
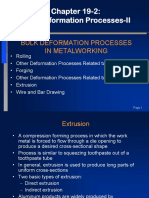
Extrusion Chap 15
Extrusion Chap 15
You might also like
- RSDB Update 20190620Document1 pageRSDB Update 20190620Oana Durst100% (1)
- Implants in Maxillofacial Prosthodontics PDFDocument50 pagesImplants in Maxillofacial Prosthodontics PDFankita50% (2)
- Chapter 15 Extrusion and Drawing of Metals1Document36 pagesChapter 15 Extrusion and Drawing of Metals1LuízaBottiNo ratings yet
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- ExtrusionDocument26 pagesExtrusionArvind BhosaleNo ratings yet
- Lecture 4 Bulk Metal Forming (Extrusion)Document95 pagesLecture 4 Bulk Metal Forming (Extrusion)Anand P DwivediNo ratings yet
- Metal Forming2 2Document37 pagesMetal Forming2 2songpengyuan123No ratings yet
- 4-BMCG 2323 Continous ProcessDocument34 pages4-BMCG 2323 Continous Processhemarubini96No ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Extrusion A Manufacturing ProcessDocument36 pagesExtrusion A Manufacturing Processrsurao24No ratings yet
- Chapter 19-Bulk Deformation Processes IIDocument38 pagesChapter 19-Bulk Deformation Processes IIMuhammad Qasim QureshiNo ratings yet
- Notes-Bulk Deformation Process FORGINGDocument41 pagesNotes-Bulk Deformation Process FORGINGehtisham khanNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- 5 ExtrusionDocument19 pages5 ExtrusionManuel VillanuevaNo ratings yet
- Production Engineering 1 Year Marine: Fall 2007Document26 pagesProduction Engineering 1 Year Marine: Fall 2007Suleman KhanNo ratings yet
- 6.metal Extrusion and Drawing Processes and Equipment ContinuedDocument35 pages6.metal Extrusion and Drawing Processes and Equipment ContinuedGRAHAM KUNDAI DENGEZANo ratings yet
- Metal Forming Lect 6Document35 pagesMetal Forming Lect 6e22mecu0009No ratings yet
- ExtrusionDocument28 pagesExtrusionAkash SavaliyaNo ratings yet
- Bulk Forming Processes Extrusion & DrawingDocument47 pagesBulk Forming Processes Extrusion & DrawingKarthik SubramaniNo ratings yet
- Metal Forming Processes Pt2 - Forging, Extrusion, DrawingDocument24 pagesMetal Forming Processes Pt2 - Forging, Extrusion, Drawingcrye shotNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- 23 - Ch-15 - Part-1Document5 pages23 - Ch-15 - Part-1bebo aburajabNo ratings yet
- ExtrusionDocument81 pagesExtrusionAstha NiharikaNo ratings yet
- Chapter 15Document17 pagesChapter 15Lhekha RaviendranNo ratings yet
- Extrusion and Its ApplicationDocument28 pagesExtrusion and Its ApplicationLakhan GuptaNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Manufacturing Engineering II (ch3)Document93 pagesManufacturing Engineering II (ch3)beila.amu.22No ratings yet
- Is The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High PressureDocument22 pagesIs The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High Pressureወይኩን ፍቃድከNo ratings yet
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- Manufacturing TechnologyDocument6 pagesManufacturing TechnologyKarim HeshamNo ratings yet
- Metal ExtrusionDocument41 pagesMetal ExtrusionRashiqah RazlanNo ratings yet
- Short-Ppt Class Note Extru-Rolling-20Document71 pagesShort-Ppt Class Note Extru-Rolling-20Satyajeet SahooNo ratings yet
- Extrusion Operations: ExperimentDocument9 pagesExtrusion Operations: Experimentzainikamal1975No ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Bulk Deformation AssignmentDocument9 pagesBulk Deformation AssignmentMuhammad FasihNo ratings yet
- 4.3 ExtrusionDocument19 pages4.3 ExtrusionSiddharth RajendranNo ratings yet
- Brief Forging OperationDocument20 pagesBrief Forging OperationShaina Hayat KhanNo ratings yet
- Video Disclaimer: Ume 505: Manufacturing TechnologyDocument20 pagesVideo Disclaimer: Ume 505: Manufacturing Technologykunal gargNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Ch15 Metal Extr DrawingDocument58 pagesCh15 Metal Extr DrawingPeeka Prabhakara RaoNo ratings yet
- L18 ExtrusionDocument20 pagesL18 ExtrusionCrocodileNo ratings yet
- My ForgingDocument20 pagesMy ForgingRam Janm SinghNo ratings yet
- Forfing Lec 7Document18 pagesForfing Lec 7Sherif El-soudyNo ratings yet
- "Influence of Die Angle in Cold Extrusion": A Case Study OnDocument17 pages"Influence of Die Angle in Cold Extrusion": A Case Study OnKarthik B KamathNo ratings yet
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Study Material MW Module 4Document12 pagesStudy Material MW Module 4pradipNo ratings yet
- ExtrusionDocument5 pagesExtrusionklawsis100% (1)
- ch14 Metal Forging PocessDocument39 pagesch14 Metal Forging PocessMaz ThomyNo ratings yet
- Extrusion and Wire Drawing 2020 PDFDocument64 pagesExtrusion and Wire Drawing 2020 PDFChand PatelNo ratings yet
- Extrusion 4Document26 pagesExtrusion 4Pabitro Prosad MondalNo ratings yet
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesSuneth TharakaNo ratings yet
- Metal Forming1 2Document36 pagesMetal Forming1 2songpengyuan123No ratings yet
- Introduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415Document24 pagesIntroduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415VaikunthtendulkarNo ratings yet
- Mechanical Working of Materials: ExtrusionDocument10 pagesMechanical Working of Materials: ExtrusionSahil MaharNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Extrusion and Drawing of MetalsDocument38 pagesExtrusion and Drawing of MetalsAgni DahanaNo ratings yet
- Bulk Deformation ProcessesDocument41 pagesBulk Deformation ProcessesAbdullahNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal Processeshizanorhuda100% (1)
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Chapter IntroductionDocument46 pagesChapter Introductionabd altwierNo ratings yet
- Chapter 13 Lecture - Rolling ProcessDocument66 pagesChapter 13 Lecture - Rolling Processabd altwierNo ratings yet
- Chapter 05 Ferrous MetalsDocument48 pagesChapter 05 Ferrous Metalsabd altwierNo ratings yet
- Chapter 1Document22 pagesChapter 1abd altwierNo ratings yet
- Ch31-Fusion Welding ProcessDocument38 pagesCh31-Fusion Welding Processabd altwierNo ratings yet
- Section 1: Try Your Best! Practice Makes Perfect!Document8 pagesSection 1: Try Your Best! Practice Makes Perfect!Hm Ken06No ratings yet
- Law of Self Defense Consult LetterDocument1 pageLaw of Self Defense Consult LetterLaw of Self DefenseNo ratings yet
- AHU Design ExampleDocument2 pagesAHU Design ExampleShravanNo ratings yet
- Triadine 174Document2 pagesTriadine 174ChandrakantNo ratings yet
- Bearing Component GeneratorDocument2 pagesBearing Component GeneratorAos GidionNo ratings yet
- Crisp and ClearDocument5 pagesCrisp and ClearsandeepNo ratings yet
- Evident Rebuttal To Government ResponseDocument4 pagesEvident Rebuttal To Government ResponseChronicle HeraldNo ratings yet
- Mo HinhDocument3 pagesMo HinhtranduchoaNo ratings yet
- AssignmentDocument4 pagesAssignmentDenzel ChiuseniNo ratings yet
- Library of Middle East History 14. Hugh Roberts Berber Government - The Kabyle Polity in Pre Colonial Algeria 2014 I.B. Tauris PDFDocument352 pagesLibrary of Middle East History 14. Hugh Roberts Berber Government - The Kabyle Polity in Pre Colonial Algeria 2014 I.B. Tauris PDFANGELIUSS82100% (1)
- Faa Form 8070-1Document2 pagesFaa Form 8070-1api-520948779No ratings yet
- Howto Configurethe Authoringand DWHModelsDocument156 pagesHowto Configurethe Authoringand DWHModelsAnand KumarNo ratings yet
- CB Insights - Most Promising StartupsDocument122 pagesCB Insights - Most Promising StartupsRazvan CosmaNo ratings yet
- The Role of Nuclear Power Plants in Indonesia Towards Net Zero Emissions (NZE) in 2060 With A Multi Regions ApproachDocument15 pagesThe Role of Nuclear Power Plants in Indonesia Towards Net Zero Emissions (NZE) in 2060 With A Multi Regions ApproachDicky KhairuddinsyahNo ratings yet
- JL - Langkat 88 Singgahan-Pelem Pare - Kediri - Jawa Timur 64213 Phone: 0354-396 561 Moblie: 0852 3111 1117-0858 8888 1117Document2 pagesJL - Langkat 88 Singgahan-Pelem Pare - Kediri - Jawa Timur 64213 Phone: 0354-396 561 Moblie: 0852 3111 1117-0858 8888 1117Mita KusniasariNo ratings yet
- Solving Problems Involving Sets With The Use of Venn Diagram M7NS-Ib-2Document19 pagesSolving Problems Involving Sets With The Use of Venn Diagram M7NS-Ib-2Ahtide OtiuqNo ratings yet
- Reported SpeechDocument5 pagesReported SpeechAstrid Charoline Deni 2085056No ratings yet
- N2XCY 1 X (1.5-800) MM 0.6/1 KVDocument5 pagesN2XCY 1 X (1.5-800) MM 0.6/1 KVCombox BlackNo ratings yet
- Standard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1Document3 pagesStandard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1HugoStiglicNo ratings yet
- Resolution For Improving Sip1Document2 pagesResolution For Improving Sip1ARGIE DEJECASION100% (2)
- HP Man DP9.00 Device Support Matrix PDFDocument65 pagesHP Man DP9.00 Device Support Matrix PDFHanh TranNo ratings yet
- Chelsio Unified Wire Adapter Product Selection GuideDocument2 pagesChelsio Unified Wire Adapter Product Selection Guidejohndude28No ratings yet
- Last Call For Love Montana Dreams Book 3 Ember Kelly Full ChapterDocument67 pagesLast Call For Love Montana Dreams Book 3 Ember Kelly Full Chaptermary.brinks380100% (9)
- Unit 4Document8 pagesUnit 4lomash2018No ratings yet
- BEP240SNc Tech Support3Document0 pagesBEP240SNc Tech Support3Pam EvansNo ratings yet
- Powder CoatingsDocument30 pagesPowder Coatingsferdlh9No ratings yet
- Manual Vespa P150XDocument153 pagesManual Vespa P150Xtyo13No ratings yet
- TDocument2 pagesTmohammed talibNo ratings yet




























































































Download as pdf or txt
You might also like
- RSDB Update 20190620Document1 pageRSDB Update 20190620Oana Durst100% (1)
- Implants in Maxillofacial Prosthodontics PDFDocument50 pagesImplants in Maxillofacial Prosthodontics PDFankita50% (2)
- Chapter 15 Extrusion and Drawing of Metals1Document36 pagesChapter 15 Extrusion and Drawing of Metals1LuízaBottiNo ratings yet
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- ExtrusionDocument26 pagesExtrusionArvind BhosaleNo ratings yet
- Lecture 4 Bulk Metal Forming (Extrusion)Document95 pagesLecture 4 Bulk Metal Forming (Extrusion)Anand P DwivediNo ratings yet
- Metal Forming2 2Document37 pagesMetal Forming2 2songpengyuan123No ratings yet
- 4-BMCG 2323 Continous ProcessDocument34 pages4-BMCG 2323 Continous Processhemarubini96No ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Extrusion A Manufacturing ProcessDocument36 pagesExtrusion A Manufacturing Processrsurao24No ratings yet
- Chapter 19-Bulk Deformation Processes IIDocument38 pagesChapter 19-Bulk Deformation Processes IIMuhammad Qasim QureshiNo ratings yet
- Notes-Bulk Deformation Process FORGINGDocument41 pagesNotes-Bulk Deformation Process FORGINGehtisham khanNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- 5 ExtrusionDocument19 pages5 ExtrusionManuel VillanuevaNo ratings yet
- Production Engineering 1 Year Marine: Fall 2007Document26 pagesProduction Engineering 1 Year Marine: Fall 2007Suleman KhanNo ratings yet
- 6.metal Extrusion and Drawing Processes and Equipment ContinuedDocument35 pages6.metal Extrusion and Drawing Processes and Equipment ContinuedGRAHAM KUNDAI DENGEZANo ratings yet
- Metal Forming Lect 6Document35 pagesMetal Forming Lect 6e22mecu0009No ratings yet
- ExtrusionDocument28 pagesExtrusionAkash SavaliyaNo ratings yet
- Bulk Forming Processes Extrusion & DrawingDocument47 pagesBulk Forming Processes Extrusion & DrawingKarthik SubramaniNo ratings yet
- Metal Forming Processes Pt2 - Forging, Extrusion, DrawingDocument24 pagesMetal Forming Processes Pt2 - Forging, Extrusion, Drawingcrye shotNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- 23 - Ch-15 - Part-1Document5 pages23 - Ch-15 - Part-1bebo aburajabNo ratings yet
- ExtrusionDocument81 pagesExtrusionAstha NiharikaNo ratings yet
- Chapter 15Document17 pagesChapter 15Lhekha RaviendranNo ratings yet
- Extrusion and Its ApplicationDocument28 pagesExtrusion and Its ApplicationLakhan GuptaNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Manufacturing Engineering II (ch3)Document93 pagesManufacturing Engineering II (ch3)beila.amu.22No ratings yet
- Is The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High PressureDocument22 pagesIs The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High Pressureወይኩን ፍቃድከNo ratings yet
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- Manufacturing TechnologyDocument6 pagesManufacturing TechnologyKarim HeshamNo ratings yet
- Metal ExtrusionDocument41 pagesMetal ExtrusionRashiqah RazlanNo ratings yet
- Short-Ppt Class Note Extru-Rolling-20Document71 pagesShort-Ppt Class Note Extru-Rolling-20Satyajeet SahooNo ratings yet
- Extrusion Operations: ExperimentDocument9 pagesExtrusion Operations: Experimentzainikamal1975No ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Bulk Deformation AssignmentDocument9 pagesBulk Deformation AssignmentMuhammad FasihNo ratings yet
- 4.3 ExtrusionDocument19 pages4.3 ExtrusionSiddharth RajendranNo ratings yet
- Brief Forging OperationDocument20 pagesBrief Forging OperationShaina Hayat KhanNo ratings yet
- Video Disclaimer: Ume 505: Manufacturing TechnologyDocument20 pagesVideo Disclaimer: Ume 505: Manufacturing Technologykunal gargNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Ch15 Metal Extr DrawingDocument58 pagesCh15 Metal Extr DrawingPeeka Prabhakara RaoNo ratings yet
- L18 ExtrusionDocument20 pagesL18 ExtrusionCrocodileNo ratings yet
- My ForgingDocument20 pagesMy ForgingRam Janm SinghNo ratings yet
- Forfing Lec 7Document18 pagesForfing Lec 7Sherif El-soudyNo ratings yet
- "Influence of Die Angle in Cold Extrusion": A Case Study OnDocument17 pages"Influence of Die Angle in Cold Extrusion": A Case Study OnKarthik B KamathNo ratings yet
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Study Material MW Module 4Document12 pagesStudy Material MW Module 4pradipNo ratings yet
- ExtrusionDocument5 pagesExtrusionklawsis100% (1)
- ch14 Metal Forging PocessDocument39 pagesch14 Metal Forging PocessMaz ThomyNo ratings yet
- Extrusion and Wire Drawing 2020 PDFDocument64 pagesExtrusion and Wire Drawing 2020 PDFChand PatelNo ratings yet
- Extrusion 4Document26 pagesExtrusion 4Pabitro Prosad MondalNo ratings yet
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesSuneth TharakaNo ratings yet
- Metal Forming1 2Document36 pagesMetal Forming1 2songpengyuan123No ratings yet
- Introduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415Document24 pagesIntroduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415VaikunthtendulkarNo ratings yet
- Mechanical Working of Materials: ExtrusionDocument10 pagesMechanical Working of Materials: ExtrusionSahil MaharNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Extrusion and Drawing of MetalsDocument38 pagesExtrusion and Drawing of MetalsAgni DahanaNo ratings yet
- Bulk Deformation ProcessesDocument41 pagesBulk Deformation ProcessesAbdullahNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal Processeshizanorhuda100% (1)
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Chapter IntroductionDocument46 pagesChapter Introductionabd altwierNo ratings yet
- Chapter 13 Lecture - Rolling ProcessDocument66 pagesChapter 13 Lecture - Rolling Processabd altwierNo ratings yet
- Chapter 05 Ferrous MetalsDocument48 pagesChapter 05 Ferrous Metalsabd altwierNo ratings yet
- Chapter 1Document22 pagesChapter 1abd altwierNo ratings yet
- Ch31-Fusion Welding ProcessDocument38 pagesCh31-Fusion Welding Processabd altwierNo ratings yet
- Section 1: Try Your Best! Practice Makes Perfect!Document8 pagesSection 1: Try Your Best! Practice Makes Perfect!Hm Ken06No ratings yet
- Law of Self Defense Consult LetterDocument1 pageLaw of Self Defense Consult LetterLaw of Self DefenseNo ratings yet
- AHU Design ExampleDocument2 pagesAHU Design ExampleShravanNo ratings yet
- Triadine 174Document2 pagesTriadine 174ChandrakantNo ratings yet
- Bearing Component GeneratorDocument2 pagesBearing Component GeneratorAos GidionNo ratings yet
- Crisp and ClearDocument5 pagesCrisp and ClearsandeepNo ratings yet
- Evident Rebuttal To Government ResponseDocument4 pagesEvident Rebuttal To Government ResponseChronicle HeraldNo ratings yet
- Mo HinhDocument3 pagesMo HinhtranduchoaNo ratings yet
- AssignmentDocument4 pagesAssignmentDenzel ChiuseniNo ratings yet
- Library of Middle East History 14. Hugh Roberts Berber Government - The Kabyle Polity in Pre Colonial Algeria 2014 I.B. Tauris PDFDocument352 pagesLibrary of Middle East History 14. Hugh Roberts Berber Government - The Kabyle Polity in Pre Colonial Algeria 2014 I.B. Tauris PDFANGELIUSS82100% (1)
- Faa Form 8070-1Document2 pagesFaa Form 8070-1api-520948779No ratings yet
- Howto Configurethe Authoringand DWHModelsDocument156 pagesHowto Configurethe Authoringand DWHModelsAnand KumarNo ratings yet
- CB Insights - Most Promising StartupsDocument122 pagesCB Insights - Most Promising StartupsRazvan CosmaNo ratings yet
- The Role of Nuclear Power Plants in Indonesia Towards Net Zero Emissions (NZE) in 2060 With A Multi Regions ApproachDocument15 pagesThe Role of Nuclear Power Plants in Indonesia Towards Net Zero Emissions (NZE) in 2060 With A Multi Regions ApproachDicky KhairuddinsyahNo ratings yet
- JL - Langkat 88 Singgahan-Pelem Pare - Kediri - Jawa Timur 64213 Phone: 0354-396 561 Moblie: 0852 3111 1117-0858 8888 1117Document2 pagesJL - Langkat 88 Singgahan-Pelem Pare - Kediri - Jawa Timur 64213 Phone: 0354-396 561 Moblie: 0852 3111 1117-0858 8888 1117Mita KusniasariNo ratings yet
- Solving Problems Involving Sets With The Use of Venn Diagram M7NS-Ib-2Document19 pagesSolving Problems Involving Sets With The Use of Venn Diagram M7NS-Ib-2Ahtide OtiuqNo ratings yet
- Reported SpeechDocument5 pagesReported SpeechAstrid Charoline Deni 2085056No ratings yet
- N2XCY 1 X (1.5-800) MM 0.6/1 KVDocument5 pagesN2XCY 1 X (1.5-800) MM 0.6/1 KVCombox BlackNo ratings yet
- Standard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1Document3 pagesStandard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1HugoStiglicNo ratings yet
- Resolution For Improving Sip1Document2 pagesResolution For Improving Sip1ARGIE DEJECASION100% (2)
- HP Man DP9.00 Device Support Matrix PDFDocument65 pagesHP Man DP9.00 Device Support Matrix PDFHanh TranNo ratings yet
- Chelsio Unified Wire Adapter Product Selection GuideDocument2 pagesChelsio Unified Wire Adapter Product Selection Guidejohndude28No ratings yet
- Last Call For Love Montana Dreams Book 3 Ember Kelly Full ChapterDocument67 pagesLast Call For Love Montana Dreams Book 3 Ember Kelly Full Chaptermary.brinks380100% (9)
- Unit 4Document8 pagesUnit 4lomash2018No ratings yet
- BEP240SNc Tech Support3Document0 pagesBEP240SNc Tech Support3Pam EvansNo ratings yet
- Powder CoatingsDocument30 pagesPowder Coatingsferdlh9No ratings yet
- Manual Vespa P150XDocument153 pagesManual Vespa P150Xtyo13No ratings yet
- TDocument2 pagesTmohammed talibNo ratings yet