
StudPro 2500I Manual - 12 2016
StudPro 2500I Manual - 12 2016
You might also like
- Mark-Bass - Little-Mark III. Service ManualDocument10 pagesMark-Bass - Little-Mark III. Service Manualgermie100% (1)
- RTL9210-VB-CG Demo V203 PDFDocument5 pagesRTL9210-VB-CG Demo V203 PDFCenusa MihaiNo ratings yet
- Sony SL HF-900 Owners ManualDocument53 pagesSony SL HF-900 Owners ManualThomas Christoph100% (1)
- PLC DCS Maintenance Plan and ReliabilityDocument10 pagesPLC DCS Maintenance Plan and ReliabilityEcisgroup100% (2)
- Omicron Basic Protection Course ManualDocument219 pagesOmicron Basic Protection Course ManualAnonymous a0a5pHo100% (1)
- Renewal PartsForm: 201.23-RP2Document72 pagesRenewal PartsForm: 201.23-RP2Juan Manuel Guevara AcevedoNo ratings yet
- Chapter 24 PDFDocument1,442 pagesChapter 24 PDFAmjad SalamNo ratings yet
- Sanyo DVD-650V-MTK Reproductor DVD Manual de Servicio DVD 8100Document23 pagesSanyo DVD-650V-MTK Reproductor DVD Manual de Servicio DVD 8100Luciano CamposNo ratings yet
- Mini-Din Plugs: SpecificationsDocument2 pagesMini-Din Plugs: SpecificationsVentas SA TabNo ratings yet
- 35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualDocument59 pages35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualХелфор УкраинаNo ratings yet
- Ecler Dla600 Dual Line Adaptor Service ManualDocument11 pagesEcler Dla600 Dual Line Adaptor Service ManualDSV InnovationsNo ratings yet
- PM172 ManualDocument82 pagesPM172 ManualLuis Christian Davila CangalayaNo ratings yet
- WA22A3354GVDocument14 pagesWA22A3354GVHolman CastiblancoNo ratings yet
- Cambridge Audio Azur 640c Service ManualDocument34 pagesCambridge Audio Azur 640c Service ManualMartin Szathmári100% (1)
- PalaDocument2 pagesPalaAdrian Röman MayrNo ratings yet
- 100RT-MS Two Stage Clear View: Arts ManualDocument12 pages100RT-MS Two Stage Clear View: Arts ManualRonaldo Alves de MedeirosNo ratings yet
- KS Series: User ManualDocument23 pagesKS Series: User ManualbachstradNo ratings yet
- Wd80j5430aw-Ef EvDocument20 pagesWd80j5430aw-Ef EvPedro Rivera ValenciaNo ratings yet
- Radiator Fan Circuit: 1998 ES 300. Using The EWD Fill in The Blanks in Your Workbook: 1. Verify The SymptomsDocument8 pagesRadiator Fan Circuit: 1998 ES 300. Using The EWD Fill in The Blanks in Your Workbook: 1. Verify The SymptomsLong HàNo ratings yet
- Parts List: 8122.211 MiniDocument12 pagesParts List: 8122.211 MiniJhon AyalaNo ratings yet
- Lab - 0 - Tensile Strength of Mild SteelDocument7 pagesLab - 0 - Tensile Strength of Mild Steelrajeshguptarg7246No ratings yet
- AshaDocument63 pagesAshaAshwani GuptaNo ratings yet
- PM172EH Operating ManualDocument90 pagesPM172EH Operating ManualRanajit GoswamiNo ratings yet
- 1985 Fairchild Discrete Data Book PDFDocument602 pages1985 Fairchild Discrete Data Book PDFalan scapeNo ratings yet
- Ny JLRX1 F LapwingDocument1 pageNy JLRX1 F Lapwinggabriel yair sanchez henandezNo ratings yet
- Single Line Diagram 3: NOT TO ScaleDocument1 pageSingle Line Diagram 3: NOT TO ScaleNathaniel Gutierez MangubatNo ratings yet
- Model Change List REV: 1A 2A 2B 2C 3A 3B 3C 3DDocument3 pagesModel Change List REV: 1A 2A 2B 2C 3A 3B 3C 3Drmartins_239474No ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V12: 2329 Overall 1611 177 138 159 1378 T2 S1Document1 pageAspen Exchanger Design and Rating Shell & Tube V12: 2329 Overall 1611 177 138 159 1378 T2 S1TIPAZONo ratings yet
- A250 Series Explosion Proof Limit Switch Boxes PDFDocument1 pageA250 Series Explosion Proof Limit Switch Boxes PDFMehmet KahyaNo ratings yet
- IgnitionDocument26 pagesIgnitionRyan ActonNo ratings yet
- R Ockpro64 - V2.1: Content IndexingDocument33 pagesR Ockpro64 - V2.1: Content IndexingkalanghoNo ratings yet
- Sanitary FittingsDocument29 pagesSanitary FittingsBudy GedhaBlackNo ratings yet
- Demag MotorDocument4 pagesDemag Motorsumanta_2008dredifmaNo ratings yet
- Group 80 M194EN 09 2015 PDFDocument152 pagesGroup 80 M194EN 09 2015 PDFDavid Solis100% (1)
- RR Rto-16908llDocument36 pagesRR Rto-16908llgestada023No ratings yet
- Mig Manual RX 250 & RX 400Document18 pagesMig Manual RX 250 & RX 400Madhavesh KulkarniNo ratings yet
- .CRB - SCH - Rev - 2 - 0 IntelCorei7 Processor and Intel Corei5 Processor PlatformDocument72 pages.CRB - SCH - Rev - 2 - 0 IntelCorei7 Processor and Intel Corei5 Processor PlatformAlejandro FernandezNo ratings yet
- Service Manual: History Information For The Following ManualDocument44 pagesService Manual: History Information For The Following ManualalexNo ratings yet
- 1978 Fairchild Diode Data BookDocument210 pages1978 Fairchild Diode Data BookJohn EmanuilidisNo ratings yet
- DJ Controller: This Manual Is Applicable To The Following Model (S) and Type (S)Document30 pagesDJ Controller: This Manual Is Applicable To The Following Model (S) and Type (S)Matias Cruzat BurgosNo ratings yet
- Samsung clp500 - Exploded View & Part ListDocument48 pagesSamsung clp500 - Exploded View & Part Listboy_gan_634611785No ratings yet
- Infineon BSC004NE2LS5 DataSheet v02 02 EN-3360681Document13 pagesInfineon BSC004NE2LS5 DataSheet v02 02 EN-3360681Achintya AsthanaNo ratings yet
- STF16N65M5, Sti16n65m5 STP16N65M5, Stu16n65m5, STW16N65M5Document20 pagesSTF16N65M5, Sti16n65m5 STP16N65M5, Stu16n65m5, STW16N65M5ErkanNo ratings yet
- CW & Aux - Boilers Water Analysis Nov 2022Document6 pagesCW & Aux - Boilers Water Analysis Nov 2022bulatovdaniil73No ratings yet
- Tohatsu MFS20D MFS30D SMDocument413 pagesTohatsu MFS20D MFS30D SMpowerserviceNo ratings yet
- SAW D ManualDocument16 pagesSAW D ManualjlmansillaNo ratings yet
- Catalogo EV Agua M&MDocument56 pagesCatalogo EV Agua M&Mmemosurf3775No ratings yet
- Kunkle Relief ValveDocument4 pagesKunkle Relief ValveJonathanHarker DPZNo ratings yet
- Wd11m4473px-Az EvDocument19 pagesWd11m4473px-Az EvMarcio da Silva VendittiNo ratings yet
- 3.主板电路图 715G9523MDocument29 pages3.主板电路图 715G9523MWang VilinNo ratings yet
- Power Supply DVP-PS01Document2 pagesPower Supply DVP-PS01Rodrigo PerezNo ratings yet
- Service Manual: Issue Date: 30 November 2004Document29 pagesService Manual: Issue Date: 30 November 2004CapitanSalamiNo ratings yet
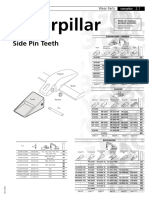
- 01 DRP Cat Side Pin TeethDocument12 pages01 DRP Cat Side Pin TeethNicoleta CosteaNo ratings yet
- EKHBH-XE008BA3V3 - 6kW - 4PWEN56301-1 - Installation Manuals - EnglishDocument40 pagesEKHBH-XE008BA3V3 - 6kW - 4PWEN56301-1 - Installation Manuals - EnglishJacek NawrotNo ratings yet
- Shengke Catalogue - Automotive Tools 2023-2024 汽保样本Document97 pagesShengke Catalogue - Automotive Tools 2023-2024 汽保样本lilymighty8No ratings yet
- TBmagManual - 10 17 2013Document60 pagesTBmagManual - 10 17 2013AhunahonNo ratings yet
- Hydronex Specification D-Series DVIP Zone Valve PanelDocument2 pagesHydronex Specification D-Series DVIP Zone Valve Panele-ComfortUSANo ratings yet
- Cable GlandDocument2 pagesCable GlandFoe AungNo ratings yet
- QY8-31BA-000: Revision 0Document19 pagesQY8-31BA-000: Revision 0Nebi aktaşNo ratings yet
- Parts and Diagrams: HCD-GX470/GX570Document25 pagesParts and Diagrams: HCD-GX470/GX570AlfredoNo ratings yet
- Induction CookerDocument1 pageInduction Cookerrajaamaa100% (1)
- 3aejp J22122rack 2100Document1 page3aejp J22122rack 2100Miguel RodriguezNo ratings yet
- Understanding Lightning and Lightning Protection: A Multimedia Teaching GuideFrom EverandUnderstanding Lightning and Lightning Protection: A Multimedia Teaching GuideNo ratings yet
- List of Equipments Ec LabDocument1 pageList of Equipments Ec LabLester GarciaNo ratings yet
- B.Tech. ECE - R23 - Course Structure & II year syllabusDocument29 pagesB.Tech. ECE - R23 - Course Structure & II year syllabusmeenaNo ratings yet
- Power Flex 7000Document25 pagesPower Flex 7000Felipe Rene AucailleNo ratings yet
- TecArc CALIBOX6000i Datasheet PDFDocument1 pageTecArc CALIBOX6000i Datasheet PDFloren wassoufNo ratings yet
- MDFDocument2 pagesMDFsofyan_shahNo ratings yet
- sh3179f Manual MotorDocument265 pagessh3179f Manual MotorRicardoNo ratings yet
- Complete Electrical List For CampDocument12 pagesComplete Electrical List For Campfauzan080No ratings yet
- Advance Information: 480 X 128, Dot Matrix High Power OLED/PLED Segment/Common Driver With ControllerDocument60 pagesAdvance Information: 480 X 128, Dot Matrix High Power OLED/PLED Segment/Common Driver With ControllermengiejuNo ratings yet
- Qualification of Cables To Ieee StandardsDocument5 pagesQualification of Cables To Ieee StandardskrivitskiNo ratings yet
- r2600 MaintenanceDocument514 pagesr2600 MaintenanceAjedrecista de Jehova BNo ratings yet
- Protection Engineering and Research Laboratories: Session VII: Busbar ProtectionDocument50 pagesProtection Engineering and Research Laboratories: Session VII: Busbar Protectionmahesh100% (1)
- L&T Switchboards Tested For ASTA Certification (Jan - Mar 03)Document4 pagesL&T Switchboards Tested For ASTA Certification (Jan - Mar 03)santhoshNo ratings yet
- Kalibrasi Pembacaan Sensor Mq-2Document4 pagesKalibrasi Pembacaan Sensor Mq-2Apriyan HerRyNo ratings yet
- 27011054-Wall Mount Antenna Datasheet (HADA-07091827-N-586-O) Datasheet PDFDocument1 page27011054-Wall Mount Antenna Datasheet (HADA-07091827-N-586-O) Datasheet PDFСергей МирошниченкоNo ratings yet
- HF Info HistoryofFrequencyHoppingDocument15 pagesHF Info HistoryofFrequencyHoppingBillyNo ratings yet
- Service Manual: Compact Disc ReceiverDocument44 pagesService Manual: Compact Disc ReceiverJosma IseaNo ratings yet
- Aim:-Led Interfacing With Arduino Uno: Experiment:-1Document37 pagesAim:-Led Interfacing With Arduino Uno: Experiment:-1Nikhil MaheswariNo ratings yet
- Tesla VedicPhilosophyDocument12 pagesTesla VedicPhilosophyaryasunuNo ratings yet
- Notes On Semiconductor ElectronicsDocument11 pagesNotes On Semiconductor Electronicsmarudev nathawatNo ratings yet
- Lecture 5 - Climper and Clamper CircuitDocument22 pagesLecture 5 - Climper and Clamper CircuitArifah HamidunNo ratings yet
- Samyung Bnwas ManualDocument64 pagesSamyung Bnwas ManualTaufiq Omar Hasan100% (1)
- JBOT - An Easy QRP Linear AmplifierDocument3 pagesJBOT - An Easy QRP Linear AmplifierDefaultAnomoly100% (1)
- Incomer Feeder Schematic Diagram For 11Kv Unit Switch Board #1BA,#1BB,#2BA & #2BBDocument17 pagesIncomer Feeder Schematic Diagram For 11Kv Unit Switch Board #1BA,#1BB,#2BA & #2BBO P Sridharan PerumalNo ratings yet
- Proposed Laboratory Tool Kit For CPE107LDocument3 pagesProposed Laboratory Tool Kit For CPE107LArete JinseiNo ratings yet
- Omega 20203 PDFDocument1 pageOmega 20203 PDFKetanNo ratings yet
- Physics Formula ListDocument2 pagesPhysics Formula ListMomeena Nouman100% (1)






















































































Download as pdf or txt
You might also like
- Mark-Bass - Little-Mark III. Service ManualDocument10 pagesMark-Bass - Little-Mark III. Service Manualgermie100% (1)
- RTL9210-VB-CG Demo V203 PDFDocument5 pagesRTL9210-VB-CG Demo V203 PDFCenusa MihaiNo ratings yet
- Sony SL HF-900 Owners ManualDocument53 pagesSony SL HF-900 Owners ManualThomas Christoph100% (1)
- PLC DCS Maintenance Plan and ReliabilityDocument10 pagesPLC DCS Maintenance Plan and ReliabilityEcisgroup100% (2)
- Omicron Basic Protection Course ManualDocument219 pagesOmicron Basic Protection Course ManualAnonymous a0a5pHo100% (1)
- Renewal PartsForm: 201.23-RP2Document72 pagesRenewal PartsForm: 201.23-RP2Juan Manuel Guevara AcevedoNo ratings yet
- Chapter 24 PDFDocument1,442 pagesChapter 24 PDFAmjad SalamNo ratings yet
- Sanyo DVD-650V-MTK Reproductor DVD Manual de Servicio DVD 8100Document23 pagesSanyo DVD-650V-MTK Reproductor DVD Manual de Servicio DVD 8100Luciano CamposNo ratings yet
- Mini-Din Plugs: SpecificationsDocument2 pagesMini-Din Plugs: SpecificationsVentas SA TabNo ratings yet
- 35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualDocument59 pages35D MD Dual Mast 2 Stage Full Free Lift: Arts ManualХелфор УкраинаNo ratings yet
- Ecler Dla600 Dual Line Adaptor Service ManualDocument11 pagesEcler Dla600 Dual Line Adaptor Service ManualDSV InnovationsNo ratings yet
- PM172 ManualDocument82 pagesPM172 ManualLuis Christian Davila CangalayaNo ratings yet
- WA22A3354GVDocument14 pagesWA22A3354GVHolman CastiblancoNo ratings yet
- Cambridge Audio Azur 640c Service ManualDocument34 pagesCambridge Audio Azur 640c Service ManualMartin Szathmári100% (1)
- PalaDocument2 pagesPalaAdrian Röman MayrNo ratings yet
- 100RT-MS Two Stage Clear View: Arts ManualDocument12 pages100RT-MS Two Stage Clear View: Arts ManualRonaldo Alves de MedeirosNo ratings yet
- KS Series: User ManualDocument23 pagesKS Series: User ManualbachstradNo ratings yet
- Wd80j5430aw-Ef EvDocument20 pagesWd80j5430aw-Ef EvPedro Rivera ValenciaNo ratings yet
- Radiator Fan Circuit: 1998 ES 300. Using The EWD Fill in The Blanks in Your Workbook: 1. Verify The SymptomsDocument8 pagesRadiator Fan Circuit: 1998 ES 300. Using The EWD Fill in The Blanks in Your Workbook: 1. Verify The SymptomsLong HàNo ratings yet
- Parts List: 8122.211 MiniDocument12 pagesParts List: 8122.211 MiniJhon AyalaNo ratings yet
- Lab - 0 - Tensile Strength of Mild SteelDocument7 pagesLab - 0 - Tensile Strength of Mild Steelrajeshguptarg7246No ratings yet
- AshaDocument63 pagesAshaAshwani GuptaNo ratings yet
- PM172EH Operating ManualDocument90 pagesPM172EH Operating ManualRanajit GoswamiNo ratings yet
- 1985 Fairchild Discrete Data Book PDFDocument602 pages1985 Fairchild Discrete Data Book PDFalan scapeNo ratings yet
- Ny JLRX1 F LapwingDocument1 pageNy JLRX1 F Lapwinggabriel yair sanchez henandezNo ratings yet
- Single Line Diagram 3: NOT TO ScaleDocument1 pageSingle Line Diagram 3: NOT TO ScaleNathaniel Gutierez MangubatNo ratings yet
- Model Change List REV: 1A 2A 2B 2C 3A 3B 3C 3DDocument3 pagesModel Change List REV: 1A 2A 2B 2C 3A 3B 3C 3Drmartins_239474No ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V12: 2329 Overall 1611 177 138 159 1378 T2 S1Document1 pageAspen Exchanger Design and Rating Shell & Tube V12: 2329 Overall 1611 177 138 159 1378 T2 S1TIPAZONo ratings yet
- A250 Series Explosion Proof Limit Switch Boxes PDFDocument1 pageA250 Series Explosion Proof Limit Switch Boxes PDFMehmet KahyaNo ratings yet
- IgnitionDocument26 pagesIgnitionRyan ActonNo ratings yet
- R Ockpro64 - V2.1: Content IndexingDocument33 pagesR Ockpro64 - V2.1: Content IndexingkalanghoNo ratings yet
- Sanitary FittingsDocument29 pagesSanitary FittingsBudy GedhaBlackNo ratings yet
- Demag MotorDocument4 pagesDemag Motorsumanta_2008dredifmaNo ratings yet
- Group 80 M194EN 09 2015 PDFDocument152 pagesGroup 80 M194EN 09 2015 PDFDavid Solis100% (1)
- RR Rto-16908llDocument36 pagesRR Rto-16908llgestada023No ratings yet
- Mig Manual RX 250 & RX 400Document18 pagesMig Manual RX 250 & RX 400Madhavesh KulkarniNo ratings yet
- .CRB - SCH - Rev - 2 - 0 IntelCorei7 Processor and Intel Corei5 Processor PlatformDocument72 pages.CRB - SCH - Rev - 2 - 0 IntelCorei7 Processor and Intel Corei5 Processor PlatformAlejandro FernandezNo ratings yet
- Service Manual: History Information For The Following ManualDocument44 pagesService Manual: History Information For The Following ManualalexNo ratings yet
- 1978 Fairchild Diode Data BookDocument210 pages1978 Fairchild Diode Data BookJohn EmanuilidisNo ratings yet
- DJ Controller: This Manual Is Applicable To The Following Model (S) and Type (S)Document30 pagesDJ Controller: This Manual Is Applicable To The Following Model (S) and Type (S)Matias Cruzat BurgosNo ratings yet
- Samsung clp500 - Exploded View & Part ListDocument48 pagesSamsung clp500 - Exploded View & Part Listboy_gan_634611785No ratings yet
- Infineon BSC004NE2LS5 DataSheet v02 02 EN-3360681Document13 pagesInfineon BSC004NE2LS5 DataSheet v02 02 EN-3360681Achintya AsthanaNo ratings yet
- STF16N65M5, Sti16n65m5 STP16N65M5, Stu16n65m5, STW16N65M5Document20 pagesSTF16N65M5, Sti16n65m5 STP16N65M5, Stu16n65m5, STW16N65M5ErkanNo ratings yet
- CW & Aux - Boilers Water Analysis Nov 2022Document6 pagesCW & Aux - Boilers Water Analysis Nov 2022bulatovdaniil73No ratings yet
- Tohatsu MFS20D MFS30D SMDocument413 pagesTohatsu MFS20D MFS30D SMpowerserviceNo ratings yet
- SAW D ManualDocument16 pagesSAW D ManualjlmansillaNo ratings yet
- Catalogo EV Agua M&MDocument56 pagesCatalogo EV Agua M&Mmemosurf3775No ratings yet
- Kunkle Relief ValveDocument4 pagesKunkle Relief ValveJonathanHarker DPZNo ratings yet
- Wd11m4473px-Az EvDocument19 pagesWd11m4473px-Az EvMarcio da Silva VendittiNo ratings yet
- 3.主板电路图 715G9523MDocument29 pages3.主板电路图 715G9523MWang VilinNo ratings yet
- Power Supply DVP-PS01Document2 pagesPower Supply DVP-PS01Rodrigo PerezNo ratings yet
- Service Manual: Issue Date: 30 November 2004Document29 pagesService Manual: Issue Date: 30 November 2004CapitanSalamiNo ratings yet
- 01 DRP Cat Side Pin TeethDocument12 pages01 DRP Cat Side Pin TeethNicoleta CosteaNo ratings yet
- EKHBH-XE008BA3V3 - 6kW - 4PWEN56301-1 - Installation Manuals - EnglishDocument40 pagesEKHBH-XE008BA3V3 - 6kW - 4PWEN56301-1 - Installation Manuals - EnglishJacek NawrotNo ratings yet
- Shengke Catalogue - Automotive Tools 2023-2024 汽保样本Document97 pagesShengke Catalogue - Automotive Tools 2023-2024 汽保样本lilymighty8No ratings yet
- TBmagManual - 10 17 2013Document60 pagesTBmagManual - 10 17 2013AhunahonNo ratings yet
- Hydronex Specification D-Series DVIP Zone Valve PanelDocument2 pagesHydronex Specification D-Series DVIP Zone Valve Panele-ComfortUSANo ratings yet
- Cable GlandDocument2 pagesCable GlandFoe AungNo ratings yet
- QY8-31BA-000: Revision 0Document19 pagesQY8-31BA-000: Revision 0Nebi aktaşNo ratings yet
- Parts and Diagrams: HCD-GX470/GX570Document25 pagesParts and Diagrams: HCD-GX470/GX570AlfredoNo ratings yet
- Induction CookerDocument1 pageInduction Cookerrajaamaa100% (1)
- 3aejp J22122rack 2100Document1 page3aejp J22122rack 2100Miguel RodriguezNo ratings yet
- Understanding Lightning and Lightning Protection: A Multimedia Teaching GuideFrom EverandUnderstanding Lightning and Lightning Protection: A Multimedia Teaching GuideNo ratings yet
- List of Equipments Ec LabDocument1 pageList of Equipments Ec LabLester GarciaNo ratings yet
- B.Tech. ECE - R23 - Course Structure & II year syllabusDocument29 pagesB.Tech. ECE - R23 - Course Structure & II year syllabusmeenaNo ratings yet
- Power Flex 7000Document25 pagesPower Flex 7000Felipe Rene AucailleNo ratings yet
- TecArc CALIBOX6000i Datasheet PDFDocument1 pageTecArc CALIBOX6000i Datasheet PDFloren wassoufNo ratings yet
- MDFDocument2 pagesMDFsofyan_shahNo ratings yet
- sh3179f Manual MotorDocument265 pagessh3179f Manual MotorRicardoNo ratings yet
- Complete Electrical List For CampDocument12 pagesComplete Electrical List For Campfauzan080No ratings yet
- Advance Information: 480 X 128, Dot Matrix High Power OLED/PLED Segment/Common Driver With ControllerDocument60 pagesAdvance Information: 480 X 128, Dot Matrix High Power OLED/PLED Segment/Common Driver With ControllermengiejuNo ratings yet
- Qualification of Cables To Ieee StandardsDocument5 pagesQualification of Cables To Ieee StandardskrivitskiNo ratings yet
- r2600 MaintenanceDocument514 pagesr2600 MaintenanceAjedrecista de Jehova BNo ratings yet
- Protection Engineering and Research Laboratories: Session VII: Busbar ProtectionDocument50 pagesProtection Engineering and Research Laboratories: Session VII: Busbar Protectionmahesh100% (1)
- L&T Switchboards Tested For ASTA Certification (Jan - Mar 03)Document4 pagesL&T Switchboards Tested For ASTA Certification (Jan - Mar 03)santhoshNo ratings yet
- Kalibrasi Pembacaan Sensor Mq-2Document4 pagesKalibrasi Pembacaan Sensor Mq-2Apriyan HerRyNo ratings yet
- 27011054-Wall Mount Antenna Datasheet (HADA-07091827-N-586-O) Datasheet PDFDocument1 page27011054-Wall Mount Antenna Datasheet (HADA-07091827-N-586-O) Datasheet PDFСергей МирошниченкоNo ratings yet
- HF Info HistoryofFrequencyHoppingDocument15 pagesHF Info HistoryofFrequencyHoppingBillyNo ratings yet
- Service Manual: Compact Disc ReceiverDocument44 pagesService Manual: Compact Disc ReceiverJosma IseaNo ratings yet
- Aim:-Led Interfacing With Arduino Uno: Experiment:-1Document37 pagesAim:-Led Interfacing With Arduino Uno: Experiment:-1Nikhil MaheswariNo ratings yet
- Tesla VedicPhilosophyDocument12 pagesTesla VedicPhilosophyaryasunuNo ratings yet
- Notes On Semiconductor ElectronicsDocument11 pagesNotes On Semiconductor Electronicsmarudev nathawatNo ratings yet
- Lecture 5 - Climper and Clamper CircuitDocument22 pagesLecture 5 - Climper and Clamper CircuitArifah HamidunNo ratings yet
- Samyung Bnwas ManualDocument64 pagesSamyung Bnwas ManualTaufiq Omar Hasan100% (1)
- JBOT - An Easy QRP Linear AmplifierDocument3 pagesJBOT - An Easy QRP Linear AmplifierDefaultAnomoly100% (1)
- Incomer Feeder Schematic Diagram For 11Kv Unit Switch Board #1BA,#1BB,#2BA & #2BBDocument17 pagesIncomer Feeder Schematic Diagram For 11Kv Unit Switch Board #1BA,#1BB,#2BA & #2BBO P Sridharan PerumalNo ratings yet
- Proposed Laboratory Tool Kit For CPE107LDocument3 pagesProposed Laboratory Tool Kit For CPE107LArete JinseiNo ratings yet
- Omega 20203 PDFDocument1 pageOmega 20203 PDFKetanNo ratings yet
- Physics Formula ListDocument2 pagesPhysics Formula ListMomeena Nouman100% (1)