Download as pdf or txt
You might also like
- Join Cardinality Estimation MethodsDocument35 pagesJoin Cardinality Estimation MethodsChinar100% (1)
- Analysis of Variance PPT at BEC DOMSDocument56 pagesAnalysis of Variance PPT at BEC DOMSBabasab Patil (Karrisatte)100% (1)
- Research Methods in Applied SettingsDocument451 pagesResearch Methods in Applied SettingsMark SmithNo ratings yet
- Empowering Women Through Financial Inclusion - A Study of Urban Slum - Shivangi Bhatia, Seema Singh, 2019Document29 pagesEmpowering Women Through Financial Inclusion - A Study of Urban Slum - Shivangi Bhatia, Seema Singh, 2019Sagar Chowdhury100% (1)
- c15 Dynamic Causal EffectsDocument40 pagesc15 Dynamic Causal EffectsArjine TangNo ratings yet
- Edme7 One-Factor TutDocument29 pagesEdme7 One-Factor TutDANIEL-LABJMENo ratings yet
- Chapter 6 StatDocument4 pagesChapter 6 StatFeven FevitaNo ratings yet
- Basic Analysis of Variance and The General Linear Model: Psy 420 Andrew AinsworthDocument40 pagesBasic Analysis of Variance and The General Linear Model: Psy 420 Andrew AinsworthitmmecNo ratings yet
- Chi-Square, F-Tests & Analysis of Variance (Anova)Document37 pagesChi-Square, F-Tests & Analysis of Variance (Anova)MohamedKijazyNo ratings yet
- Simple Linear RegressionDocument54 pagesSimple Linear Regression孫利東No ratings yet
- Introduction To Equalization: Guy Wolf Roy Ron Guy ShwartzDocument50 pagesIntroduction To Equalization: Guy Wolf Roy Ron Guy ShwartzShilpi RaiNo ratings yet
- T-And F-Tests: Testing HypothesesDocument26 pagesT-And F-Tests: Testing HypothesesparneetkaurbediNo ratings yet
- Classical Estimation Classical EstimationDocument14 pagesClassical Estimation Classical Estimationprobability2No ratings yet
- Analysis of VarianceDocument15 pagesAnalysis of VarianceSenelwa AnayaNo ratings yet
- Introduction To Probability and StatisticsDocument49 pagesIntroduction To Probability and Statisticsfarbods0No ratings yet
- Examples For Analysis of Variance & Multiple Regrssion May 2021Document2 pagesExamples For Analysis of Variance & Multiple Regrssion May 2021Mahmoud MohamedNo ratings yet
- Measures of DispersionDocument79 pagesMeasures of DispersionfeminaNo ratings yet
- Discrete Random Variables and Probability DistributionsDocument36 pagesDiscrete Random Variables and Probability DistributionskashishnagpalNo ratings yet
- Stat Slides 5Document30 pagesStat Slides 5Naqeeb Ullah KhanNo ratings yet
- Business Research Methods: Bivariate Analysis: Measures of AssociationsDocument66 pagesBusiness Research Methods: Bivariate Analysis: Measures of Associationsramki66666No ratings yet
- Design and Analysis of Experiments 3Document20 pagesDesign and Analysis of Experiments 3api-3723257No ratings yet
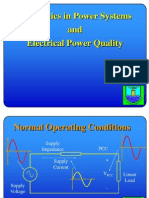
- Harmonics in Power Systems and Electrical Power Quality: Abcdefghij KLDocument57 pagesHarmonics in Power Systems and Electrical Power Quality: Abcdefghij KLFatih GürdalNo ratings yet
- Ch2 Basic StatisticDocument46 pagesCh2 Basic StatisticNget KhitNo ratings yet
- Abid ResearchMethods VadodraDocument71 pagesAbid ResearchMethods VadodraVivek SharmaNo ratings yet
- Introduction To Experimental ErrorsDocument24 pagesIntroduction To Experimental ErrorsDendi ZezimaNo ratings yet
- 2014 Lab 5 (Topic 8)Document11 pages2014 Lab 5 (Topic 8)Anonymous gUySMcpSqNo ratings yet
- 10 - Regression 1Document58 pages10 - Regression 1ruchit2809No ratings yet
- Topic 2Document31 pagesTopic 2haziz_14No ratings yet
- Critical Values For A Steady State IdentifierDocument4 pagesCritical Values For A Steady State IdentifierJuan OlivaresNo ratings yet
- UAH - Fall 2014 - ISE 690 - Helvaci - Final Exam Formula SheetDocument2 pagesUAH - Fall 2014 - ISE 690 - Helvaci - Final Exam Formula SheetAnaan EemusNo ratings yet
- Topic 1 Sinusoids and Phasors - Week 7Document77 pagesTopic 1 Sinusoids and Phasors - Week 7Adnan HazimehNo ratings yet
- Business Statistics (Dispersion)Document17 pagesBusiness Statistics (Dispersion)Khushbu AroraNo ratings yet
- Psy245 Lecture 2 Anova On SPSSDocument98 pagesPsy245 Lecture 2 Anova On SPSSSubayyal Ahmed100% (1)
- ch7 Statistics NotesDocument44 pagesch7 Statistics Notesdukefvr41No ratings yet
- Measurement Techniques - Week 4Document19 pagesMeasurement Techniques - Week 4fhggdhdNo ratings yet
- Two Proportion Z-Tests in SPSS: Top-Right Figure, Below)Document2 pagesTwo Proportion Z-Tests in SPSS: Top-Right Figure, Below)Đồng NguyễnNo ratings yet
- Lecture Discrete and Continuous PDFDocument16 pagesLecture Discrete and Continuous PDFKier SudiacalNo ratings yet
- Lecture 14Document33 pagesLecture 14Pranjal BatraNo ratings yet
- Finals (STS)Document120 pagesFinals (STS)Johnleo AtienzaNo ratings yet
- T V T Ri T DT Di L:) (: KVL Or, State Steady inDocument23 pagesT V T Ri T DT Di L:) (: KVL Or, State Steady inPranjal BatraNo ratings yet
- Chapter 5-1Document18 pagesChapter 5-1Tamer Adel MohamedNo ratings yet
- Topic 2 TT1713Document31 pagesTopic 2 TT1713NURUL SYAFIQAH BINTI NORIHSANNo ratings yet
- Lembar Jawaban UTS V2Document12 pagesLembar Jawaban UTS V2Putri Ayuningtyas KusumawatiNo ratings yet
- Standard Deviation Made EasyDocument8 pagesStandard Deviation Made EasyShe LagundinoNo ratings yet
- Regression Basics: Predicting A DV With A Single IVDocument20 pagesRegression Basics: Predicting A DV With A Single IVAmandeep_Saluj_9509No ratings yet
- Demand Forecasting InformationDocument66 pagesDemand Forecasting InformationAyush AgarwalNo ratings yet
- Hydrostatic Pressure MeasurementDocument7 pagesHydrostatic Pressure Measurementali najatNo ratings yet
- Notes For SpssDocument10 pagesNotes For Spssfooz100% (1)
- Lab4 Orthogonal Contrasts and Multiple ComparisonsDocument14 pagesLab4 Orthogonal Contrasts and Multiple ComparisonsjorbelocoNo ratings yet
- Variance Stabilizing TransformationsDocument7 pagesVariance Stabilizing TransformationsJacob HustonNo ratings yet
- AGR003 Laboratory Stats Tester: For AndroidDocument3 pagesAGR003 Laboratory Stats Tester: For AndroidFrederick CabactulanNo ratings yet
- Chapter 3Document34 pagesChapter 3Tamer Adel MohamedNo ratings yet
- Topics Covered On Last Class:: Alternating CircuitDocument37 pagesTopics Covered On Last Class:: Alternating CircuitFariha ShahrinNo ratings yet
- Probability Distribution DiscreteDocument16 pagesProbability Distribution Discretescropian 9997No ratings yet
- Math ReviewDocument29 pagesMath ReviewSaiful AmriNo ratings yet
- Chapter 4 Randomized Blocks, Latin Squares, and Related DesignsDocument34 pagesChapter 4 Randomized Blocks, Latin Squares, and Related DesignsBalaji GaneshNo ratings yet
- 10r2 20r1 r1+r2 10cm: Parcial Nickole Velasquez AcostaDocument6 pages10r2 20r1 r1+r2 10cm: Parcial Nickole Velasquez AcostaNickole AcostaNo ratings yet
- UE21CS342AA2 - Unit-1 Part - 3Document90 pagesUE21CS342AA2 - Unit-1 Part - 3abhay spamNo ratings yet
- GCSE Maths Revision: Cheeky Revision ShortcutsFrom EverandGCSE Maths Revision: Cheeky Revision ShortcutsRating: 3.5 out of 5 stars3.5/5 (2)
- Quantitative Method-Breviary - SPSS: A problem-oriented reference for market researchersFrom EverandQuantitative Method-Breviary - SPSS: A problem-oriented reference for market researchersNo ratings yet
- Sample Size for Analytical Surveys, Using a Pretest-Posttest-Comparison-Group DesignFrom EverandSample Size for Analytical Surveys, Using a Pretest-Posttest-Comparison-Group DesignNo ratings yet
- Journal InfertilitasDocument7 pagesJournal InfertilitasNanda Safira AlisaNo ratings yet
- Student's T TestDocument7 pagesStudent's T TestLedesma Ray100% (1)
- A Critical Review of Measurement Uncertainty in The Enumeration of Food Micro-Organisms - Pdf-Cdekey - DSLKOK4FQDJRD7OZ2ZGTG6FNJSRZAZ24Document24 pagesA Critical Review of Measurement Uncertainty in The Enumeration of Food Micro-Organisms - Pdf-Cdekey - DSLKOK4FQDJRD7OZ2ZGTG6FNJSRZAZ24Carolina MontoyaNo ratings yet
- Effects of Ego-Involvement Conditions On Attitude Change To High and Low Credibility CommunicatorsDocument6 pagesEffects of Ego-Involvement Conditions On Attitude Change To High and Low Credibility CommunicatorsEhmanNo ratings yet
- SPSSC For Social ScienceDocument353 pagesSPSSC For Social ScienceIsrael Celi ToledoNo ratings yet
- Design and Experimental Evaluation of A Venturi and Venturi Vortex - 2022 - HeliDocument9 pagesDesign and Experimental Evaluation of A Venturi and Venturi Vortex - 2022 - Helipo hongNo ratings yet
- Acceptability and Marketability of Lipote VinegarDocument10 pagesAcceptability and Marketability of Lipote VinegarPsychology and Education: A Multidisciplinary JournalNo ratings yet
- RDLFINALDocument50 pagesRDLFINALJes GarciaNo ratings yet
- QM-Course Handout - MM ZG515Document10 pagesQM-Course Handout - MM ZG515ArunNo ratings yet
- Concise Notes On Research MethodologyDocument30 pagesConcise Notes On Research MethodologyrichaNo ratings yet
- BRM MCQDocument44 pagesBRM MCQzaid50% (2)
- The Impact of Internet On Academic Performance of Comilla University StudentsDocument38 pagesThe Impact of Internet On Academic Performance of Comilla University Studentsshemali akterNo ratings yet
- Measurement: Rakesh Kolhapure, Vasudev Shinde, Vijay KambleDocument7 pagesMeasurement: Rakesh Kolhapure, Vasudev Shinde, Vijay KambleVijay KambleNo ratings yet
- Determination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsDocument34 pagesDetermination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsImran AzizNo ratings yet
- Impact of Emotional Intelligence On Transformational Leadership in Selected Academic Institutions in The Kathmandu, NepalDocument6 pagesImpact of Emotional Intelligence On Transformational Leadership in Selected Academic Institutions in The Kathmandu, NepalIOER International Multidisciplinary Research Journal ( IIMRJ)No ratings yet
- Personal Care Products: A Study On Women Consumer Buying BehaviourDocument9 pagesPersonal Care Products: A Study On Women Consumer Buying BehaviourBhavya RajputNo ratings yet
- Morpho-Agronomic Characteristics, Essential Oil Content and Essential Oil Yield of Oregano (Origanum Vulgare L.) in EthiopiaDocument8 pagesMorpho-Agronomic Characteristics, Essential Oil Content and Essential Oil Yield of Oregano (Origanum Vulgare L.) in EthiopiaAngela DelarmenteNo ratings yet
- Scott KnottDocument26 pagesScott KnottMárcio Sousa RochaNo ratings yet
- ANOVA PresentationDocument12 pagesANOVA PresentationJanine GarciaNo ratings yet
- Retail Store OperationsDocument55 pagesRetail Store OperationsAshutosh BaghelNo ratings yet
- The Impact of Advertising Appeals and Advertising Spokespersons On Advertising Attitudes and Purchase Intentions PDFDocument12 pagesThe Impact of Advertising Appeals and Advertising Spokespersons On Advertising Attitudes and Purchase Intentions PDFShazia AllauddinNo ratings yet
- Prevalence and Pattern of Using Headphones and ItsDocument5 pagesPrevalence and Pattern of Using Headphones and ItsAbi RajanNo ratings yet
- Antibacterial Finishing of Cotton Fabric PDFDocument10 pagesAntibacterial Finishing of Cotton Fabric PDFGirmaye HaileNo ratings yet
- Statistical AnalysisDocument10 pagesStatistical AnalysisZeejnANo ratings yet
- Manual Therapy Versus Therapeutic Exercise in Non-Specific Chronic Neck Pain: A Randomized Controlled TrialDocument10 pagesManual Therapy Versus Therapeutic Exercise in Non-Specific Chronic Neck Pain: A Randomized Controlled TrialMichele MarengoNo ratings yet
- Epom405eecs411 Course SyllabusDocument7 pagesEpom405eecs411 Course SyllabusDavid VarkeyNo ratings yet
- Design For Reliability and Quality: IIT, BombayDocument27 pagesDesign For Reliability and Quality: IIT, Bombaytejap314No ratings yet
- Composites: Part BDocument13 pagesComposites: Part BShahnewaz BhuiyanNo ratings yet