Compactor Basic Principles and Applications in PharmaceuticalsTareq TareqNo ratings yet
- PRODUCTION KaushlendraDocument46 pagesPRODUCTION KaushlendraharshNo ratings yet
- Tablet CompressionDocument63 pagesTablet CompressionSrinivas Dharam80% (10)
- Solid State Properties (Powder Properties)Document58 pagesSolid State Properties (Powder Properties)Parul PatelNo ratings yet
- Tableting: Compression & Compaction in Tablets FormationDocument25 pagesTableting: Compression & Compaction in Tablets FormationVon Valentine MhuteNo ratings yet
- Optimum Tablet Press Optimization - Machine Versus GranulationDocument10 pagesOptimum Tablet Press Optimization - Machine Versus GranulationbookulNo ratings yet
- 02 TabletProcessingDocument23 pages02 TabletProcessingIan Sanz SequeraNo ratings yet
- Granulation Instruments PDFDocument51 pagesGranulation Instruments PDFabdul hanan100% (1)
- Tablet Technology StepsDocument9 pagesTablet Technology StepsVikas JhawatNo ratings yet
- Mixing-Powders & Granules: Chapter 6 of Text - PG 168-88Document75 pagesMixing-Powders & Granules: Chapter 6 of Text - PG 168-88Larry JeffNo ratings yet
- Mixing and Homogenisation: Presentedby: Priyatiwari Asst - Professor Facultyofpharmaceuticalsciences, RamauniversitykanpurDocument29 pagesMixing and Homogenisation: Presentedby: Priyatiwari Asst - Professor Facultyofpharmaceuticalsciences, RamauniversitykanpurFeri KaruanaNo ratings yet
- Advance Granulation TechnologyDocument81 pagesAdvance Granulation TechnologysyeedNo ratings yet
- CompoundingDocument33 pagesCompoundingAmey KulkarniNo ratings yet
- Compression ToolingDocument71 pagesCompression Toolingmannuu00No ratings yet
- Powders and GranulesDocument4 pagesPowders and GranulesMXLTR100% (1)
- Manufacturing Process DiagramDocument3 pagesManufacturing Process DiagramCris Diane G. DatingginooNo ratings yet
- Granulation PDFDocument45 pagesGranulation PDFSyah Mie100% (1)
- Granulation Machines Used For Dry Granulation and Wet GranulationDocument18 pagesGranulation Machines Used For Dry Granulation and Wet GranulationShaban Danish100% (1)
- Techno Assignment #02Document7 pagesTechno Assignment #02ikram0% (1)
- Powder Dosage Form Part IIDocument13 pagesPowder Dosage Form Part IIEman AzizNo ratings yet
- Tablet Manufacturing: Industrial Pharmacy 5 Class 1 SemesterDocument23 pagesTablet Manufacturing: Industrial Pharmacy 5 Class 1 SemesterShirzad HasanNo ratings yet
- Wet GranulationDocument3 pagesWet GranulationuddhavNo ratings yet
- Pharma ProductionDocument65 pagesPharma ProductionDinesh SenathipathiNo ratings yet
- Pilot Plant Desigfor Tabletsand CapsulesDocument61 pagesPilot Plant Desigfor Tabletsand Capsulesmnariaz_11No ratings yet
- HAROONDocument7 pagesHAROONZubair AshrafNo ratings yet
- Updates and Challenges of Tablets: IntroductionDocument13 pagesUpdates and Challenges of Tablets: Introductionkieu trinhNo ratings yet
- Ejection Adjuster Position 1 Cam TruckDocument33 pagesEjection Adjuster Position 1 Cam TruckShawn Vaughn Allen SilorioNo ratings yet
- Tablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedDocument36 pagesTablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedAkhilesh Rai100% (2)
- Flow charts of pharmaceutical quality control tests for different dosage formsFrom EverandFlow charts of pharmaceutical quality control tests for different dosage formsNo ratings yet
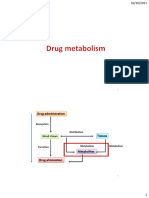
- 5.1 - Drug MetabolismDocument36 pages5.1 - Drug MetabolismAl-Homam SalahNo ratings yet
- Drug Design 1Document15 pagesDrug Design 1Al-Homam SalahNo ratings yet
- 11 - Last LectureDocument42 pages11 - Last LectureAl-Homam SalahNo ratings yet
- Pharmaceutics V 1st LecDocument35 pagesPharmaceutics V 1st LecAl-Homam SalahNo ratings yet
- The Lady or The Tiger Short StoryDocument4 pagesThe Lady or The Tiger Short StoryAl-Homam SalahNo ratings yet
- Complete ReportDocument23 pagesComplete ReportRajeev Kumar100% (1)
- D TabletsDocument19 pagesD TabletsMadhav MadyNo ratings yet
- Pilot Plant Desigfor Tabletsand CapsulesDocument79 pagesPilot Plant Desigfor Tabletsand CapsulesFaiz Mohammad KhanNo ratings yet
- Rajini Final Merged ThesisDocument89 pagesRajini Final Merged ThesispadminiNo ratings yet
- Erva Helthcare Pvt. LTD.: Internship Report Internship atDocument22 pagesErva Helthcare Pvt. LTD.: Internship Report Internship atDhara Patoriya0% (1)
- Internship ReportDocument34 pagesInternship Reportsumit sharmaNo ratings yet
- Report On CompressionDocument23 pagesReport On CompressionKusum Shrestha100% (1)
- Manuf Pacop Pink Green Blue RedDocument46 pagesManuf Pacop Pink Green Blue RedShane KimNo ratings yet
- Pharmaceutical Pilot Scale UpDocument51 pagesPharmaceutical Pilot Scale UpDerejeNo ratings yet
- Problems Causes and Remedies in Tablet Manufacturing: Nadanasabapathi.P., M.Pharm JR - Research.asst Apex Labs, ChennaiDocument28 pagesProblems Causes and Remedies in Tablet Manufacturing: Nadanasabapathi.P., M.Pharm JR - Research.asst Apex Labs, Chennaiabhi8554No ratings yet
- PE Lab ManualDocument88 pagesPE Lab ManualVarun kariyaNo ratings yet
- Table Compression 20 PrinciplesDocument4 pagesTable Compression 20 PrinciplesVenkatraman Suresh100% (1)
- Manufacturing of Tablets-PART-IIDocument12 pagesManufacturing of Tablets-PART-IIbalamuruganNo ratings yet
- A Report ON Industrial Visit To Alkem Laboratories LTD., SikkimDocument18 pagesA Report ON Industrial Visit To Alkem Laboratories LTD., SikkimGowtham krishnaNo ratings yet
- Tablet:Problems in Tablet Manufacturing: From PharmpediaDocument15 pagesTablet:Problems in Tablet Manufacturing: From PharmpediaMuhammad AyubNo ratings yet
- Module 5 Lesson 1 2Document122 pagesModule 5 Lesson 1 2Vilbar ZannyNo ratings yet
- Finishing Line Info SoaptecDocument2 pagesFinishing Line Info SoaptecangleelamNo ratings yet
- Compressed TabletsDocument39 pagesCompressed TabletsAnaliza Kitongan LantayanNo ratings yet
- Ind Pharm 5th SemDocument12 pagesInd Pharm 5th Semsuyash jainNo ratings yet
- Tablet Operations Involved in Tablet Manufacturing - PharmpediaDocument5 pagesTablet Operations Involved in Tablet Manufacturing - PharmpediaravikanthpappuNo ratings yet
- 9,10.pilot Plant & Scale UpDocument30 pages9,10.pilot Plant & Scale Upkbnarkhede100% (1)
- Tablet Technology EditedDocument42 pagesTablet Technology EditedPramod Kc100% (1)
- Adv A Cement in Tablet TechnologyDocument90 pagesAdv A Cement in Tablet TechnologyKaushik KumarNo ratings yet
- Tablets NotesDocument56 pagesTablets NotesLakshmi Kumari100% (1)
- Pilot Plant 1Document104 pagesPilot Plant 1Nirali DongaNo ratings yet
- TabletingDocument58 pagesTabletinggeorgeNo ratings yet
- Compression ToolingDocument71 pagesCompression Toolingmannuu00No ratings yet