
Professional Documents
Culture Documents
Cold Rolling
Cold Rolling
Uploaded by
Suvro ChakrabortyCopyright:
Available Formats
You might also like
- The Westside Barbell Conjugate MethodDocument16 pagesThe Westside Barbell Conjugate Methodpflucho79% (19)
- Ho'Oponopono Official Certification Program - DR Joe VitaleDocument11 pagesHo'Oponopono Official Certification Program - DR Joe VitaleStela Ahau0% (2)
- Defect Catalogue - Galva .Document45 pagesDefect Catalogue - Galva .Suvro ChakrabortyNo ratings yet
- IS 3400 (Part 9) 2020 - Vulcanized RubberDocument14 pagesIS 3400 (Part 9) 2020 - Vulcanized RubberSuvro ChakrabortyNo ratings yet
- Microsoft Azure, Dynamics 365 and Online Services - IsO 27001, 27018, 27017, 27701 Assessment Report 12.2.2020 PDFDocument34 pagesMicrosoft Azure, Dynamics 365 and Online Services - IsO 27001, 27018, 27017, 27701 Assessment Report 12.2.2020 PDFtamercem100% (1)
- En 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsDocument16 pagesEn 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsSuvro ChakrabortyNo ratings yet
- Deflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportDocument24 pagesDeflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportKaram AlbarodyNo ratings yet
- Techniques of Process Analysis in Extractive MetallurgyDocument9 pagesTechniques of Process Analysis in Extractive MetallurgyArlez HernandezNo ratings yet
- Heap Leaching Gold MiningDocument26 pagesHeap Leaching Gold Miningeduardo LH100% (1)
- PreviewpdfDocument6 pagesPreviewpdfHairun AnwarNo ratings yet
- The Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyDocument33 pagesThe Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyFathia AlkelaeNo ratings yet
- Recuperción de Níquel ECOTECDocument11 pagesRecuperción de Níquel ECOTECJesús RiberaNo ratings yet
- ISRM HM Behaviour in ClayDocument5 pagesISRM HM Behaviour in ClayMaria Romana AlviNo ratings yet
- The Densities and Structures of Melts Cao-"Feo"-Sio 2 in The SystemDocument8 pagesThe Densities and Structures of Melts Cao-"Feo"-Sio 2 in The Systemjagadish mahataNo ratings yet
- Composites: Fibrous, Particulate and FoamedDocument12 pagesComposites: Fibrous, Particulate and Foamedapi-26360100No ratings yet
- Selection and Maintenance of Conveyor Belts For Transportation of Coal in MinesDocument116 pagesSelection and Maintenance of Conveyor Belts For Transportation of Coal in MinesyangNo ratings yet
- Geotech Model of Cut and FillDocument37 pagesGeotech Model of Cut and FillTamrat MekonnenNo ratings yet
- Eholes Ngwall Areas: For AssistingDocument9 pagesEholes Ngwall Areas: For AssistingDanang JoyoeNo ratings yet
- Szekely1976 PDFDocument9 pagesSzekely1976 PDFlrodriguez_892566No ratings yet
- Soil Mechanics Property Characterization and Analysis Procedures-Wroth & HoulsbyDocument55 pagesSoil Mechanics Property Characterization and Analysis Procedures-Wroth & HoulsbyAnonymous GnfGTwNo ratings yet
- Autocad Aca User Guide SpanishDocument554 pagesAutocad Aca User Guide Spanishjol87No ratings yet
- Roller Finishing of Cylindrical Components BY Hans J. Naumann Hegenscheidt Corporation of AmericaDocument19 pagesRoller Finishing of Cylindrical Components BY Hans J. Naumann Hegenscheidt Corporation of AmericagedNo ratings yet
- AdtjadtjDocument788 pagesAdtjadtjyottanodeNo ratings yet
- Solidification ProcessingDocument14 pagesSolidification ProcessingTrupti Ranjan DasNo ratings yet
- Ch17 Part 1Document20 pagesCh17 Part 1Mister MysteriousNo ratings yet
- Bramfitt BL Marder AR Metal Trans 1973 4 2291 PDFDocument11 pagesBramfitt BL Marder AR Metal Trans 1973 4 2291 PDFPablo CollantesNo ratings yet
- Spurr, 1986, Slender Arch RoofDocument11 pagesSpurr, 1986, Slender Arch Roofprisciliano1No ratings yet
- Angle Hole Drilling With Large Blast Hole Drills: So That The Form in Which It Appears Here Is Not NecessarilyDocument7 pagesAngle Hole Drilling With Large Blast Hole Drills: So That The Form in Which It Appears Here Is Not NecessarilyAlexis MaronNo ratings yet
- Peck 1969 - Deep Excavations and Tunneling in Soft GroundDocument66 pagesPeck 1969 - Deep Excavations and Tunneling in Soft Groundsbaia amineNo ratings yet
- He Ruior Iow (S, Too S DT, E: Aihy E Oxid Leolnripps, EDocument11 pagesHe Ruior Iow (S, Too S DT, E: Aihy E Oxid Leolnripps, EReynaldo Marquez Jr.No ratings yet
- 1t Thesis Social Facts and Theory Construction in SociologyDocument102 pages1t Thesis Social Facts and Theory Construction in Sociologyisang bandilaNo ratings yet
- Metal Notes PlumbingDocument8 pagesMetal Notes PlumbingPatrick MachariaNo ratings yet
- Stress-Corrosion Cracking BehaviorDocument7 pagesStress-Corrosion Cracking BehavioroozdemirNo ratings yet
- Abrasive Steel Shots PDF Technical AspectsDocument12 pagesAbrasive Steel Shots PDF Technical AspectsBvel2019No ratings yet
- Review On Metallic BoridesDocument317 pagesReview On Metallic Boridesjeenurj88No ratings yet
- Optimizing Fracture Toughness and Abrasion Resistance in White Cast IronsDocument8 pagesOptimizing Fracture Toughness and Abrasion Resistance in White Cast IronsJavier Enrique Toro YentzenNo ratings yet
- sPE 9467 An in Situ Coal: Ouali Ty Predi CTI Ot'l Teci - Ni QUEDocument9 pagessPE 9467 An in Situ Coal: Ouali Ty Predi CTI Ot'l Teci - Ni QUEpatyrendonNo ratings yet
- Factors InfluencingcompactionofsoilsDocument11 pagesFactors InfluencingcompactionofsoilsviperturkNo ratings yet
- Behaviour of Reinforced Masonry Shear Walls Under Cyclic Loading (1971)Document15 pagesBehaviour of Reinforced Masonry Shear Walls Under Cyclic Loading (1971)Lucas ScartonNo ratings yet
- 4 Shakespeares Use of The SeapdfDocument274 pages4 Shakespeares Use of The SeapdfAlejandra Trejo-PooNo ratings yet
- The Effects of Thermal History and Composition On The Hot Ductility of Low Carbon SteelsDocument9 pagesThe Effects of Thermal History and Composition On The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- Handling Industrial Fatty Acids - Joseph L. TrauthDocument17 pagesHandling Industrial Fatty Acids - Joseph L. TrauthP K MisraNo ratings yet
- Knighton, Otis Calvin - A Manual of Machine Shop Projects For High School StudentsDocument201 pagesKnighton, Otis Calvin - A Manual of Machine Shop Projects For High School StudentsLovren “Lovren” LovrenNo ratings yet
- An Introduction To Differential Geometry by TJ Willmore Oxford at The Clarendon Press 1959 317 Pages 35 ShillingsDocument3 pagesAn Introduction To Differential Geometry by TJ Willmore Oxford at The Clarendon Press 1959 317 Pages 35 ShillingsYaksha AllolaNo ratings yet
- Thermodynamic Study of Ice and Clathrate Hydrates : Chem.Document10 pagesThermodynamic Study of Ice and Clathrate Hydrates : Chem.Shurooq TaibNo ratings yet
- Wang 1974Document5 pagesWang 1974G.L.R StudiosNo ratings yet
- Fundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenDocument1 pageFundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenBladimir Jesús Ccama Cutipa0% (1)
- 10731262Document380 pages10731262narazNo ratings yet
- Shot Peening ManualDocument48 pagesShot Peening ManualdemirilkNo ratings yet
- The Lyricism of Sara TeasdaleDocument324 pagesThe Lyricism of Sara TeasdaleAndrew ColdNo ratings yet
- MaesDocument3 pagesMaesRana DaniyalNo ratings yet
- International Society For Soil Mechanics and Geotechnical EngineeringDocument7 pagesInternational Society For Soil Mechanics and Geotechnical EngineeringGNZLNo ratings yet
- Aiche-1981-030 - Ultrasonic Testing of Catalyst Tube - KubotaDocument35 pagesAiche-1981-030 - Ultrasonic Testing of Catalyst Tube - KubotaAsep WahyuNo ratings yet
- Steam Protection With Small Cable Yarding SystemDocument17 pagesSteam Protection With Small Cable Yarding SystemMissoula Conservation DistrictNo ratings yet
- Field 1978Document4 pagesField 1978OlgalycosNo ratings yet
- Buckling: SandiaDocument19 pagesBuckling: SandiamajorikahnNo ratings yet
- The Genesis of QuantaDocument38 pagesThe Genesis of Quantapriyanshu gangwarNo ratings yet
- b16497600 Sadka PDFDocument355 pagesb16497600 Sadka PDFzakiNo ratings yet
- 15 - 2 - Washington DC - 09-71 - 0150Document8 pages15 - 2 - Washington DC - 09-71 - 0150Matias MancillaNo ratings yet
- Origami Sharing No. 69 Silver Noelle by Kei MoriDocument102 pagesOrigami Sharing No. 69 Silver Noelle by Kei MoriAarön RamírezNo ratings yet
- Robin Milner A Calculus of Communicating Systems 1980Document176 pagesRobin Milner A Calculus of Communicating Systems 1980Gustavo EngenheiroNo ratings yet
- ABM Mohd Amaan SheikhDocument2 pagesABM Mohd Amaan SheikhMohd Amaan SheikhNo ratings yet
- PrudencioDocument182 pagesPrudencioGarcíaMíchelNo ratings yet
- Horvath 1987 - The Acetate Negative Survey Final ReportDocument16 pagesHorvath 1987 - The Acetate Negative Survey Final ReportdamianphNo ratings yet
- Some aspects of the grammar of the Eskimo dialects of Cumberland Peninsula and North Baffin IslandFrom EverandSome aspects of the grammar of the Eskimo dialects of Cumberland Peninsula and North Baffin IslandNo ratings yet
- CST ArcelorDocument20 pagesCST ArcelorSuvro ChakrabortyNo ratings yet
- Magnelis Book ENDocument60 pagesMagnelis Book ENSuvro ChakrabortyNo ratings yet
- Annealing FundamentalsDocument41 pagesAnnealing FundamentalsSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - GeneralDocument31 pagesElectrical Steel Development - GeneralSuvro ChakrabortyNo ratings yet
- ISO-10275-2020 - Strain Hardening CoefficientDocument9 pagesISO-10275-2020 - Strain Hardening CoefficientSuvro Chakraborty0% (1)
- 1-Development of The 550MPa Grade Hot-Dipped GalvanizedDocument6 pages1-Development of The 550MPa Grade Hot-Dipped GalvanizedSuvro ChakrabortyNo ratings yet
- Reducing of Line StopaggesDocument39 pagesReducing of Line StopaggesSuvro ChakrabortyNo ratings yet
- Magnetic Measurements On Electrical Steel Using Epstein Test FrameDocument4 pagesMagnetic Measurements On Electrical Steel Using Epstein Test FrameSuvro ChakrabortyNo ratings yet
- QC Auto DosingDocument37 pagesQC Auto DosingSuvro ChakrabortyNo ratings yet
- Air Knife Coating Galvanizing94 - 1Document9 pagesAir Knife Coating Galvanizing94 - 1Suvro ChakrabortyNo ratings yet
- IS 11999.2007 - R ValueDocument9 pagesIS 11999.2007 - R ValueSuvro ChakrabortyNo ratings yet
- Not For SaleDocument1 pageNot For SaleSuvro ChakrabortyNo ratings yet
- IS 9000 Part 11Document13 pagesIS 9000 Part 11Suvro ChakrabortyNo ratings yet
- Training and Line Visit Details - TKES - July-Aug2021Document52 pagesTraining and Line Visit Details - TKES - July-Aug2021Suvro ChakrabortyNo ratings yet
- IEC 60404-3-2010 - Magnetic Property - Single Sheet TestDocument58 pagesIEC 60404-3-2010 - Magnetic Property - Single Sheet TestSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- ASTM E8 E8M 2021 Tension Testing of Metallic MaterialsDocument30 pagesASTM E8 E8M 2021 Tension Testing of Metallic MaterialsSuvro ChakrabortyNo ratings yet
- Astm B117 - 2018Document12 pagesAstm B117 - 2018Suvro ChakrabortyNo ratings yet
- Quality Presentation-1Document27 pagesQuality Presentation-1Suvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- IS648 2006 Ammend 1 To 4 - CRNODocument28 pagesIS648 2006 Ammend 1 To 4 - CRNOSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevDocument26 pagesElectrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevSuvro ChakrabortyNo ratings yet
- Electrical Steel PaperDocument184 pagesElectrical Steel PaperSuvro ChakrabortyNo ratings yet
- Texture Development in Electrical Steel - PDFDocument41 pagesTexture Development in Electrical Steel - PDFSuvro ChakrabortyNo ratings yet
- EN10131 - Dimensions and FlatnessDocument14 pagesEN10131 - Dimensions and FlatnessSuvro ChakrabortyNo ratings yet
- Effects of Interpass Ageing 2Document5 pagesEffects of Interpass Ageing 2Suvro ChakrabortyNo ratings yet
- En 10142-2000Document25 pagesEn 10142-2000Suvro ChakrabortyNo ratings yet
- CE 324 - Lec 06 Pile Foundations PDFDocument93 pagesCE 324 - Lec 06 Pile Foundations PDFAli BajwaNo ratings yet
- SGA Webinar 21nov2020 - InvitationDocument1 pageSGA Webinar 21nov2020 - InvitationSantoso 9JimmyNo ratings yet
- Model ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast Response General DescriptionDocument4 pagesModel ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast Response General DescriptionJUANA MONSERRATE PARRALES PILAYNo ratings yet
- Research ProposalDocument22 pagesResearch ProposalJacqueline etchi100% (1)
- XC975 EV 英语译文Document2 pagesXC975 EV 英语译文abangNo ratings yet
- Catalog: Clodfelter Bridge and Structures International, IncDocument28 pagesCatalog: Clodfelter Bridge and Structures International, Incjsyun0831No ratings yet
- 529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Document1 page529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Ema Ratna KartinawatiNo ratings yet
- Ashridge Business School, UK: Scientist-PractitionerDocument1 pageAshridge Business School, UK: Scientist-PractitionerSharma ShikhaNo ratings yet
- Sustainable DevelopmentDocument21 pagesSustainable Developmentvishalpersonal539No ratings yet
- Artepillin C As An Outstanding Phenolic Compound of Brazilian Green Propolis For Disease Treatment: A Review On Pharmacological AspectsDocument13 pagesArtepillin C As An Outstanding Phenolic Compound of Brazilian Green Propolis For Disease Treatment: A Review On Pharmacological AspectslyviaNo ratings yet
- Approved Tacs 030120Document566 pagesApproved Tacs 030120SiteTester 1371No ratings yet
- ExamsDocument110 pagesExamsMody XpressNo ratings yet
- Eppendorf Centrifuge 5415D and 5415R DatasheetDocument4 pagesEppendorf Centrifuge 5415D and 5415R DatasheetGeorgyNo ratings yet
- Test Glo-Qc-Tm-0744Document6 pagesTest Glo-Qc-Tm-0744rx bafnaNo ratings yet
- Taxes in PhilippinesDocument2 pagesTaxes in PhilippinesJames iKnowNo ratings yet
- Ada363924 S&aDocument30 pagesAda363924 S&asksabinaNo ratings yet
- Hydrau EXAM-4 - ActualDocument1 pageHydrau EXAM-4 - ActualGeraldNo ratings yet
- Đề kiểm tra Tiếng anh 7 Global Success có key unit 2Document8 pagesĐề kiểm tra Tiếng anh 7 Global Success có key unit 2Võ Việt NamNo ratings yet
- Bucyrus Club Policies, Procedures, FAQsDocument9 pagesBucyrus Club Policies, Procedures, FAQsimandaNo ratings yet
- IDSE Unit 2 E9Document12 pagesIDSE Unit 2 E9Kannan JaganNo ratings yet
- Ilovepdf MergedDocument95 pagesIlovepdf MergedYoussef El bahiNo ratings yet
- SF20 - OKL04 Risk Assessment WeldingDocument2 pagesSF20 - OKL04 Risk Assessment WeldingMike BoyesNo ratings yet
- DBQ EcologyDocument11 pagesDBQ Ecologydafer krishiNo ratings yet
- Bomba Hidráulica FestoDocument8 pagesBomba Hidráulica FestoAlex TamayoNo ratings yet
- Data Privacy OrientationDocument15 pagesData Privacy OrientationNormzz Sapitula100% (1)
- Easy Go System by StorzDocument16 pagesEasy Go System by StorzKaustubh KeskarNo ratings yet
- Quest Circular Motion 1 KeyDocument5 pagesQuest Circular Motion 1 KeyCarlos Ortiz100% (1)



















































































































Cold Rolling
Cold Rolling
Uploaded by
Suvro ChakrabortyOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cold Rolling
Cold Rolling
Uploaded by
Suvro ChakrabortyCopyright:
Available Formats
The 1974 Campbell Memorial Lecture
The American Society for Metals
Contributions to the Theory and
Practice of Cold Rolling
D O N A L D J. M c P H E R S O N
T h e d e v e l o p m e n t of a c o m p r e h e n s i v e c o m p u t e r i z e d m o d e l f o r c o l d r o l l i n g i s d e s c r i b e d .
R o l l i n g f o r c e s , t o r q u e s , f o r w a r d s l i p , t e m p e r a t u r e s of r o l l s a n d s t r i p , t h e r m a l c a m b e r s
of r o l l s , a s w e l l a s s t r i p t h i c k n e s s p r o f i l e a n d f l a t n e s s , a r e p r e d i c t e d . T h e m o d e l i s a p -
p l i c a b l e t o b o t h b a s i c a n d a p p l i e d s t u d i e s of t h e r o l l i n g p r o c e s s . Its p r i m a r y p u r p o s e s
a r e to a i d in o p t i m i z i n g p e r f o r m a n c e of e x i s t i n g m i l l s , in t h e d e s i g n of n e w c o l d m i l l s ,
a n d in d e v i s i n g o p e n - l o o p a n d c l o s e d - l o o p a u t o m a t i c f l a t n e s s - c o n t r o l s y s t e m s .
T H I S is the f o r t y - e i g h t h annual C a m p b e l l M e m o r i a l E d w a r d D e M i l l e C a m p b e l l w i t h a p r o g r e s s r e p o r t in
L e c t u r e c o n v e n e d t o r e m e m b e r a n d h o n o r a m a n of i n - t h e f i e l d of m e t a l l u r g y .
d o m i t a b l e s p i r i t . F o r P r o f e s s o r C a m p b e l l , b l i n d e d in M o s t of t h e 47 p r e v i o u s C a m p b e l l l e c t u r e r s h a v e h a d
a l a b o r a t o r y a c c i d e n t a t t h e a g e of 28, c o n t i n u i n g l i f e a n i n t i m a t e a s s o c i a t i o n w i t h a s p e c i f i c f i e l d of r e s e a r c h ,
w a s u n t h i n k a b l e w i t h o u t t h e c o n t i n u a n c e of p e r s o n a l u s u a l l y of d e c a d e s s t a n d i n g . S o m e d r i f t e d into b r o a d e r
p r o d u c t i v i t y . And p r o d u c e he did, as a t t e s t e d by s c o r e s a c t i v i t y with a little l e s s p e r s o n a l i n v o l v e m e n t at the
of p i o n e e r i n g i n v e s t i g a t i o n s into the c o n s t i t u t i o n and b e n c h o f s c i e n t i f i c i n q u i r y . A s o n e of t h o s e w h o s e d a i l y
h e a t t r e a t m e n t of s t e e l , a n d m o r e i m p o r t a n t l y , b y h u n - w o r k in i n d u s t r i a l c o r p o r a t e m a n a g e m e n t i s s c a r c e l y
d r e d s of s t u d e n t s i n s p i r e d b y h i s e n t h u s i a s t i c e x a m p l e the yarn from which Campbell lectures are woven, I
t o t a k e t h e p a t h s of m e t a l l u r g i c a l p r o d u c t i v i t y . s h a l l r e p o r t to you on t h e p r o g r e s s of a m a j o r p r o g r a m
I a m g r e a t l y h o n o r e d to b e a m o n g t h o s e who h a v e i n v o l v i n g a t a l e n t e d a n d d e d i c a t e d g r o u p of K a i s e r A l u -
b e e n g i v e n t h e o p p o r t u n i t y to t o a s t t h e m e m o r y of minum and Chemical Corporation researchers, to whom
search Institute) in 1950. His experienceincludesa strongbackground in active
DONALDJ. McPHERSON,formerTrustee(1970-72) of the AmericanSociety research-he has publishedover 30 technicalpapers-prior to assumingincreasing
for Metals,is Vice Presidentand Directorof Technologyfor KaiserAluminum& responsibilityfor researchadministration.At IITRI he movedfrom Research
Chemical Cow., Oakland, Calif. Metallurgist to Director of Metals Research,and finally to Vice Presidentin
Formerly VicePresidentof the liT ResearchInstitute, Dr. McPhersonhas had charge of researchin metallurgy,ceramics,chemistry,life sciences,and the
full responsibilityfor KaiserAluminum& ChemicalCorporation'stechnological mechanicsof materials.
research and developmentprogram sincejoining the companyin 1969. Dr. McPhersonhas servedon a number of governmentalcommittees,including
A native of Columbus, Ohio, Dr. McPhersonholds the Bachelor of Metallurgical the MaterialsAdvisoryBoard of the National Academyof Sciencesand the Na-
Engineeringand Masterof SciencedegreesfromOhio State University.He received tional AdvisoryCommitteefor Aeronautics.He is a memberof AmericanSociety
his doctorate at OSU in 1949. for Metals,AmericanInstitute of Mining,Metallurgicaland Petroleum Engineers,
He has servedin various researchand technicalposts with Battelle Memorial AmericanCeramic Society, the MaterialsDivisionof AmericanInstitute of Chemi-
Institute, Carnegie-IllinoisSteelCorp., OSU ResearchFoundation, and Argonne cal Engineers,AmericanSociety for Testing and Materials,and AmericanAssocia-
National Laboratory, beforejoining Armour ResearchFoundation (now IIT Re- tion for the Advancementof Science.
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1974-2479
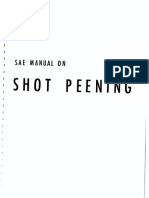
all c r e d i t is due. The l e c t u r e will c e n t e r on t h e i r d e - work r o l l s r e d u c e f o r c e and e n e r g y to c a u s e d e f o r m a -
v e l o p m e n t of a model, u s i n g c o m p u t e r solution t e c h - tion, while the l a r g e r backup r o l l s d e c r e a s e m e c h a n i -
n i q u e s , which a c c u r a t e l y d e s c r i b e s the cold r o l l i n g cal d e f l e c t i o n s . The necks of the r o l l s fit into b e a r -
p r o c e s s for a l u m i n u m - - a model which we b e l i e v e will ings and b e a r i n g chocks which a r e s u p p o r t e d in two
make a c o n t r i b u t i o n to g e n e r a l r o l l i n g t h e o r y for a l l m i l l f r a m e s . Large s c r e w s at the top of the f r a m e
metals. r a i s e and lower the stop p o s i t i o n of the top backup
chock which in t u r n d e t e r m i n e s the n o m i n a l gap b e -
THE COLD ROLLING PROCESS tween the work r o l l s . The work r o l l s a r e d r i v e n b y dc
m o t o r s through a g e a r r e d u c e r and pinion stand to p r o -
AND EQUIPMENT
vide i n s t a n t l y v a r i a b l e speed and torque.
R o l l i n g is u n q u e s t i o n a b l y one of the m o s t i m p o r t a n t In r e l a t i v e l y r e c e n t t i m e s , m i l l s t a n d s have b e e n
m e t a l f o r m i n g p r o c e s s e s we use today. In 1973, 92 pct equipped with h y d r a u l i c c y l i n d e r s , u s u a l l y c a l l e d work
of the a l u m i n u m , s t e e l and copper produced in the r o l l j a c k s , which m a y be used to push the ends of the
world was r o l l e d , a total of 728 m i l l i o n tons* of m e t a l . work r o l l s a p a r t to aid in a l l e v i a t i n g edge wave u n f l a t -
*Englishunitsof measurewillbe used throughout,sincethe computational n e s s of the s t r i p . Other h y d r a u l i c c y l i n d e r s , c a l l e d
program is adapted to currentU,S,industrypractice. Factorsfor conversionto deflector j a c k s , a r e placed b e t w e e n the work r o l l and
S.I. unitsare appended. backup r o l l chocks so that the ends of the work r o l l s
D u r i n g the hour of this l e c t u r e you m a y expect that 85 m a y be forced t o g e t h e r . This will c o u n t e r a c t any t e n -
t h o u s a n d tons of m e t a l will have been r o l l e d ! dency of the s t r i p to f o r m c e n t e r b u c k l e s . Some m i l l s
Over the past 40 y e a r s , the cold r o l l i n g p r o c e s s to also have l a r g e d i a m e t e r s h o r t - s t r o k e h y d r a u l i c c y -
p r o d u c e sheet has p r o g r e s s e d f r o m two-high hand l i n d e r s b e t w e e n top and bottom backup r o l l chocks to
m i l l s , t a k i n g a v e r y l a r g e n u m b e r of s m a l l r e d u c t i o n s cause backup r o l l b e n d i n g for s t i l l f u r t h e r c o n t r o l of
and p r o d u c i n g v e r y unflat sheet at a low yield, to highly buckles.
p r o d u c t i v e m u l t i s t a n d , or t a n d e m , f o u r - h i g h m i l l s . The work r o l l s a r e cooled with s p r a y s that a r e d i s -
T h e s e c o m m e n c e with l a r g e h o t - b a n d coils, take l a r g e t r i b u t e d a c r o s s the width, with individual c o n t r o l s to
t h i c k n e s s r e d u c t i o n s at high speed, and produce f i n - a d j u s t local cooling r a t e s and t h e r m a l c a m b e r . The
ished coil with c o m p a r a t i v e l y good f l a t n e s s and t h i c k - s t r i p payoff and takeup r e e l s a r e g e n e r a l l y of the e x -
ness tolerance. panding a r b o r type with m o t o r b r a k e and drive, r e -
A r o l l i n g m i l l weighs m a n y tons and yet m u s t p r o - s p e c t i v e l y , to p r o v i d e b a c k w a r d and f o r w a r d t e n s i o n
duce cold r o l l e d s t r i p to t o l e r a n c e s m e a s u r e d in t e n - to the s t r i p .
thousandths of an inch. In t a n d e m m i l l s the s t r i p can Thus, a m i l l o p e r a t o r can c o n t r o l the speed, f o r w a r d
be r e d u c e d in all s t a n d s p r o g r e s s i v e l y and s i m u l t a n e - and b a c k w a r d t e n s i o n , the r o l l gap, r o l l bending, and
ously. Cost and quality c o m p e t i t i o n in the i n d u s t r y work r o l l cooling.
have led to the adoption of new technology f r o m the Exit t h i c k n e s s of s t r i p g e n e r a l l y has b e e n m o n i t o r e d
fields of m e c h a n i c a l e n g i n e e r i n g , h y d r a u l i c s and e l e c - by contact m i c r o m e t e r s , although t h e s e a r e b e i n g
t r o n i c s in m i l l d e s i g n and o p e r a t i o n as r a p i d l y as it s u p e r s e d e d by r a d i a t i o n gages and other t h i c k n e s s
could be a s s i m i l a t e d . In g e n e r a l , the t h r u s t of d e v e l - s e n s o r s . Many m i l l s a r e b e i n g equipped with c o m p u t -
opment has b e e n toward higher p r o d u c t i v i t y and toward e r s for the a u t o m a t i c c o n t r o l of exit gage. Signals
m e c h a n i s m s for m o r e p r e c i s e c o n t r o l of finished s t r i p f r o m the s e n s o r s a r e used by the c o m p u t e r to c a l c u -
gage. late the changes in r o l l gap or t e n s i o n and r o l l v e l o c -
Fig. 1 i n d i c a t e s the b a s i c c o n t r o l s a v a i l a b l e to a m i l l ity r e q u i r e d to c o n t r o l s t r i p t h i c k n e s s within n a r r o w
o p e r a t o r . The s t r i p is r e d u c e d b e t w e e n two work r o l l s l i m i t s . However, m o s t of the c o m p u t e r s y s t e m s c o n -
supported by two backup r o l l s . The s m a l l e r d i a m e t e r t r o l gage only along a single t r a c k s o m e w h e r e a c r o s s
the width where a t h i c k n e s s s e n s o r is located. T h i c k -
n e s s v a r i a t i o n s a c r o s s the width a r e n o r m a l l y i g n o r e d
by p r e s e n t a u t o m a t i c gage c o n t r o l s y s t e m s .
While the a d v a n c e s in p r o d u c t i o n r o l l i n g over s e v -
e r a l d e c a d e s have b e e n r e m a r k a b l e , the m a j o r u n -
solved p r o b l e m today is how to p r o d u c e s t r i p that is
t r u l y flat. Cold s t r i p will tend to buckle if the p e r c e n -
tage r e d u c t i o n (or elongation) v a r i e s a c r o s s the width. 1-s
J- - Deflector This m e a n s that if flat s t r i p is to be r o l l e d , the r o l l gap
d i m e n s i o n s m u s t be m a i n t a i n e d a c r o s s the width d u r i n g
Work Roll each r o l l i n g p a s s to m a t c h the exact profile of the i n -
-- Jack c o m i n g hot m i l l s t r i p , on a r e l a t i v e p e r c e n t a g e b a s i s .
After r o l l i n g , cold m i l l p r o d u c t m a y be i m p r o v e d in
l4 Spray Co .fling Zones ]J ~ . . . , * - Backup Roll f l a t n e s s by r o l l e r or s t r e t c h e r l e v e l l i n g . T h e s e o p e r -
ations r e p r e s e n t additional p r o c e s s i n g c o s t s to a c h i e v e
[ ~ Jack a p r i m e product. The p r o b l e m , then, is to gain suffi-
c i e n t u n d e r s t a n d i n g of the cold r o l l i n g p r o c e s s to p e r -
m i t p r o d u c t i o n of d i r e c t l y s a l e a b l e , p e r f e c t l y flat p r o d -
E
uct off the m i l l s . It is a v e r y c o m p l e x task to p r e d i c t
[
t h i c k n e s s v a r i a t i o n s a c r o s s the width of s t r i p , i n c l u d -
ing the a s s o c i a t e d defect of b u c k l e s . Depending upon
Fig. i--Four-high mill stand and controls. the m e c h a n i c a l or t h e r m a l a b e r r a t i o n s which c a u s e
2480-VOLUME 5, DECEMBER 1974 METALLURGICALTRANSACTIONS
BASICDATA MATH MODELS INPUT VARIABLES
I O __
O
o Mill D~mensions
<:3 Reduction
Speed
O Strip Width
Gauge
O Alloy
Lubricant
Cenier Edge Quarter Tension
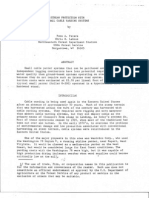
Fig. 2--Common buckle types.
Mill Dimensions
the resulting stress distributions, these defects may
Coolant Pressure
Coolant Pattern
t a k e the f o r m of c e n t e r , edge o r q u a r t e r b u c k l e s (Fig. Spray Array
2). C o m p a r e d to a u t o m a t i c gage c o n t r o l , a u t o m a t i c
b u c k l e c o n t r o l is s t i l l in i t s infancy. However, much
e f f o r t is b e i n g devoted to t h i s p r o b l e m , and A S E A -
ALCAN 4 have r e p o r t e d s i g n i f i c a n t p r o g r e s s .
~ o l l Temps.v~
PROGRAM OBJECTIVES
~Camber~ ~ ~idth & Time~/
I
Four years ago, the mill products division and man- Flow Stress / Roll Gap and Mill Dimensions
agement of my company acknowledged that we re- Coef. F r i c t i o n [ ~ l StrlpShape I I BuR Grind Shape
mained essentially dependent upon highly skilled ar- WR Grind Shape
tisans for the production volume, yield and quality of Initial Strip Shape
a major product line. However, the constantly increas- rVrofile of Cross h II
Strip y
and Flatness
BUR Bending
ing demand for improvement in all of these factors WR Bending
called for a higher degree of technical sophistication
than the rollers had available. Simultaneously, rolling
t
theory and modeling, equipment and controls, and Rolled Strip
computational power were advancing steadily. A cor-
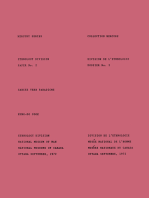
porate decision was made to mount an effort directed Fig. 3--Flow chart of rolling model.
toward the maximum utilization of the science of roll-
ing, which would be fully coordinated with actual mill t a t i o n s in c o m p u t a t i o n a l p o w e r . Some r e c e n t w o r k b y
problems throughout the company. A new department was Koot s and B r y a n t 7 a r e good e x a m p l e s of l a r g e r e f f o r t s
created at our Center for Technology, with personnel to c o m b i n e the i n t e r d e p e n d e n t f a c t o r s .
drawn from many departments to provide the necessary Our t a s k was to p r o d u c e a m o d e l whose p r e d i c t i o n s
broad range of disciplines. would c o r r e l a t e a c c u r a t e l y with m i l l r e s u l t s on a l u -
The ambitious overall goal was to use rolling theory m i n u m a l l o y s . This involved s e l e c t i v e l y t e s t i n g e x -
to develop computer-stored hot and cold rolling mod- i s t i n g math m o d e l s and d e v e l o p i n g i m p r o v e m e n t s to
els, which would provide the operating parameters give a c o m p r e h e n s i v e cold r o l l i n g m o d e l .
necessary for any of our mills to produce flat strip
with m i n i m u m v a r i a t i o n in gage o v e r length and width.
R e s u l t s which can be put to i m m e d i a t e use a r e a COLD ROLLING MODEL
g r e a t e n c o u r a g e m e n t to i n d u s t r i a l m a n a g e m e n t in c o n - In the following discussion of the development and
tinuing s u p p o r t of so l a r g e an R&D effort. E a r l y g o a l s application of the cold rolling model, I shall present,
thus included a i d i n g the m i l l s in u t i l i z i n g a l l of t h e i r in s e q u e n c e :
available horsepower and/or speed, providing infor- 1. A flow c h a r t of the o v e r a l l m o d e l , including its
m a t i o n for the d e s i g n of a u t o m a t i c gage and f l a t n e s s four b a s i c m o d e l e l e m e n t s , b a s i c input data, v a r i a b l e
c o n t r o l s y s t e m s , and defining the d e s i g n c r i t e r i a for o p e r a t i n g inputs, and the d a t a output. The i m p o r t a n c e
a n e x t - g e n e r a t i o n cold m i l l . of e a c h b a s i c m o d e l will b e s u m m a r i z e d .
We have c o m p l e t e d M a r k I of the m o d e l i n g w o r k for 2. A d e t a i l e d d i s c u s s i o n of the four b a s i c m o d e l s
cold r o l l i n g , which I s h a l l c o v e r h e r e . The hot r o l l i n g and t h e i r d e v e l o p m e n t , a c c o u n t i n g for a l l of the p a -
m o d e l w o r k is in p r o g r e s s and n e a r i n g c o m p l e t i o n . r a m e t e r s involved, but s p a r i n g the e x t r e m e l y c o m p l e x
R o l l i n g t h e o r y o r s e g m e n t s of r e s e a r c h p e r t i n e n t to m a t h e m a t i c a l t r e a t m e n t s which w e r e n e c e s s a r y . This
it, c o m m e n c i n g about 30 y e a r s ago with Orowan, s have will b e confined to what o c c u r s at a s i n g l e m i l l stand.
t e n d e d to r e f l e c t the i n t e r e s t o r b a c k g r o u n d of the i n - 3. A d i s c u s s i o n of how the b a s i c m o d e l s a r e c o m -
v e s t i g a t o r (e. g . , m a t h e m a t i c i a n , m e c h a n i c a l e n g i n e e r , b i n e d to s o l v e m i l l p r o b l e m s , i n t r o d u c i n g m u l t i s t a n d
m e t a l l u r g i s t , m i l l d e s i g n e r ) o r the p a r t i c u l a r p r o b l e m p r o g r a m s and a d e s c r i p t i o n of the m a s t e r c o m p u t e r
to be s o l v e d (e.g., s t r i p defect, r o l l b r e a k a g e , gage p r o g r a m and d a t a b a s e s t o r a g e that a r e u t i l i z e d .
c o n t r o l , m i l l cooling, l u b r i c a t i o n d e v e l o p m e n t ) . Due 4. An e x a m p l e of using the cold r o l l i n g c o m p u t e r
to the i n c r e d i b l y c o m p l e x a r r a y of i n t e r d e p e n d e n t m e - m o d e l to a n a l y z e a p a r t i c u l a r o p e r a t i n g p r o b l e m f o r
c h a n i c a l and t h e r m a l p a r a m e t e r s , the o v e r a l l p r o b l e m a f i v e - s t a n d t a n d e m m i l l , d i s p l a y i n g the i m p o r t a n t
h a s tended to be a d d r e s s e d b y s u b - p r o b l e m s o r with d a t a output.
o v e r s i m p l i f i e d a s s u m p t i o n s which e a s e d e a r l i e r l i m i - 5. E x a m p l e s of v e r i f i c a t i o n of the m o d e l ' s p r e d i c -
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1974-2481
t i v e a c c u r a c y with a c t u a l r o l l i n g m i l l data.
A s i m p l i f i e d flow c h a r t of the r o l l i n g m o d e l is shown
in Fig. 3. The four b a s i c m a t h e m a t i c a l m o d e l s a r e :
F o r c e - T o r q u e - S l i p , E n e r g y B a l a n c e , Roll T h e r m a l
C a m b e r , and Roll Gap and S t r i p Shape. Oval b l o c k s
d e s i g n a t e i n d i v i d u a l o r c o m b i n e d m o d e l outputs. The
final outputs of the c o m b i n e d m o d e l a r e T h i c k n e s s
C r o s s P r o f i l e and F l a t n e s s of R o l l e d S t r i p . The b a s i c
d a t a l i s t e d on the left s i d e of the flow c h a r t a r e r e -
q u i r e d in o r d e r f o r the m o d e l s to p r e d i c t a c c u r a t e l y .
~rque~k o0,\ /o,,
A m a j o r p a r t of the p r o g r a m e f f o r t was expended in
o b t a i n i n g the n e c e s s a r y b a s i c d a t a in l a b o r a t o r y and
plant experimentation.
The c o n t r o l l a b l e o p e r a t i n g v a r i a b l e s that affect the
o u t c o m e a r e l i s t e d on the r i g h t . With the m o d e l it is Entr~trip I ~ vs
p o s s i b l e to d e t e r m i n e the independent e f f e c t s of each Tension-~ .........../"~l'~leutr~'
i -- -- ( Tension
of t h e s e v a r i a b l e s on s t r i p f l a t n e s s . This is n e a r l y
i m p o s s i b l e in a c t u a l r o l l i n g e x p e r i m e n t s w h e r e only / I ('~'riPSpeed= VR)
c o m b i n e d e f f e c t s a r e d i s c e r n i b l e . The model, in fact,
i s u s e d a s an e x p e r i m e n t a l r o l l i n g m i l l . It a l l o w s one
to t r y d i f f e r e n t m e c h a n i c a l s h a p e s of w o r k r o l l s and
b a c k u p r o l l s , c o o l a n t a p p l i c a t i o n t e c h n i q u e s , and o t h e r
v a r i a b l e s , at much l o w e r c o s t and r i s k than on an a c t u a l
m i l l . The m o d e l r e s u l t s a r e e a s i l y i n t e r p r e t e d in
/
t e r m s of r e l a t i v e e f f e c t s of e a c h v a r i a b l e . P l a n t t r i a l s ,
of c o u r s e , a r e s t i l l n e e d e d to c o n f i r m m o d e l p r e d i c -
tions.
B e f o r e p r o c e e d i n g to a m o r e d e t a i l e d d e s c r i p t i o n of \ Where: VR = Roll Peripheral Speed /
the four b a s i c m o d e l s , l e t m e give a b r i e f s u m m a r y Vs = Exit Strip Speed
of t h e m .
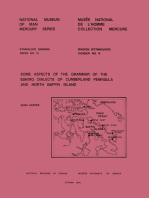
The F o r c e - T o r q u e - S l i p Model p r e d i c t s the f o r c e Fig. 4--Rollbite diagram.
n o r m a l to the p l a n e of the s h e e t b e i n g r o l l e d , the
t o r q u e r e q u i r e d to t u r n the r o l l s , and the f o r w a r d s l i p . The Roll T h e r m a l C a m b e r Model is the f i r s t that is
F i g . 4 shows what t h e s e t e r m s mean. Bite i s the t e r m c o n c e r n e d with v a r i a t i o n s of conditions a c r o s s the
u s e d for the length of a c t u a l c o n t a c t b e t w e e n s t r i p and width. The m a i n p r o b l e m is that the c e n t r a l r e g i o n s
r o l l s . Since m a s s flow is c o n s t a n t , the s t r i p a c c e l e r - of the w o r k r o l l s a r e b e i n g h e a t e d w h e r e t h e y a r e in
a t e s t h r o u g h the b i t e a s it is r e d u c e d in t h i c k n e s s , and contact with the s t r i p , but c o o l i n g is o c c u r r i n g o v e r
thus e x i t s at a h i g h e r v e l o c i t y than that at e n t r y . The the e n t i r e r o l l width. The ends of the w o r k r o l l s b e -
r o l l s n o r m a l l y t u r n with a p e r i p h e r a l s p e e d b e t w e e n yond the s t r i p edge a r e a l w a y s cooled, i n t e n t i o n a l l y
the s t r i p e n t r y and exit s p e e d s . The p l a n e in the b i t e o r unintentionally, which c a u s e s the m i d d l e to r u n
w h e r e the s p e e d of the p a r t l y r e d u c e d s t r i p is i d e n t i c a l w a r m e r than the ends. Due to a x i a l conduction, the
to the r o l l p e r i p h e r a l s p e e d is c a l l e d the n e u t r a l plane. p o r t i o n of the r o l l j u s t i n s i d e the s t r i p edge r u n s
The l o c a t i o n of the n e u t r a l p l a n e is a function of e n t r y c o o l e r than the r o l l m i d d l e . A t h e r m a l c a m b e r thus
and exit t e n s i o n l e v e l s , f r i c t i o n c o n d i t i o n s , r e d u c t i o n , d e v e l o p s on the w o r k r o l l s within the r e g i o n in c o n -
and s p e e d . F o r w a r d s l i p is defined a s the p e r c e n t a g e t a c t with the s t r i p ; if not p r o p e r l y c o n t r o l l e d , it can
i n c r e a s e of s t r i p exit s p e e d o v e r r o l l s p e e d . c a u s e s e v e r e s t r i p b u c k l e s . The t h e r m a l c a m b e r
Knowledge of f o r c e , t o r q u e , and s l i p a l o n e i s i n s u f - a d d e d to the o r i g i n a l m e c h a n i c a l s h a p e of the w o r k
f i c i e n t to c a l c u l a t e s t r i p f l a t n e s s . Nonuniform exit t e n - r o i l s m u s t be e x a c t l y equal and o p p o s i t e to the m e -
s i o n i n d i c a t e s t h a t unflat s t r i p is b e i n g r o l l e d , and c h a n i c a l d e f l e c t i o n s to m a i n t a i n a r e c t a n g u l a r r o l l gap
f o r c e , t o r q u e , and s l i p will t e n d to v a r y a c r o s s the s h a p e . To r o l l f l a t s t r i p , the r o l l gap s h a p e m u s t be
width. Many i t e r a t i o n s thus b e c o m e involved in d e t e r - c o m p a t i b l e with the p r o f i l e of the h o t - m i l l p r o d u c t
m i n i n g the t e n s i o n and f o r c e v a r i a t i o n s a c r o s s the e n t e r i n g the cold m i l l .
width, a s will be e l a b o r a t e d l a t e r . The i n i t i a l c a l c u l a - The Roll Gap and S t r i p Shape Model u s e s the output
tion s t e p s a s s u m e u n i f o r m f o r c e and t o r q u e conditions of the Roll Thermal Camber Model and calculates, by
so t h a t an e n e r g y b a l a n c e can b e m a d e . iteration, the mechanical deflections of the work rolls
The E n e r g y B a l a n c e Model is d e s i g n e d to d e t e r m i n e and backup rolls. Strip tension is allowed to vary
the d i v i s i o n of r o l l i n g e n e r g y that flows a s h e a t to the across the width as dictated by the differential reduc-
r o l l s and to the s t r i p ; m a s s and e n e r g y b a l a n c e s ; and tions, incoming strip profile, and resultant differential
n o m i n a l r o l l and s t r i p t e m p e r a t u r e s . The e f f e c t s of strains. The Force-Torque-Slip Model is solved sepa-
s t r i p quenching which r e s u l t f r o m r o l l coolant f a l l i n g rately for each increment of width in an iterative
onto the s t r i p o r f r o m d i r e c t s t r i p s p r a y s a r e included. scheme until necessary convergence criteria are met.
If one knows the h e a t flow to the r o l l s and s t r i p a s a Input variables include mechanical grind shapes of the
function of r o l l and s t r i p t e m p e r a t u r e s e n t e r i n g the work roll and backup roll, bending jack pressures, and
b i t e , it is p o s s i b l e to c a l c u l a t e the t h e r m a l c a m b e r o r initial strip shape and flatness. Whilethe output of
d i f f e r e n t i a l e x p a n s i o n of the w o r k r o l l . primary interest is strip flatness, strip tension and
2482-VOLUME 5, DECEMBER 1974 METALLURGICAL TRANSACTIONS
cross-thickness profiles are also available since these w a r d e n t r y . With a d e c r e a s e in c o e f f i c i e n t of f r i c t i o n ,
m u s t be c o m p u t e d in o r d e r to obtain f l a t n e s s p r e d i c - an o p p o s i t e shift o c c u r s . F o r w a r d s l i p is t h e r e f o r e
t i o n s . The Roll Gap and S t r i p Shape Model a l s o p r i n t s d i r e c t l y a f f e c t e d b y c o e f f i c i e n t of f r i c t i o n . When o t h e r
out d e f l e c t i o n s due to bending, s h e a r , P o i s s o n ' s r a t i o , conditions a r e unchanged, p e a k p r e s s u r e i n c r e a s e s
and r o l l f l a t t e n i n g . with i n c r e a s i n g c o e f f i c i e n t of f r i c t i o n . Thus, c o e f f i -
S e v e r a l options a r e a v a i l a b l e in u s i n g the m o d e l s . cient of f r i c t i o n a l s o d i r e c t l y a f f e c t s s p e c i f i c f o r c e .
They involve s p e c i f y i n g d e s i r e d s t r i p s h a p e and f l a t - Roll Speed: The s p e e d of r o l l i n g a f f e c t s the amount
n e s s and w o r k i n g b a c k w a r d s t o w a r d r e q u i r e d r o l l j a c k of l u b r i c a n t b e i n g d r a g g e d into the r o l l b i t e . T h i c k e r
pressures, mechanical grind shapes, or thermal cam- l u b r i c a n t f i l m and l o w e r c o e f f i c i e n t of f r i c t i o n e x i s t
b e r s . The m o d e l is p r o g r a m m e d in F o r t r a n V, and the in the r o l l b i t e at h i g h e r s p e e d s . Roll s p e e d t h e r e f o r e
c o m p u t e r u s e d is an o f f - s i t e UNIVAC 1108. The 1108 d i r e c t l y a f f e c t s s p e c i f i c f o r c e and f o r w a r d slip.
is a c c e s s e d with an i n - h o u s e c o m p u t e r having a r e m o t e Front and Back Tensile Stresses: The t h e o r y of p l a s -
job e n t r y s y s t e m which i n c l u d e s c a r d r e a d i n g , line t i c i t y c o n f i r m s that r e s i s t a n c e to c o m p r e s s i v e d e f o r -
p r i n t i n g , and plotting. mation, o r flow s t r e s s , of m e t a l s is r e d u c e d when t e n -
s i l e s t r e s s is a p p l i e d in a d i r e c t i o n p e r p e n d i c u l a r to
the d i r e c t i o n of p r e s s u r e a p p l i c a t i o n . Consequently,
DESCRIPTION O F MODELS the a p p l i c a t i o n of s t r i p t e n s i o n can r e d u c e the f o r c e
F o r c e - T o r q u e - S l i p Model r e q u i r e m e n t in r o l l i n g . If f r o n t t e n s i o n is changed
while o t h e r c o n d i t i o n s r e m a i n constant, r e s t o r a t i o n of
As s t a t e d e a r l i e r , it is not m y p u r p o s e to s u b j e c t e q u i l i b r i u m of f o r c e s d i c t a t e s a shift in the n e u t r a l
you to the e x t e n s i v e m a t h e m a t i c a l r e p r e s e n t a t i o n s of p l a n e to effect a c o r r e s p o n d i n g change in net f r i c t i o n
the v a r i o u s m o d e l s , although t h e s e have b e e n r i g o r - f o r c e . The s a m e a r g u m e n t a p p l i e s to s t r i p b a c k t e n -
o u s l y d e v e l o p e d . I a n t i c i p a t e that full m a t h e m a t i c a l sion. A c c o r d i n g l y , s t r i p t e n s i o n s d i r e c t l y affect f o r -
t r e a t m e n t of the m o d e l s and t h e i r v e r i f i c a t i o n will be w a r d s l i p . The d i f f e r e n c e in s t r i p f r o n t and b a c k t e n -
p u b l i s h e d s u b s e q u e n t l y b y the r e s p o n s i b l e m e m b e r s s i o n s a c t s a s a t o r q u e - c r e a t i n g f o r c e with r e s p e c t to
of our p r o j e c t t e a m . However, I would l i k e to i m p a r t r o l I a x e s and so d i r e c t l y a f f e c t s s p e c i f i c t o r q u e .
an a p p r e c i a t i o n of the p a r a m e t e r s which the F o r c e - All of the above f a c t o r s can b e r e d u c e d to m a t h e m a t -
T o r q u e - S l i p Model m u s t t r e a t and t h e i r i n t e r a c t i o n s . i c a l r e l a t i o n s h i p s which f o r m the b a s i s of the F o r c e -
Alloy Condition: The flow s t r e s s , o r r e s i s t a n c e to T o r q u e - S l i p - Model.
d e f o r m a t i o n , v a r i e s with a l l o y c o m p o s i t i o n . C o n s e - Initial d e v e l o p m e n t w o r k on t h i s m o d e l was done
quently, s p e c i f i c f o r c e is a function of the a l l o y b e i n g under a c o n t r a c t with U.S. Steel E n g i n e e r s and C o n -
r o l l e d . The a l l o y may, o r m a y not, have a d e g r e e of s u l t a n t s and u t i l i z e d i n s t r u m e n t e d r o l l i n g m i l l s at the
p r i o r cold w o r k which a l s o a f f e c t s s p e c i f i c f o r c e . S u r - M o n r o e v i l l e r e s e a r c h l a b o r a t o r i e s of the United S t a t e s
f a c e t e x t u r e m a y a l s o v a r y with a l l o y a n d / o r p r i o r w o r k Steel C o r p o r a t i o n . The c o n t r a c t o r s u p p l i e d e x p e r i m e n -
and thus a f f e c t s the f r i c t i o n c h a r a c t e r i s t i c s d u r i n g r o l l - t a l r o l l i n g d a t a f o r t h r e e a l u m i n u m a l l o y s and a n a l y z e d
ing. the r e s u l t s in t e r m s of W. L. R o b e r t s ' s i m p l i f i e d c o l d
Entry Strip Thickness: F o r a given p e r c e n t r e d u c - r o l l i n g m o d e l f o r s t e e l 8-1~ a d a p t e d to a l u m i n u m (unpub-
tion, b i t e length i n c r e a s e s a s e n t r y s t r i p t h i c k n e s s i n - l i s h e d ) . A c c e s s to t h i s e x p e r t i s e was h i g h l y b e n e f i c i a l
c r e a s e s . Specific f o r c e i n c r e a s e s b e c a u s e of i n c r e a s e d in getting our p r o g r a m under way.
c o n t a c t length. In addition, the ' angle b e t w e e n s t r i p and While the s i m p l i f i e d m o d e l was s u f f i c i e n t l y a c c u r a t e
r o l l s u r f a c e s at the point of e n t r y i n c r e a s e s a s s t r i p for m a n y a p p l i c a t i o n s , g r e a t e r a c c u r a c y was n e e d e d to
t h i c k n e s s i n c r e a s e s , a f f e c t i n g the amount of l u b r i c a n t show e f f e c t s of s p e e d on f o r c e , t o r q u e , and f o r w a r d
d r a g g e d into the b i t e and t h e r e f o r e the c o e f f i c i e n t of s l i p . In addition, the t h e r m a l h e a t p a r t i t i o n a n a l y s i s
friction during rolling. r e q u i r e d inputs of d i s t r i b u t i o n of f r i c t i o n and d e f o r m a -
Work Roll Diameter: Bite length i n c r e a s e s a s r o l l tion e n e r g y t h r o u g h o u t the length of the b i t e . It b e c a m e
d i a m e t e r i n c r e a s e s , and t h e r e f o r e s p e c i f i c f o r c e is a p p a r e n t that no s i m p l i f i e d m o d e l could p r o v i d e the d e -
l a r g e r . On the o t h e r hand, angle of c o n t a c t d e c r e a s e s , s i r e d a c c u r a c y for the r a n g e of c o n d i t i o n s and p a r a m -
with a c o n c o m i t a n t effect upon l u b r i c a n t e n t r y and c o - e t e r s under c o n s i d e r a t i o n . M o r e f u n d a m e n t a l m o d e l s
e f f i c i e n t of f r i c t i o n . a v a i l a b l e in the l i t e r a t u r e w e r e studied, but none m e t
Pass Reduction: The a m o u n t of r e d u c t i o n d u r i n g a our p a r t i c u l a r n e e d s o r was s u f f i c i e n t l y d o c u m e n t e d
p a s s a f f e c t s the a m o u n t of s t r a i n h a r d e n i n g of the s t r i p , for i m m e d i a t e u s e . S'11-23 Consequently, it was d e c i d e d
and thus a f f e c t s a v e r a g e flow s t r e s s and s p e c i f i c f o r c e . to develop a n o t h e r m o d e l u s i n g b a s i c p r i n c i p l e s of m e -
Bite length, and t h e r e f o r e s p e c i f i c f o r c e , i n c r e a s e s with c h a n i c s , a p p r o a c h e s in the l i t e r a t u r e which a p p e a r e d
increasing reduction. More reduction also creates more m o s t s u i t a b l e , and c o m p u t e r s o l u t i o n t e c h n i q u e s . T h i s
wedge a c t i o n and, thus, m o r e t o r q u e . Reduction a l s o a f - w o r k was p e r f o r m e d b y Dr. Yu-Wen Hsu of the K a i s e r
f e c t s the c o e f f i c i e n t of f r i c t i o n within the r o l l b i t e due r e s e a r c h staff. M a j o r f e a t u r e s of the Hsu F o r c e -
to change of d i f f e r e n t i a l s p e e d b e t w e e n r o l l and s t r i p T o r q u e - S l i p Model a r e a s follows:
s u r f a c e s and the e f f e c t s of t e m p e r a t u r e and p r e s s u r e 1. The s o l u t i o n b e g i n s with a d i f f e r e n t i a l equation of
on the v i s c o s i t y of the l u b r i c a n t f i l m . e q u i l i b r i u m of a l l f o r c e s in the r o l l b i t e . When v a r i -
Rolling Lubricant: D i f f e r e n t r o l l i n g l u b r i c a n t s have a b l e s such a s flow s t r e s s , r o l l d e f o r m a t i o n and c o e f f i -
d i f f e r e n t c o e f f i c i e n t s of f r i c t i o n and d i f f e r e n t r e - c i e n t of f r i c t i o n a r e e x p r e s s e d in t e r m s of the l o c a t i o n
s p o n s e s to s p e e d and p r e s s u r e . With o t h e r f a c t o r s of the s t r i p e l e m e n t , the d i f f e r e n t i a l equation can be
c o n s t a n t , an i n c r e a s e in the c o e f f i c i e n t of f r i c t i o n i n t e g r a t e d n u m e r i c a l l y , t a k i n g into account the p r o p e r
m e a n s that a s m a l l e r c o n t a c t a r e a a h e a d of the n e u t r a l boundary conditions.
plane is r e q u i r e d to i m p a r t the r e q u i r e d f o r w a r d t h r u s t 2. Continuous s t r a i n h a r d e n i n g within the r o l l b i t e
to the s t r i p ; c o n s e q u e n t l y the n e u t r a l p l a n e s h i f t s tO- is c o n s i d e r e d , including s t r a i n r a t e e f f e c t s and p r i o r
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1 9 7 4 - 2 4 8 3
r e d u c t i o n . It was found for c o l d - r o l l e d a l u m i n u m that st.ant coefficient of f r i c t i o n and c o m p a r e d to m e a s u r e d
s t a t i c t e n s i l e data obtained f r o m v a r i o u s l y cold worked data. x~ T h e r e f o r e , the model was c o n s t r u c t e d with the
s a m p l e s a r e m o s t s u i t a b l e for flow s t r e s s input. It had c a p a b i l i t y of defining coefficient of f r i c t i o n as any a r -
a p p e a r e d n e c e s s a r y to build a s p l i t - H o p k i n s o n b a r c o m - b i t r a r y function. Subsequent r u n s with the model i n -
p r e s s i o n t e s t m a c h i n e for this p u r p o s e . This was done deed c o n f i r m e d that coefficient of f r i c t i o n v a l u e s p r o -
and e x t e n s i v e high s t r a i n r a t e data for t h r e e a l u m i n u m p o r t i o n a l to s l i p p i n g speed b e t w e e n s t r i p and r o l l gave
a l l o y s w e r e developed. Unexpectedly, however, the r e s u l t s s u p e r i o r to the c o n s t a n t coefficient of f r i c t i o n
s t r a i n r a t e effects d e t e r m i n e d f r o m the c o m p r e s s i o n a s s u m p t i o n . This m a y indicate a s u b s t a n t i a l a m o u n t
of s m a l l c y l i n d e r s did not a g r e e with the a n a l y s i s of of h y d r o d y n a m i c l u b r i c a t i o n , as s u g g e s t e d by Chang.
r o l l i n g data u s i n g the Hsu model. P e r h a p s d e f o r m a t i o n F o r c o n s t a n t total force, the p r e d i c t i o n of the location
m e c h a n i s m s in r o l l i n g a r e not a d e q u a t e l y s i m u l a t e d in of the n e u t r a l plane, and hence f o r w a r d slip, is s t r o n g l y
a c o m p r e s s i o n t e s t u s i n g s m a l l c y l i n d e r s , or p e r h a p s affected by the d i f f e r e n t t r e a t m e n t s of f r i c t i o n , as i l -
the t e m p e r a t u r e r i s e d u r i n g cold r o l l i n g l o w e r s the l u s t r a t e d in Fig. 6 in which both c u r v e s w e r e c a l c u -
flow s t r e s s d i f f e r e n t l y . While this p r o b l e m is u n d e r lated with the Hsu model.
f u r t h e r study, use of s t a t i c t e n s i l e data for input flow 5. Another f a c t o r c o n s i d e r e d by the model is the
s t r e s s has yielded good r e s u l t s . e l a s t i c s p r i n g - b a c k of the s t r i p as it exits the r o l l
3. Roll d e f o r m a t i o n in t h e b i t e is solved u s i n g e l a s - bite. This is t r e a t e d as a s e p a r a t e step following the
t i c i t y t h e o r y s i m i l a r to the a p p r o a c h e s of Cosse and m a i n solution of the g o v e r n i n g equation of e q u i l i b r i u m
Economopoulous TM and Zorowski and Weinstein, zl and of f o r c e s .
the p r e s s u r e d i s t r i b u t i o n is obtained a s a r e s u l t of 6. N o r m a l and t a n g e n t i a l s t r e s s a s weI1 as f r i c t i o n
the i t e r a t i v e p r o c e s s . Most models have used the s i m - and d e f o r m a t i o n e n e r g y d i s t r i b u t i o n s throughout the
plifying a s s u m p t i o n that the r o l l d e f o r m s in a c i r c u l a r bite a r e c a l c u l a t e d by the model. E x a m p l e s of these
a r c . The p r e s e n t model p r e d i c t s the exact d e f o r m a t i o n d i s t r i b u t i o n s will be shown l a t e r in c o n n e c t i o n with a
shape, which g e n e r a l l y d e v i a t e s f r o m a c i r c u l a r a r c . p r o b l e m e x a m p l e . E n e r g y d i s t r i b u t i o n s a r e not c a l c u -
4. Another i m p o r t a n t f e a t u r e is the t r e a t m e n t of the lated in s i m p l i f i e d models and would be somewhat e r -
coefficient of f r i c t i o n . The m o d e l allows a n o n - c o n s t a n t r o n e o u s f r o m any m o d e l s a s s u m i n g c o n s t a n t f r i c t i o n .
f r i c t i o n coefficient, c o n t r a r y to m o s t published m o d e l s . C o r r e c t e n e r g y d i s t r i b u t i o n i n f o r m a t i o n is p a r t i c u l a r l y
Cheng ~ c o n s i d e r e d n o n - c o n s t a n t f r i c t i o n u n d e r h y d r o - i m p o r t a n t input to the heat p a r t i t i o n r o u t i n e of the E n -
d y n a m i c l u b r i c a t i n g conditions. Nadai ~ c o n s i d e r e d s e v - e r g y Balance Model.
e r a l d i f f e r e n t a s s u m p t i o n s of f r i c t i o n within the r o l l
bite and i l l u s t r a t e d t h e i r effects on n o r m a l and t a n g e n -
Energy Balance Model
t i a l p r e s s u r e d i s t r i b u t i o n s . By c o m p a r i n g N a d a i ' s c a l -
culated d i s t r i b u t i o n s with published e x p e r i m e n t a l p r e s - Energy enters a mill as sensible heat in the strip
s u r e d i s t r i b u t i o n s , it was o b s e r v e d that b e t t e r a g r e e - and from the drive motor turning the rolls. Energy
m e n t can be achieved when the coefficient of f r i c t i o n leaves a mill as sensible heat in the strip, in coolant
is a s s u m e d to be p r o p o r t i o n a l to the r e l a t i v e speed of directly applied to the strip before and after the bite,
slip b e t w e e n r o l l and d e f o r m i n g s t r i p . Fig. 5 shows and in coolant applied to the work rolls and the backup
how the s o - c a l l e d " f r i c t i o n h i l l , " n o r m a l s t r e s s vs
d i s t a n c e through bite, is e r r o n e o u s l y shaped in the
v i c i n i t y of the n e u t r a l plane when c a l c u l a t e d with c o n -
IOO
~ *-~ Neutral Plane
.•70
CI_
80 Normal Stress,
C
O0
O'3
\
60
Ld
O~
\
Z O3
/
9 /
F- 40 /
<I~60
/ Coef. Friction
Or"
/ Assumptions
}--
or) 20 / 0
S, eA Z
f
/ Constant
Function of
Strip-Roll
oo Differential
cO o Speed
I i
LLJ
F-
iN .,/
0'3 -20 _ Bite Length ~! 50
Bite Length I Entry Exit ]
_ Bite Len_thg _
Fig. 5--Comparison of calculated normal and frictional stress
distributions assuming constant coefficient of friction 11 with Fig. 6--Effect of friction assumption on location of neutral
measured values. 17 plane.
2484-VOLUME 5, DECEMBER 1974 METALLURGICALTRANSACTIONS
2400
\ #~/ /~-000 BITE ANGLE
g 30 NODES
IN ROLL, . ~'~. 9
% 200( LOG SPACING~ . " \ ~- "
o- 9 o ~-'_#-
~ 160( 0 L/OXIDE"~C.: : ~_~,L-_Z
U2 FILM ~ _~ t ~c_
m
0
~ 120(
m IO NODES IN STRIP - ~ - p - ~ OLLING'
U-
80C HALF-THICKNESS -'[~---L ~ - ~ - ~ _ ~ % ~ - DIRECTION
Z UNIFORM SPACING I ~ -~'-
Oil-Bose Coolont I , 9 I :::::~t---_,L= STRIP
i-- 4 0 0
F i g . 8 - - H e a t p a r t i t i o n n e t w o r k in p o r t i o n of r o l l b i t e c r o s s
kd section.
,, ~,, ~,, & . . . . . .
0 5 0 6 0 9 0 1200 1500
STRIP SPEED (fpm) d i m e n s i o n s ; and (6) i n t e r f a c i n g with a c o m m o n d a t a
Fig. 7--Meat transfer coefficient v s s t r i p speed.
b a s e u t i l i z e d b y a l l the r o i l i n g m o d e l s .
Although the SINDA s y s t e m i t s e l f is t o t a l l y g e n e r a l ,
it is p o s s i b l e to use the p r e p r o c e s s o r of SINDA to g e n -
r o l l s . The t h r e e r o u t i n e s in the E n e r g y B a l a n c e Model e r a t e and s a v e a s p e c i f i c c o m p i l e d model, which can
which a c c o u n t for the e n e r g y flows into and out of a then b e u s e d r e p e a t e d l y without f u r t h e r r e c o u r s e to t h e
m i l l a r e s t r i p cooling, h e a t p a r t i t i o n , and r o l l t e m p e r - p r e p r o c e s s o r . Such a s p e c i f i c m o d e l can s t i l l be g e n -
ature. e r a l in t e r m s of d i m e n s i o n s and o p e r a t i n g p a r a m e t e r s
Strip Cooling Routine. The s t r i p e n t e r i n g a r o l l s t a n d and can t r e a t such p a r a m e t e r s a s input data.
m a y have r e s i d u a l h e a t f r o m hot r o l l i n g , a n n e a l i n g f u r - The n e t w o r k u t i l i z e d for the h e a t p a r t i t i o n s o l u t i o n
n a c e s , o r p r e v i o u s cold r e d u c t i o n s . N o r m a l l y , the s t r i p e n c o m p a s s e s half the s t r i p t h i c k n e s s and the s u r f a c e
is quenched b y coolant a s it a p p r o a c h e s the b i t e . T h i s o r " t h e r m a l t i r e " p o r t i o n of a r a d i a l wedge of the r o l l .
c o o l a n t m a y b e a p p l i e d i n t e n t i o n a l l y o r m a y be only a As shown in F i g . 8, t e n n o d e s a r e d i s t r i b u t e d u n i f o r m l y
puddle of r o l l coolant flowing out onto the s t r i p . The through the s e m i - t h i c k n e s s of the s t r i p and 30 nodes
quench effect of t h i s l a t t e r c a s e was m e a s u r e d in t e s t s a r e d i s t r i b u t e d l o g a r i t h m i c a l l y in the o u t e r 1 in. of the
in an i n s t r u m e n t e d K a i s e r p r o d u c t i o n m i l l . T e m p e r a - r o l l wedge, w h e r e v i r t u a l l y a l l of the r o l l t h e r m a l g r a -
t u r e d r o p of w a r m s t r i p p a s s i n g t h r o u g h the m i l l at d i e n t e x i s t s d u r i n g b i t e . The r o l l wedge is c h o s e n to
v a r i o u s s p e e d s but with no r e d u c t i o n was m e a s u r e d b e 1/500 of the a n g u l a r r e g i o n defined b y the b i t e . The
u s i n g both o i l - b a s e and w a t e r - b a s e c o o l a n t s . The c a l - l o n g i t u d i n a l and l a t e r a l d i m e n s i o n s of the s t r i p n e t w o r k
c u l a t e d h e a t t r a n s f e r c o e f f i c i e n t s of t h e s e two c o o l a n t s a r e at a l l t i m e s k e p t equal to the v e r t i c a l p r o j e c t i o n of
a s a function of s t r i p s p e e d a r e shown in Fig. 7. As the s u r f a c e of the r o l l wedge n e t w o r k . As a c o n s e -
e x p e c t e d , the quench effect of the w a t e r - b a s e c o o l a n t quence, the a m o u n t of m a t t e r e n c o m p a s s e d within the
was f o u r to five t i m e s that of the o i l - b a s e coolant. s t r i p n e t w o r k c o n t i n u o u s l y c h a n g e s a s the s t r i p u n d e r -
The d a t a f r o m F i g . 7 allow the c a l c u l a t i o n of the goes r e d u c t i o n t h r o u g h the b i t e and a s the p r o j e c t i o n
t e m p e r a t u r e change of the s t r i p f r o m e n t r y to the m i l l of the r o l l n e t w o r k c h a n g e s through the b i t e . The r o l l
s t a n d to b i t e e n t r y . T h i s c a l c u l a t i o n is b a s e d on the m e s h , on the o t h e r hand, is a s s u m e d unchanged a s it
a s s u m p t i o n s that the s t r i p is a v e r y good c o n d u c t o r , p a s s e s t h r o u g h the b i t e . That i s , the e l a s t i c d e f o r m a -
i.e., that its t e m p e r a t u r e is v e r y n e a r l y u n i f o r m tion of the r o l l is a s s u m e d i n s i g n i f i c a n t in changing
throughout the t h i c k n e s s , and t h a t the heat t r a n s f e r the t h e r m a l flow within the r o l l s u r f a c e . The e x a c t
c o e f f i c i e n t is not g r e a t l y a f f e c t e d b y t e m p e r a t u r e in s h a p e of the a r c of c o n t a c t within the b i t e a r e a is b a s e d
the r a n g e of i n t e r e s t . T h e s e quench zone a s s u m p t i o n s upon c a l c u l a t i o n s of the Hsu F o r c e - T o r q u e - S l i p Model,
a r e the s a m e a s t h o s e u s e d b y R o b e r t s . 24 which the h e a t p a r t i t i o n r o u t i n e c a l l s upon d i r e c t l y .
The next s t e p is to c a l c u l a t e the h e a t flows and t e m - In a d d i t i o n to the nodes l o c a t e d within the b o d i e s of
p e r a t u r e s of r o l l and s t r i p a s t h e y p r o g r e s s through the s t r i p and r o l l , nodes a r e a l s o l o c a t e d on t h e i r s u r -
the b i t e . Any s t r i p quenching that m u s t be c o n s i d e r e d f a c e s . T h e s e s u r f a c e nodes a r e c o n n e c t e d through a
a f t e r e m e r g e n c e f r o m the b i t e is done b y a g a i n c a l l i n g c o n d u c t a n c e e l e m e n t which s i m u l a t e s the oxide and
on the s t r i p c o o l i n g r o u t i n e . l u b r i c a n t f i l m s e p a r a t i n g the s u r f a c e s . The v a l u e of
Heat Partition Routine. This r o u t i n e c a l c u l a t e s the t h i s conductance is d e t e r m i n e d b y c o m p a r i n g m e a s u r e d
t r a n s i e n t h e a t flow b e t w e e n s t r i p and r o l l throughout and p r e d i c t e d r o l l and s t r i p t e m p e r a t u r e s , using a
the c o n t a c t length of the r o l l b i t e . A g e n e r a l p u r p o s e r a n g e of a s s u m e d c o n d u c t a n c e s . The c o n d u c t a n c e s
t h e r m a l a n a l y z e r c o m p u t e r p r o g r a m c a l l e d SINDA ~'~6 r a n g e d f r o m 80,000 to 250,000 B t u / f t 2 - h - ~ but w e r e
is u t i l i z e d . A n u m e r i c a n a l y s i s s o l u t i o n is p r o v i d e d m o s t l y c l u s t e r e d at 150,000 ~=30,000.
u s i n g finite d i f f e r e n c e s . The d e f o r m a t i o n e n e r g y and f r i c t i o n e n e r g y d i s s i -
V a l u a b l e f e a t u r e s of t h i s c o m p u t e r p r o g r a m f o r p a t e d within the r o l l b i t e a r e c a l c u l a t e d f r o m the Hsu
p r e s e n t p u r p o s e s include: (1) a l a r g e v a r i e t y of e f f i - F o r c e - T o r q u e - S l i p Model. It is a s s u m e d that 96 p c t
cient s t e a d y - s t a t e and t r a n s i e n t e x e c u t i o n r o u t i n e s ; of the d e f o r m a t i o n e n e r g y is d i s s i p a t e d u n i f o r m l y
(2) a b i l i t y to handle a l l t h r e e m o d e s of h e a t flow (con- t h r o u g h the s t r i p t h i c k n e s s a s heat, while the f r i c t i o n
duction, convection and r a d i a t i o n ) ; (3) e a s y handling of e n e r g y is d i v i d e d e q u a l l y b e t w e e n the r o l l and s t r i p
n o n l i n e a r i t i e s ; (4) a l l o w a n c e of u s e r - s p e c i f i e d c a l c u l a - s u r f a c e nodes. The r e m a i n i n g 4 pct of the d e f o r m a t i o n
tions within the f r a m e w o r k of the n e t w o r k s o l u t i o n ; (5) e n e r g y b e c o m e s s t o r e d e n e r g y in the s t r i p . The d i s -
node and c o n d u c t o r g e n e r a t i n g r o u t i n e s for up to t h r e e t r i b u t i o n of the d e f o r m a t i o n and f r i c t i o n e n e r g i e s
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1 9 7 4 - 2 4 8 5
through the bite is n o n u n i f o r m and is therefore a func-
tion of position within the bite as calculated by the Hsu
model.
Cerni et al aT and Peck e t a128 assumed averaged and
uniform deformation and friction energy sources
through the arc of contact based on an average strip
velocity. Parke and Baker29 elected to divide the roll
bite into four distinct heat transfer zones, treating
each one s e p a r a t e l y . S e r e d y n s k i ~~ and B r a d l e y e t a l a~
a s s u m e d heat supplied to the r o l l s was p r o p o r t i o n a l to
the r o l l bite contact a r e a , t e m p e r a t u r e d i f f e r e n c e b e -
tween s t r i p and r o l l , and t i m e of contact. D a l h e i m e r 32
c o n f i r m e d the s t r o n g d e p e n d e n c e of heat t r a n s f e r in
the contact a r e a due to i n t e r m e d i a t e l a y e r s of m a t e -
r i a l such as oxide coating and l u b r i c a n t f i l m . F i o r e n -
tino e t a l ~3 a g r e e d that heat g e n e r a t i o n r a t e s within the
c o n t a c t zone could be d e r i v e d f r o m s l i p - l i n e theory,
but i n s t e a d used a v e r a g e v a l u e s a s a f i r s t - o r d e r e s t i -
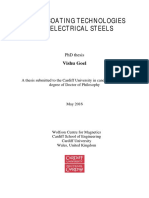
m a t e . Steindl and Rice, 34 Koot,6 and Inhaber3s ac- Fig. 9--Roll coolingtest rig.
counted for the noncontinuousheat generation through
the roll bite as a function of relative speed between
strip and roll, material properties, and stresses.
[
LI_ I 0 0 0
Inhaber and others also confirmed that a portion (2 to ~I
5 pct) of the deformation energy generated in the roll ,-F
bite remains latent in the strip as stored energy.
8o0
In the present model, the heat flow and tempera-
rTl
tures are calculated at 500 equal time intervals, each
one corresponding to movement of the roll through an LL
IJJ 6 0 0
angle equivalent to the roll wedge. The temperatures 0
of the roll wedge and strip are assumed uniformim- 0
r'r"
mediately before contact. Heat flows into and out of Ill
each node and into and out of the entire network are D_ 4 0 0
O0 Puddle
integrated at each time step and are available as a
check at the end of the bite. [32
The model provides a summation of heat flow to the b-" 2OO
roll, strip, and coolant. Roll and strip temperatures
throughout the bite and the average exiting strip tem- L.!_I zzteLocotions
perature are outputs. -:- t ..... t ,
0 0o 90 o 180 ~
N o m i n a l R o l l T e m p e r a t u r e R o u t i n e . The r o l l t e m -
ANGULAR POSITION ON ROLL
perature routine assumes steady-state temperature
and heat flow conditions. At this stage it a l s o a s s u m e s Fig. 10--Local instantaneousheat transfer coefficientprofile
u n i f o r m t e m p e r a t u r e s and no heat flow in the width d i - for three rows of close-spaced nozzles.
r e c t i o n . V a r i a t i o n s of t h e s e p a r a m e t e r s in the width
d i r e c t i o n a r e p r o v i d e d l a t e r , in the Roll T h e r m a l C a m - tel cooling e q u i p m e n t is located on the other side. The
b e r Model. steel roll is hollow and has a 0.012-in. thick copper
A heat flow b a l a n c e on the work r o l l s is made b y s e t - window bonded to an epoxy insulator to serve as a
ting the heat flow to the work r o l l s (from the heat p a r - slope calorimeter. A thermocouple employing0.001-
t i t i o n r o u t i n e ) equal to the s u m of l o s s e s to the work in. diameter wires is welded to the backside of the
r o l l and backup r o l l coolants. All heat flow to the b a c k - copper window. Oscillographic recordings of the ther-
up r o l l is a s s u m e d to be b y conduction f r o m the work mocouple output, transmitted via an internally mounted
roll. FM radio system, provide data for the calculation of
The heat flow to the r o l l s is a function of r o l l and local instantaneous heat transfer coefficient throughout
s t r i p t e m p e r a t u r e s e n t e r i n g the bite. The heat p a r t i - the quench zone. Extensive roll cooling data have been
tion r o u t i n e s o l v e s for the heat flow over a wide r a n g e accumulated for many spray patterns employingboth
of e n t e r i n g r o l l and s t r i p t e m p e r a t u r e s and c a l c u l a t e s oil-base and water-base coolants.
a f u n c t i o n a l r e l a t i o n s h i p which then is provided to the An example of a heat transfer coefficient profile is
n o m i n a l r o l l t e m p e r a t u r e r o u t i n e for each c a s e . shown in Fig. 10. The overall thermal conductanceof
The work r o l l s a r e cooled with s p r a y s which m a y the cooling zone is obtained by integrating the area
i m p i n g e at s e v e r a l l o c a t i o n s both on the e n t r y and exit under the heat transfer coefficient curve.
s i d e s . In o r d e r to d e t e r m i n e the o p t i m u m location, In the course of the work with the roll cooling rig,
angle, p r e s s u r e , and n o z z l e type for the s p r a y s , as means were found to increase the cooling efficiency
well as to p r o v i d e heat t r a n s f e r data for the models, of several production mills by a factor of four without
a s p e c i a l r o l l cooling t e s t rig, shown in Fig. 9, was increasing the supply volume or pressure, or chang-
c o n s t r u c t e d . A 90 kW r a d i a n t lamp h e a t e r is located ing the coolant composition. This was one of those
on one side of a 20-in. d i a m e t e r roll, and e x p e r i m e n - early practical results which engendered considerable
2486-VOLUME 5,DECEMBER 1974 METALLURGICAL TRANSACTIONS
e n t h u s i a s m in p r o d u c t i o n m a n a g e m e n t for a c c e l e r a t e d Heat l o s s to b a c k u p r o l l s and b a c k u p r o l l c o o l a n t is
p u r s u i t of the p r o j e c t . c a l c u l a t e d by the E n e r g y B a l a n c e Model d e s c r i b e d
The h e a t flow f r o m the b a c k u p r o l l s to c o o l a n t is earlier.
c o m p u t e d f r o m the t h e r m a l conductance of the s p r a y s Heat r e m o v a l b y the c o o l a n t s p r a y s can be t r e a t e d
a p p l i e d to the b a c k u p r o l l and the e m p i r i c a l o b s e r v a - b y e i t h e r of two a p p r o a c h e s . F o r t r a n s i e n t conditions,
tion t h a t the t e m p e r a t u r e d i f f e r e n c e b e t w e e n b a c k u p the h e a t t r a n s f e r c o e f f i c i e n t of the s p r a y s can be f o r -
r o l l s and c o o l a n t n o r m a l l y is c l o s e to o n e - t h i r d that m u l a t e d a s a function of p o s i t i o n on the r o l l c i r c u m -
b e t w e e n w o r k r o l l s and c o o l a n t . This a s s u m p t i o n s i m - ference. For equilibrium steady-state conditions, a
p l i f i e s the s o l u t i o n of the w o r k r o l l h e a t flow b a l a n c e t o t a l t h e r m a l conductance a r o u n d the r o l l c i r c u m f e r -
and n o m i n a l r o l l t e m p e r a t u r e . ence can be used. F o r e i t h e r c a s e , the h e a t t r a n s f e r
The e n e r g y b a l a n c e d i s c u s s e d thus f a r was s i m p l i - p r o p e r t i e s of the coolant s p r a y s w e r e d e t e r m i n e d e x -
fied b y c o n s i d e r i n g only one m i l l stand. L a t e r , m u l t i - p e r i m e n t a l l y on the m o c k - u p r o l l c o o l i n g r i g for s p e -
s t a n d m a s s and e n e r g y b a l a n c e p r o g r a m s will be c o n - c i f i c s p r a y p a t t e r n s , c o o l a n t flows, and r o l l v e l o c i t i e s ,
s i d e r e d . T h e y will show how the m o d e l s a r e c o m b i n e d . as described earlier.
E x c e p t for P a r k e , Koot, Hogshead, and W i l m o t t e and
Mignon, m o s t r e s e a r c h e r s have n e g l e c t e d the c o o l i n g
R o l l T h e r m a l C a m b e r Model
quench of the b a c k u p r o l l s . Like P a r k e , the p r e s e n t
The p u r p o s e of the Roll T h e r m a l C a m b e r Model is s t u d y concluded that the h e a t t r a n s f e r r e d a c r o s s the
to c a l c u l a t e the t h e r m a l e x p a n s i o n of the w o r k r o l l s w o r k / b a c k u p r o l l i n t e r f a c e can be quite i m p o r t a n t . A c -
v s width. Heating and c o o l i n g both v a r y a c r o s s the c o r d i n g l y , the h e a t b a l a n c e d e v e l o p e d i n c l u d e s this e f -
width, l e a d i n g to t h e r m a l d i s t o r t i o n . This d i s t o r t i o n f e c t a s a function of the t e m p e r a t u r e d i f f e r e n t i a l and
not only a f f e c t s p r o d u c t f l a t n e s s , but a l s o w e a r and the net effective t h e r m a l conductance of the b a c k u p
life of the r o l l . F u r t h e r m o r e , e x c e s s i v e w o r k r o l l r o l l sprays.
t e m p e r a t u r e , and t h e r e f o r e c a m b e r , often l i m i t s p r o - The m o d e l u t i l i z e s a f i n i t e - d i f f e r e n c e n u m e r i c a l s o -
duction s p e e d . Thus, d e v e l o p m e n t of a m a t h e m a t i c a l lution s i m i l a r to that u s e d b y l>arke. The r o l l c r o s s -
m o d e l r e l a t i n g r o l l t e m p e r a t u r e and shape to o t h e r s e c t i o n n e t w o r k is divided c i r c u m f e r e n t i a l l y by r a d i a l
p r o c e s s i n g p a r a m e t e r s is i n d i s p e n s a b l e to e s t a b l i s h - l i n e s into s m a l l w e d g e s ; and r a d i a l l y b y c o n c e n t r i c c i r -
ing o p t i m u m d e s i g n , o p e r a t i n g , and p r o c e s s c o n t r o l c l e s into l a y e r s of equal o r v a r y i n g t h i c k n e s s . The
factors. w o r k r o l l width is d i v i d e d into a n u m b e r of equal s e g -
C o m p a r e d with s o m e o t h e r a s p e c t s of r o i l i n g , l i t t l e m e n t s . S y m m e t r y about the r o l l c e n t e r line is a s s u m e d .
h a s b e e n p u b l i s h e d c o n c e r n i n g the o v e r a l l r o l l t h e r m a l The n e t w o r k i s p s e u d o t h r e e - d i m e n s i o n a l . E a c h v o l u -
p r o b l e m . A few c o m p r e h e n s i v e w o r k s have a p p e a r e d m e t r i c e l e m e n t node is i n t e r c o n n e c t e d r a d i a l l y and a x -
in t h e p a s t few y e a r s , m o s t n o t a b l y t h o s e of C e r n i , z7 i a l l y with its n e i g h b o r i n g e l e m e n t n o d e s . No h e a t c o n -
Peck, m P a r k e , 2 9 Hogshead,3S and Koot.6 The f i r s t four duction is a l l o w e d in the c i r c u m f e r e n t i a l d i r e c t i o n , an
w e r e c o n c e r n e d p r i m a r i l y with t h e r m a l v a r i a t i o n s a s s u m p t i o n that is r e a l i s t i c b e c a u s e of the high r o l l
t h r o u g h the r o l l c r o s s s e c t i o n , but i g n o r e d the t h e r m a l r o t a t i o n a l s p e e d s and b e c a u s e s t e e l is a r e l a t i v e l y p o o r
c a m b e r a s p e c t s in the a x i a l d i r e c t i o n . Koot a n a l y z e d t h e r m a l c o n d u c t o r . The t h i r d d i m e n s i o n is o b t a i n e d b y
the t o t a l t h e r m a l r e l a t i o n s of the r o l l i n g p r o c e s s , i n - r o t a t i n g the e l e m e n t a l wedge through c i r c u m f e r e n t i a l
cluding d i r e c t r e l a t i o n s h i p with the p r i m a r y r o l l i n g b o u n d a r y c o n d i t i o n s a s a function of t i m e . In addition,
p r o c e s s p a r a m e t e r s . P a r k e and Koot a p p e a r to have no h e a t l o s s e s o r gains a r e a s s u m e d at the r o l l b a r r e l
p r o v i d e d the b e s t a c c o u n t i n g of the o v e r a l l heat b a l a n c e . ends.
S e v e r a l o t h e r a u t h o r s , notably B e c k e r and Konig, 37 D u r i n g d e v e l o p m e n t of the m o d e l , t h i s t r a n s i e n t n e t -
Polukhin, 38 B e e s t o n and E d w a r d s , 39 and W i l m o t t e and w o r k solution was four~d to r e q u i r e a l a r g e amount of
Mignon, ~ have i n v e s t i g a t e d the t h e r m a l c a m b e r along c o m p u t e - t i m e . In addition, it was d e t e r m i n e d t h a t for
the r o l l b a r r e l . T h e s e w o r k s , h o w e v e r , u s e d s i m p l i - m o s t m i l l s t u d i e s , an e q u i l i b r i u m s t e a d y - s t a t e solution
f i e d and l e s s e x a c t s o l u t i o n s of the r o l l c r o s s - s e c t i o n was sufficient. C o n s e q u e n t l y , the m o d e l was m o d i f i e d
h e a t b a l a n c e . The p r i m a r y e f f o r t of B e e s t o n and E d - f o r e q u i l i b r i u m solution b y s i m p l y a l l o w i n g the r a d i a l
w a r d s was d e v e l o p m e n t of a s i m p l i f i e d m o d e l for r e a l - w e d g e s to b e c o m e one wedge c o v e r i n g the e n t i r e c i r -
t i m e , o n - l i n e p r o c e s s c o m p u t e r c o n t r o l , r a t h e r than a cumference.
m o r e c o m p r e h e n s i v e m o d e l f o r p a r a m e t e r and d e s i g n It was found, in c o m m o n with P a r k e , Peck, and o t h -
studies. e r s , that the p r i m a r y a r e a of h e a t t r a n s f e r was in the
The p r e s e n t e f f o r t was d i r e c t e d t o w a r d d e v e l o p m e n t o u t e r l a y e r s o r " t h e r m a l t i r e " of the w o r k r o l l . R a t h e r
of a c o m p r e h e n s i v e Roll T h e r m a l C a m b e r Model along than i g n o r e the c e n t e r c o r e of the r o l l , it p r o v e d b e s t
the s a m e l i n e s a s P a r k e and Koot, i n c l u d i n g i n c o r p o r a - to u s e a Iogar~thmic t h i c k n e s s variation of the r a d i a l
tion of the t h r e e - d i m e n s i o n a l a s p e c t a l o n g the r o l l width. e l e m e n t s . The p r e s e n t m o d e l is a 5 b y 20 r a d i a l - a x i a l
The e n t e r i n g s t r i p t e m p e r a t u r e is a s s u m e d to b e c o n - n e t w o r k , although any n e t w o r k s i z e can be s p e c i f i e d .
s t a n t a c r o s s the width. Heat flow to the r o l l v a r i e s with Network c o n d u c t a n c e s and c a p a c i t a n c e s a s functions
width d e p e n d i n g on the l o c a l d i f f e r e n c e in r o l l and s t r i p of t e m p e r a t u r e a r e updated e v e r y 5 i t e r a t i o n s . Heat
t e m p e r a t u r e e n t e r i n g the b i t e . This is p a r t i c u l a r l y i m - conducted into the r o l l is updated e v e r y i t e r a t i o n a s a
p o r t a n t b e c a u s e l a r g e v a r i a t i o n s in r o l l t e m p e r a t u r e s function of the a c t u a l r o l l s u r f a c e t e m p e r a t u r e at the
m a y o c c u r due to m a n i p u l a t i o n of i n d i v i d u a l c o o l i n g s t a r t of that i t e r a t i o n . C a l c u l a t i o n s t a b i l i t y and s t e a d y -
zones and a x i a l conduction. An a s s u m p t i o n of c o n s t a n t s t a t e c r i t e r i a a r e a l s o i m p o s e d on t h e n e t w o r k solution.
h e a t input could l e a d to quite e r r o n e o u s r e s u l t s . The Along the r o l l a x i s f r o m c e n t e r line to r o l l end, the
p r o g r a m a l l o w s p r e s s u r e m o d u l a t i n g of each s p r a y 20 n e t w o r k e l e m e n t s at the s u r f a c e a r e s u b d i v i d e d f u r -
zone ( t y p i c a l l y 2 - i n . wide) to a d j u s t t h e r m a l c a m b e r s . t h e r to p r o v i d e i n t e g r a t e d and weighted a v e r a g e s of r o l l
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1 9 7 4 - 2 4 8 7
b i t e h e a t inputs, coolant t h e r m a l c o n d u c t a n c e s , and INPUT DATA
t e m p e r a t u r e s . Heat t r a n s f e r to the b a c k u p r o l l s is c o n -
s i d e r e d to be u n i f o r m a c r o s s the r o l l i n t e r f a c e . C o o l - Roll Dimensions
ing p a t t e r n s (e.g., zone off-on, zone p r e s s u r e , puddle,
and r o l l end r u n - o f f ) and t e m p e r a t u r e v a r i a t i o n s of
I
E Entry Strip Dimensions
c o o l a n t m a y be s p e c i f i e d in any d e s i r e d m a n n e r a c r o s s
the r o l l f a c e .
!
N e t w o r k solution of the h e a t b a l a n c e and h e a t c o n - Strip Tension Distributions
duction throughout the w o r k r o l l body u t i l i z e s the SINDA
c o m p u t e r p r o g r a m r e f e r r e d to p r e v i o u s l y . Once the
I
Bending Jack Forces
n e t w o r k solution h a s b e e n a c h i e v e d , the e q u i l i b r i u m
t e m p e r a t u r e s throughout the r o l l a r e a v a i l a b l e for t h e r - 1
m a l e x p a n s i o n c o m p u t a t i o n . T h e r m a l e x p a n s i o n of the Desired Reduction
r o l l a c r o s s the width is c a l c u l a t e d b y s u m m i n g the
I
t h e r m a l e x p a n s i o n of the nodes in each r a d i a l wedge
and a s s u m i n g no c o n s t r a i n t b e t w e e n a d j a c e n t e l e m e n t s .
[ M~II and Work Piece Properties
Although this technique of i n d e p e n d e n c e of width e l e - COMPUTATION
m e n t s d o e s i n t r o d u c e an e r r o r due to s h e a r s t r e s s e s x.
b e t w e e n a d j a c e n t e l e m e n t s , the e r r o r is n o r m a l l y ]ter~tlve Schemesfor Obtaining Compatible
s m a l l due to the f a c t that t e m p e r a t u r e v a r i e s s l o w l y PressureDistributions /
with a x i a l d i s t a n c e . In the v i c i n i t y of the s t r i p edge,
w h e r e a r a p i d d r o p in r o l l t e m p e r a t u r e s often o c c u r s , ~ OUTPUT PRINTOUT
the e r r o r m a y be of s e c o n d - o r d e r s i g n i f i c a n c e . B e e -
ston and E d w a r d s u s e d a weighted influence function to I I
s m o o t h the t h e r m a l c a m b e r p r o f i l e in the v i c i n i t y of WR/Strlp IWR/BUR l IExtStr'p I
the s t r i p edge. Such a technique is b e i n g e v a l u a t e d in
_Press.Dist. IPross. ITensi~ Dist'l
the p r o g r a m but is not y e t i n c o r p o r a t e d in the p r e s e n t
R o l l T h e r m a l C a m b e r Model. It i s b e l i e v e d that the
p r e s e n t m o d e l h a s a d e q u a t e a c c u r a c y f o r the intended
applications. Exit Str~p
Strain
JJ I WR/Strip [
Contact
~WR/ UR
ICon| tact
Profile ] Length LLenc h
R o l l Gap and S t r i p Shape Model
The m a i n p u r p o s e of t h i s m o d e l is to p r e d i c t exit Fig. l l - - F l o w chart of roll gap and strip shape model.
s t r i p t h i c k n e s s p r o f i l e and f l a t n e s s a s functions of
e n t r y s t r i p p r o f i l e and f l a t n e s s , e n t r y and e x i t s t r i p the P o i s s o n ' s r a t i o s t r a i n a s s o c i a t e d with the b e n d i n g
tensile stresses, roll bending jack pressures, mill s t r e s s e s o v e r e i t h e r the top o r b o t t o m half of the r o l l
s p e e d , and m e c h a n i c a l g r i n d and t h e r m a l c a m b e r p r o - c r o s s s e c t i o n . The s h e a r d i s p l a c e m e n t can a l s o b e
f i l e s of the w o r k and b a c k u p r o l l s . P o r t i o n s of t h e s e c a l c u l a t e d using e l e m e n t a r y b e a m t h e o r y . H o w e v e r ,
functional r e l a t i o n s have b e e n r e p o r t e d b y m a n y r e - in the c o u r s e of the p r e s e n t work, the s h e a r c o e f f i -
s e a r c h e r s , including O ' C o n n e r and W e i n s t e i n , 2 Kuhn cient was d e t e r m i n e d b y a m o d i f i e d p r o c e d u r e which
and W e i n s t e i n , 41 and Tong, et al. 42~43 H o w e v e r , none t a k e s into account not o n l y the t r a n s v e r s e s h e a r d i s -
of the p u b l i s h e d w o r k s s e e m s to d e a l with the c o m - p l a c e m e n t but a l s o a d i s p l a c e m e n t of the r o l l a x i s
p l e t e s e t of v a r i a b l e s . In the p r e s e n t work, the i n d i - c a u s e d b y d i f f e r e n c e s of l o n g i t u d i n a l P o i s s o n ' s r a t i o
v i d u a l effect of e a c h of t h e s e v a r i a b l e s is c o n s i d e r e d e x p a n s i o n f r o m top to b o t t o m of t h e r o l l s . The l o n g i -
and t h e i r c o m b i n e d effect is c o m p u t e d . This p e r m i t s tudinal P o i s s o n ' s r a t i o e x p a n s i o n is due to p r e s s u r e
c l o s e s i m u l a t i o n of the r o l l i n g c o n d i t i o n s on a p r o d u c - g r a d i e n t o v e r the height of the r o l l c r o s s s e c t i o n ; t h i s
tion m i l l . p r e s s u r e g r a d i e n t r e s u l t s f r o m the a p p l i e d s u r f a c e
The s t r u c t u r e of the Roll Gap and S t r i p Shape Model loading. The l o n g i t u d i n a l P o i s s o n ' s r a t i o effect is s i g -
is r e p r e s e n t e d b y the flow c h a r t shown in F i g . 11. With nificant and not c o n s i d e r e d in o t h e r m o d e l s , to the a u -
inputs of known p r o p e r t i e s , d e s i r e d o p e r a t i n g f a c t o r s t h o r ' s knowledge.
and outputs of the p r i o r m o d e l s , it p r e d i c t s m a n y m e - The c a l c u l a t i o n of l o c a l f l a t t e n i n g is m o r e c o m p l i -
c h a n i c a l q u a n t i t i e s , i n c l u d i n g e x i t s t r i p t h i c k n e s s and c a t e d than the o t h e r d i s p l a c e m e n t c o m p o n e n t s . Its e f -
d i f f e r e n t i a l s t r a i n p r o f i l e s a s well a s e n t r y and exit f e c t on the t o t a l r o l l d i s p l a c e m e n t is a l s o m o r e p r o -
s t r i p t e n s i o n d i s t r i b u t i o n s a c r o s s the width. nounced f o r m a n y p r a c t i c a l c a s e s . Kuhn and W e i n s t e i n ,
The c a l c u l a t i o n s of the w o r k r o l l gap, and t h e r e f o r e and O ' C o n n o r and W e i n s t e i n e m p l o y e d the B o u s s i n e s q ' s
e x i t s t r i p p r o f i l e , a r e c a r r i e d out in the following m a n - s o l u t i o n of e l a s t i c h a l f - s p a c e f o r c a l c u l a t i n g r o l l s u r -
n e r . F o r e a s e of a n a l y s i s , the r o l l s u r f a c e d i s p l a c e - f a c e flattening. Tong, et al, on the o t h e r hand, u s e d
m e n t is d i v i d e d into four d i f f e r e n t c o m p o n e n t s s i m i l a r F o e p p l ' s t w o - d i m e n s i o n a l c o n t a c t t h e o r y . The f o r m e r
to t h o s e of Kuhn and W e i n s t e i n : 4L bending, s h e a r , l o c a l h a s the d i s a d v a n t a g e of n e g l e c t i n g the s u r f a c e c u r v a -
f l a t t e n i n g and r a d i a l P o i s s o n ' s r a t i o e x p a n s i o n . The t u r e s of the r o i l s while the l a t t e r s u f f e r s the i n a c c u -
c a l c u l a t i o n of b e n d i n g d i s p l a c e m e n t is quite s t r a i g h t - r a c i e s a r i s i n g f r o m t h e width effect, e s p e c i a l l y when
f o r w a r d with the u s e of e l e m e n t a r y b e a m t h e o r y . The severely nonuniform pressure distribution exists
r a d i a l P o i s s o n ' s r a t i o d i s p l a c e m e n t is the r e s u l t of a c r o s s the width of the r o l l s . In the p r e s e n t work, the
b e n d i n g s t r e s s e s and can b e c a l c u l a t e d by i n t e g r a t i n g f l a t t e n i n g a l o n g the w o r k r o l l / s t r i p i n t e r f a c e is c a l c u -
2488-VOLUME 5, DECEMBER 1974 METALLURGICAL TRANSACTIONS
l a t e d u s i n g an i m p r o v e d v e r s i o n of the t h r e e - d i m e n - 3. P o s s i b l e end pinching of the w o r k r o l l s when
s i o n a l e l a s t i c h a l f - s p a c e t h e o r y . It is b e l i e v e d that r o l l i n g thin s t r i p is t a k e n into account.
t h i s a p p r o a c h is m o r e a p p r o p r i a t e in view of the a b r u p t 4. P o s s i b l e n o n - c o n t a c t i n g gaps a l o n g the w o r k r o l l /
p r e s s u r e d r o p o u t s i d e the e d g e s of the s t r i p . The f l a t - b a c k u p r o l l i n t e r f a c e s , c a u s e d b y r o l l end r e l i e f s o r
t e n i n g b e t w e e n the w o r k and b a c k u p r o l l s is c a l c u l a t e d a b r u p t change of r o l l p r o f i l e s , a r e t a k e n into account.
u s i n g the t w o - d i m e n s i o n a l c o n t a c t t h e o r y with a f o r - 5. The i n t e r r e l a t i o n s b e t w e e n the d i s t r i b u t i o n s of
m u l a d e v e l o p e d b y Loo. 44 This c h o i c e is d i c t a t e d b y r o l l i n g p r e s s u r e s , s t r i p p r o f i l e s , and s t r i p t e n s i o n s
the m o r e p r o n o u n c e d c u r v a t u r e effect b e t w e e n two c o n - are considered.
v e x s u r f a c e s and the e x p e c t e d s m o o t h p r e s s u r e d i s t r i - The flow c h a r t shows only the s t a n d a r d output c o n -
b u t i o n s a l o n g the i n t e r f a c e b e t w e e n w o r k r o l l and b a c k - f i g u r a t i o n . An option i s a v a i l a b l e w h e r e i n the d e s i r e d
up r o l l . exiting s t r i p s h a p e and s t r a i n d i s t r i b u t i o n a r e s p e c i -
An influence function was d e r i v e d f o r e a c h d i s p l a c e - f i e d and the output is the i d e a l w a r m s h a p e of the w o r k
m e n t c o m p o n e n t . With the r o l l s d i v i d e d into m a n y s e g - r o l l . This shape is a c o m b i n a t i o n of the m e c h a n i c a l
m e n t s , not n e c e s s a r i l y of the s a m e width, the net d i s - shape and the t h e r m a l c a m b e r . This i m p o r t a n t c a p a b i l -
p l a c e m e n t of the r o l l s f o r a given p r e s s u r e d i s t r i b u t i o n ity will be d i s c u s s e d in m o r e d e t a i l l a t e r . The v a r i o u s
can be d e t e r m i n e d b y f i r s t finding the effect of each outputs of this m o d e l will a l s o b e i l l u s t r a t e d in c o n n e c -
s e g m e n t u s i n g the influence functions and then s u m - tion with an e x a m p l e of the c o m b i n e d m o d e l s .
ming for all segments.
The d e s c r i p t i o n of r o l l d i s p l a c e m e n t a p p l i e s to r o l l s
COMBINING THE BASIC MODELS
with known p r e s s u r e d i s t r i b u t i o n . B e c a u s e p r e s s u r e
d i s t r i b u t i o n is not known a p r i o r i , the d i s p l a c e m e n t s Up to t h i s point we have c o n s i d e r e d the b a s i c b l o c k s
and p r e s s u r e d i s t r i b u t i o n s have to be c a l c u l a t e d s i m u l - of the o v e r a l l m o d e l and t h e i r u s e f o r a s i n g l e r o l l i n g
t a n e o u s l y . This is done b y t h r e e m a j o r i t e r a t i o n m i l l stand. Two p r o g r a m s a r e now i n t r o d u c e d which
s c h e m e s , e a c h of which s e a r c h e s f o r r o l l d i s p l a c e - a r e for m u l t i s t a n d o r m u l t i p a s s s i t u a t i o n s . One is the
m e n t s o r s t r i p s t r a i n s that a r e c o m p a t i b l e with the r e d u c t i o n s c h e d u l e p r o g r a m and the o t h e r is the m u l t i -
p r e s s u r e o r t e n s i o n d i s t r i b u t i o n s and m e c h a n i c a l c o n - s t a n d e n e r g y b a l a n c e p r o g r a m . T h e s e a r e m a s s and
s t r a i n t s in a c o n v e r g i n g p r o c e d u r e . E x t e n s i v e use of energy conservation programs that track these fac-
the F o r c e - T o r q u e - S l i p Model is r e q u i r e d . t o r s through a t a n d e m m i l l o r m u l t i p l e p a s s e s t h r o u g h
M a j o r f e a t u r e s of the m o d e l include: one o r s e v e r a l m i l l s .
1. W o r k r o l l , d e f l e c t o r , o r b a c k u p r o l l j a c k f o r c e s
a r e c o n s i d e r e d a s input d a t a f o r o p t i m i z i n g s t r i p shape.
R e d u c t i o n Schedule P r o g r a m
2. The r o l l and s t r i p p r o f i l e s a r e input a s r o l l r a -
dius d e v i a t i o n v s the d i s t a n c e f r o m the c e n t e r of the The p r i n c i p a l r e a s o n for t h i s p r o g r a m is to e n s u r e
m i l l , a s X - Y p a i r s . T h i s e n a b l e s the s p e c i f i c a t i o n of the c o m p a t i b i l i t y of s t r i p s p e e d throughout a m u l t i -
any c o m p l i c a t e d r o l l and s t r i p p r o f i l e s . s t a n d m i l l , and to f u r t h e r e n s u r e the c o m p a t i b i l i t y of
MASTER PROGRAM
J I I
I i
Reduction Schedule Progl
I
Multlstand Energy Balance Program
I Common
I Data
I
I
Base
Force-Torque-Slip Model ]
j Input
I
Stream
w
Every
Input
Energy Balance Model
t 1
and I
Stored ~-- Output Thermal Camber Model
Data Variable I
Each
Alloy
and
Constant
I
Data Link and Stored
Roll Gap and Strip Shape ModeiI I
.... Control Link Mill I
Fig. 1 2 - - M a s t e r p r o g r a m and c o m m o n data b a s e .
Output: Printing, Plotting
i
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1974-2489
s t r i p and r o l l speed at each stand of such a m i l l . To
do so, this p r o g r a m i n t e r n a l l y c a l l s upon the Hsu Table I. Options for Solving the Rolling Model
F o r c e - T o r q u e - S l i P Model to c a l c u l a t e load, torque,
power, and f o r w a r d slip for each stand. F o r a m u l t i - Exit Strip WorkRoll WorkRoll WorkRoll
Solution Shapeand Mechanical Thermal Jack
s t a n d m i l l , this p r o g r a m m u s t i t e r a t e to d e t e r m i n e
Option Flatness Shape Camber Pressure
the i n d i v i d u a l s t a n d speed c o m p a t i b l e with the o v e r a l l
m a s s flow through the m i l l . A n u m b e r of options allow Strip Shape Result G G G
the u s e r to d e s c r i b e the d e s i r e d p a s s s e q u e n c e at each RollMechanical G Result G G
Shape -
s t a n d in s e v e r a l ways: (1) f o r c e r a t i o s ; (2) g r o s s h o r s e - RollThermal G G Result G
power r a t i o s ; (3) r e d u c t i o n ; or (4) i n c o m i n g and out- Camber
going gage. Jack Pressure G G G Resuli
T h e s e options r e q u i r e the u s e r to s p e c i f y a d e s i r e d IdealWarmWork G * * G
s p e e d on the l a s t stand. A l t e r n a t i v e s to this a r e a u t o - Roll Shape
m a t i c r o u t i n e s to d e t e r m i n e (1) the m a x i m u m speed G = Given.
p e r m i s s i b l e within the c o n s t r a i n t s of speed cone and *Result= Sumof these two.
h o r s e p o w e r for a given m i l l , or (2) the speed and r e -
duction s e q u e n c e which will give the s a m e specified
m a x i m u m r o l l t e m p e r a t u r e on each s t a n d u n d e r full With the m a s t e r p r o g r a m c o n t r o l l i n g the s e q u e n c e of
cooling conditions. This l a t t e r option involves a u t o - c a l c u l a t i o n s , m a n y p o s s i b l e c o m b i n a t i o n s e x i s t for u s -
m a t i c i t e r a t i o n of the e n e r g y b a l a n c e heat p a r t i t i o n ing the m o d e l s , depending on the p u r p o s e of an a n a l y -
and s t r i p cool r o u t i n e s with the r e d u c t i o n schedule s i s . A p a r t i a l l i s t of execution options is shown in
program. T a b l e I. F o u r b a s i c f a c t o r s which influence each other
a c r o s s the r o l l gap a r e : exiting s t r i p shape and f l a t -
n e s s , work r o l l m e c h a n i c a l shape, work r o l l t h e r m a l
Multistand Energy Balance P r o g r a m
c a m b e r , and work r o l l jack p r e s s u r e . Routines a r e
The p u r p o s e of this p r o g r a m is to p e r f o r m an o v e r - a v a i l a b l e , a s the table shows, that allow c a l c u l a t i o n of
all heat b a l a n c e c a l c u l a t i o n of the e n t i r e r o l l i n g p r o - any one of t h e s e f a c t o r s when the other t h r e e a r e s p e c -
c e s s in a m i l l equipped with any n u m b e r of stands and ified. If backup r o l l b e n d i n g is a v a i l a b l e on a given
s t r i p quench zones. This p r o g r a m p r o c e e d s s e q u e n - m i l l , it can be included as a fifth factor in the s e r i e s .
t i a l l y through the m i l l in the r o l l i n g d i r e c t i o n . F o r Another option, m e n t i o n e d e a r l i e r in the d i s c u s s i o n
each s t r i p quench zone it c a l l s on the s t r i p cooling of the Roll Gap and Strip Shape Model, is to c a l c u l a t e
r o u t i n e of the E n e r g y B a l a n c e Model d e s c r i b e d e a r - the ideal w a r m work r o l l shape when d e s i r e d s t r i p
l i e r . The p r o g r a m then c a l l s on the heat p a r t i t i o n and shape and a jack p r e s s u r e a r e provided. Two a p -
n o m i n a l r o l l t e m p e r a t u r e r o u t i n e s for each stand, f e e d - p r o a c h e s e x i s t for u s i n g the ideal w a r m r o l l shape
ing s t r i p t e m p e r a t u r e s f o r w a r d . output. In one, a m e c h a n i c a l shape is given and s u b -
t r a c t e d f r o m the ideal w a r m shape. The r e s u l t of this
is the ideal t h e r m a l c a m b e r . Runs m a y then be made
M a s t e r P r o g r a m and C o m m o n u s i n g the Roll T h e r m a l C a m b e r Model to d e t e r m i n e
Data Base the o p t i m u m r o l l cooling s p r a y p r e s s u r e s and p a t t e r n s .
All of the m o d e l s d i s c u s s e d use i n t e r c h a n g e a b l e v a r i - The other approach is to s u b t r a c t a given r o l l t h e r -
able n a m e s which p e r m i t p a s s i n g data back and forth m a l c a m b e r f r o m the ideal w a r m r o l l shape to p r o v i d e
through a c o m m o n data b a s e , as shown in Fig. 12. A the ideal m e c h a n i c a l shape. Since it is not g e n e r a l l y
m a s t e r p r o g r a m c o n t r o l s the s e q u e n c e of an a n a l y s i s . p r a c t i c a b l e to g r i n d c o m p l i c a t e d compound c u r v e s on
Fig. 12 a l s o shows a s t o r e d p a r a m e t e r file which is a work r o l l s , a sine wave or p a r a b o l i c shape is usual.
powerful t i m e - s a v i n g tool as it r e d u c e s to an absolute A c c o r d i n g l y , a r o u t i n e m a y be s e l e c t e d to p r o v i d e a
m i n i m u m the a m o u n t of input i n f o r m a t i o n r e q u i r e d . b e s t - f i t s i n e wave to the ideal m e c h a n i c a l shape. The
F o r i n s t a n c e , a u s e r can input the n a m e of a c o m p a n y effect of this c o m p r o m i s e on s t r i p f l a t n e s s can then
r o l l i n g m i l l , which c a u s e s t r a n s f e r into the c o m m o n be found by use of the Roll Gap and Strip Shape Model.
data b a s e the following i n f o r m a t i o n specific to each
stand of that m i l l : work r o l l and backup r o l l d i m e n -
ANALYSIS OF A TANDEM MILL
s i o n s ; b e n d i n g and deflector jack n u m b e r and d i a m e t e r ;
m o t o r e f f i c i e n c y ; b e a r i n g l o s s ; r a t e d h o r s e p o w e r and PROBLEM
speed; work r o l l and backup r o l l cooling t h e r m a l c o n - T i m e p e r m i t s only a single e x a m p l e of application
d u c t a n c e vs speed and p r e s s u r e ; and t h e r m a l p r o p e r - of the o v e r a l l model to a n a l y s i s of a p r o b l e m in an a c -
t i e s of r o l l m a t e r i a l s . The u s e r also inputs a l u b r i c a n t tual m i l l . The one I have s e l e c t e d was an effort to d e -
code and an alloy and t e m p e r , which c a u s e s a n o t h e r t e r m i n e the f e a s i b i l i t y of r o l l i n g a p a r t i c u l a r alloy on
t r a n s f e r f r o m s t o r e d p a r a m e t e r s of flow s t r e s s data, the c o m p a n y ' s o r i g i n a l , s m a l l f i v e - s t a n d cold m i l l u s -
f r i c t i o n f a c t o r s , and t h e r m a l p r o p e r t i e s . ing full r a t e d h o r s e p o w e r on each stand, c o n c u r r e n t
The m o d e l s , i n c l u d i n g the t h e r m a l nodal s y s t e m , with the i n s t a l l a t i o n of a second phase, i m p r o v e d r o l l
a u t o m a t i c a l l y s i z e t h e m s e l v e s to the d i m e n s i o n s t r a n s - and s t r i p cooling s y s t e m .
f e r r e d to the c o m m o n data b a s e , which is a n e x t r e m e l y P r e v i o u s r o l l i n g p r a c t i c e for this alloy used l e s s
useful aid in r a p i d p r o b l e m solving. It is r e l a t i v e l y than half the r a t e d power, l a r g e l y b e c a u s e e x c e s s i v e
e a s y to i n c r e a s e the n u m b e r of r o l l i n g m i l l s , alloys, c e n t e r b u c k l e s developed when the speed was i n c r e a s e d .
and l u b r i c a n t s in the s t o r e d p a r a m e t e r file, and once This p a r t i c u l a r m i l l is l u b r i c a t e d and cooled with a
t h e r e , the data a r e v e r y c o n v e n i e n t l y a v a i l a b l e for use. m i n e r a l - o i l type coolant which, b e i n g a r e l a t i v e l y poor
2490-VOLUME 5, DECEMBER 1974 METALLURGICAL TRANSACTIONS
Table II. C o m p ~ Program ~intout
STAND NO. I STAND NO. 2 STANDNO, 3 STANDNO. 4 STAND NO, 5
PRIORD: 25.00
WR 01AM., I N . : 11.000 11.000 11.000 11.000 11,000
E N [ R Y ~A., IN.: .102U ,0532 .0410 .0273 .0198
EXIT h A . , I N . : .0632 .0410 .0273 o0198 .0135
WIDTH, I N . : 42.50 42.50 42.50 ~2.50 42.50
LNT TENSION,PSI: 1500.00 2000.00 2500.00 3000.00 4000.00
EAT TENSION,PSI: 2000.00 2500.00 3000.00 4000.00 6000.00
HEUUCTION, S: 38.01 35.17 33.42 27.52 31.80
SPEED, FPM: 585.07 912.55 1383.13 1907.36 2801.97
FORWARD S L I P , ~: 1.307 .241 -.709 -.683 -.862
POWER RATIO: .9996 1.0002 1.0006 .8003 1.0000
NET HORSEPOWER: Iili.92 1086o82 1048.35 773.40 915.82
b H O ~ HORSEPOWER: 1216.55 1217.21 1217.74 973.93 1217.01
IUTAL FORCE, LB: 782567.8 641087.2 520104.6 393046.4 352224.2
ROLL TEMP,, F, FC 131.60 1~3.00 144.27 132.01 145.20
BUR TEMP., F, FC: 103.87 107.67 108,09 10~.00 108.40
STRIP TEMP.,F=
ENIERING B I T E 117.53 166.38 185.17 186.81 172.28
EAITIN~ BIlE 203,08 242.45 256.18 240.25 245.15
COILING SPEED, FPM: 2777.83
COIL TEMP., F: 245.15
5000I with concave mechanical shapes, but this, in turn,
leads to another problem in mill start-up. At start-
2oooI up, the rolls do not have a thermal camber and large
0 edge waves are produced in the strip until the thermal
0
~-4,o [~176176
F
o"
crown becomes sufficiently large. Furthermore, the
combination of large thermal cambers and large con-
cave mechanical shapes in work rolls tends to produce
1500 I excessive quarter buckles in strip, as predicted by the
0 0 0 0 models and confirmedby mill experience.
I000 F 0
,~ I00 % RATEDON
ALL STANDS
Reduction Schedule Program
The reduction schedule program was employed as
the first step in analyzing the problem. Table II shows
the computer output of the reduction schedule program
O O for the particular aluminum alloy and temper under
3O O
study, using 0.102-in. entry gage and 0.0135-in. exit
z gage. The program automatically adjusted speed and
o 2o
o altered the reduction on each stand until it established
~J
I0 a combination which used full rated horsepower on
n~
each stand (nominally, 1250 hp on Stands I, 2, 3, 5 and
0 1000 hp on Stand 4).
Included in Table II are the accompanying outputs of
~> 750 the Force-Torque-Slip Model along with predictions
m~ 0 of nominal roll and strip temperatures from the En-
~Z 5ooI o ergy Balance Model. Plots of the data from Table FI
o o for all five stands are given in Fig. 13 for speed,
~ 250 I power, reduction, and force; and in Fig. 14 for for-
ward slip, bite length, flow stress, and energy.
o- I 4' 5' Shown in Figs. 15 and 16 for Stands 1 and 5 only are
STAND distributions through the bite of shear stress, normal
Fig. 13--Speed,power, reduction and separatingforce through pressure, differential speed between strip and roll,
five stands.
and strip thickness. These parameters are also ob-
tained as output from the Force-Torque-Slip-Model.
heat transfer medium, accounts for large thermal Note the absence of a neutral plane in Fig. 16. This
*,ers ~ d resultant center buckles. The problem is a result of the roll speed being higher than the ex-
could be alleviated in part by employing work rolls iting strip speed (negative forward slip).
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1974-2491
~[ w . ~
0 0 0 0 uJ(~
9E ~- ..r
coco
O~-
o~
u_co
A 40
m~
025
O" I 0
0 O 0
o~
55
~ ~o
f 0 0 0 0 5C
500[
5: O"
a~-~
~
~-
3~f
zo.
,o
0
D
0
O
0
1:3 Total
0 Oef~
1 = 00201
9'~ Friction J
u~ 0
0,015
STAND
Fig. 1 4 - - F o r w a r d slip, bite len~th, flow s t r e s s , and e n e r g y H T
t h r o u g h five stands. co ~- 0,010" J
0.25 0.20 0.15 0,10 0.05 0
DISTANCE FROM ROLL AXIS PI_ANE (in.)
Fig. 16--Shear stress, normal pressure, differentia/ speed,
5 and thickness through bite of Stand 5.
2
uJ O
O
o ~ 2s
(n ~_J
~ --~
n- o
n<~D~2O
P-O
T
15
o
O
o
z 50 p[
9- t c 14
2oo ioo
l i gO__ o
?
o I ~ 4 5
STAND
Fig. 17--Energy partition through five stands.
c
O.IO
0.09 the e n t e r i n g s t r i p which would not have b e e n heated
by d e f o r m a t i o n in p r e v i o u s s t a n d s .
,~ 0.08
Fig. 18 i n d i c a t e s p r e d i c t e d r o l l and s t r i p t e m p e r a -
a_ 0.07 t u r e s through five s t a n d s with a P h a s e II i m p r o v e d
cooling s y s t e m b e i n g i n s t a l l e d on the m i l l . The lower
~0.06 r o l l t e m p e r a t u r e for Stand 4 is due to the lower h o r s e -
0.5 0.4 0.5 0.2 0.1 0.0
DISTANCE FROM ROLL AXIS PLANE (m.) power used on that stand in the schedule u n d e r c o n s i d -
Fig. 15-Shear stress, normal pressure, differential speed, and e r a t i o n . The s a m e data, for the p r e v i o u s Phase I i m -
thickness through bit of Stand 1. proved cooling, a r e shown in Fig. 19. The final s t r i p
shape depends l a r g e l y on what happens at Stand 5,
where the p r e d i c t e d work r o l l t e m p e r a t u r e s were de-
Multistand E n e r g y B a l a n c e P r o g r a m
c r e a s e d f r o m 186 to 145~ b y the m o d i f i c a t i o n s . The
Next, the a n a l y s i s employed the m u l t i s t a n d e n e r g y effect of this t e m p e r a t u r e d e c r e a s e on r o l l shape will
b a l a n c e p r o g r a m . Fig. 17 shows e n e r g y p a r t i t i o n to a be e l a b o r a t e d l a t e r .
r o l l in t e r m s of both heat flow and f r a c t i o n of total Fig. 20 shows, at the top, the d i s t r i b u t i o n of d e f o r -
bite e n e r g y through five s t a n d s . The low v a l u e s at m a t i o n and f r i c t i o n e n e r g i e s and, at the bottom, r o l l
Stand 1 a r e due p r i m a r i l y to the low t e m p e r a t u r e of and s t r i p t e m p e r a t u r e s , all as a function of d i s t a n c e
2492-VOLUME 5, DECEMBER 1974 METALLURGICAL TRANSACT|ONS
\kr
~
240 1.2
b--
S_
C- ion
08
~ Strip v
200 >-
co 0,4
LL r-r-
Ld
v
0
160 Z
on/'->._
200[
OJ Work bJ
0 0
o Roils
~---- Slrip
120 Roll Average
A A z~Backup / Surface
z~ Rolls
8 0 j ~ - C~176
1801 ,./~"-" Surface
I I I , |
I 2 4
5 5 D_
STAND 160 ,/ .-/- / 5mils
Fig. 18--Ternperatures of rolls and strip through five stands, s
Phase II improved cooling.
~A 14.0 ~ i l s
56 mils
120
320
280
-k DISTANCE FROM ROLL AXIS PLANE (in.)
Fig. 20--Distribution of energy and temperature through roll
bite, Stand i.
240
LL
0
02 F- L2
~00
L~ 0 Work t
rnQtion
F- 0 0 Rolls 08
160 >-
(-9
O/ 0.4
Ld
& & Bockup
Z
LtJ
Frlction~ _
120 Roils
z~
Averoge
240 / --'~ ~ ~
BO I I L- I I ~ m Strip Surface
I 2 5 4 5 Roll ~ f/ -" ~
STAND 220 / / I #"
Fig. 19--Temperatures of r o i l s and strip through five stands, Surface
Phase I improved cooling. " ~ 200
vo
through the bite for Stand 1. Fig. 21 s h o w s the s a m e
:~ ~8o
p r e d i c t i o n s for Stand 5, w h e r e the bite is a p p r o x i m a t e l y
LJ
half as long. It is i n t e r e s t i n g to note that the r o l l s u r -
f a c e t e m p e r a t u r e m a k e s an i m m e d i a t e jump at the start 160
~ p
of the bite due to the high friction energy, but then r e - ~ ~ 15mils Deep
m a i n s n e a r l y constant through the r e s t of the bite, a c - 140 Entry Plane Exit Plane
tually dropping slightly in the middle. The interior of i
i i
the r o l l on the f i r s t stand at a depth of 0.005 in. s h o w s 0,24 020 OJ6 0,12 0.08 0,04 0 -0.04
a slight but continuous i n c r e a s e in t e m p e r a t u r e through- DISTANCE FROM ROLL AXIS PLANE(in.)
out the bite, while at 0.036 in. below the s u r f a c e , there
Fig. 21--Distribution of energy and temperature through roll
is p r a c t i c a l l y no change in t e m p e r a t u r e . On the fifth bite, Stand 5.
stand, there is a l m o s t no change in t e m p e r a t u r e 0.015-
in. below the s u r f a c e due to the higher speed and s h o r t e r
bite length. and diminished, as illustrated in Fig. 22. A trained
r o l l e r should be able to t h e r m a l l y shape the r o l l s to
c a m b e r s b e t w e e n those obtained through the use of
Roll T h e r m a l Camber Model
t h e s e two patterns. It is p o s s i b l e to turn off m o r e
In this a n a l y s i s the Roll T h e r m a l Camber Model was n o z z l e s to obtain s t i l l l a r g e r t h e r m a l c a m b e r s . How-
s e t up to allow on/off control of individual r o l l cooling e v e r , l a r g e r t h e r m a l c a m b e r s are undesirable b e c a u s e
s p r a y z o n e s . The t h e r m a l c a m b e r for all five stands they lead to t h r e e p r o b l e m s : (1) wide v a r i a t i o n s in strip
was calculated e m p l o y i n g two s p r a y patterns, full c o o l shape when individual c o i l s are started or rolling
METALLURGICALTRANSACTIONS VOLUME 5, DECEMBER 1974-2493
221/zC_oo,ed Width
,, .__ Full Cool, Phase ]:
~ ' ~ . ~ (186"F)
O3
x O x O x O 0 0 0 ( xx \\ "~ Diminished,Phase~1
1,0'[[ ~ / \ ( 1 8 6 " F Peak,
TOP Diminished v IdealX \~-/" \ ,58~ Mean)
BOTTOM Spray Z \\ 9
O x O x O x O 0 0 ( xx
0rY 0.5 Full Cool, ~
(I49 ~
X - Nozzle OFF
._l
O-- Nozzle ON
0 0
01
<
0 0 0 0 0 0 0 0 0
_~oio ooo
TOP
BOTTOM
2~4~ Nozzle Spacing
21 I/4 Strip Edge
ooo
).
x
xx
x
Full Cool
Spray
-0,5
_1.00 I a
I0
DISTANCE FROM CENTER OF MiLL (in.)
,
Fig. 24--Work roll thermal and ideal profiles, Stand 5.
2:0
L 30
Fig. 22--Optional work roll cooling patterns.
Roll Gap and Strip Shape Model
The ideal w a r m shape of the work r o l l s with z e r o
b e n d i n g jack p r e s s u r e s was f i r s t c a l c u l a t e d , as shown
in F i g s . 23 and 24. It then a p p e a r e d that the c o r r e c t
s t r i p shape could be approached with full cooling and
1.5
E a flat m e c h a n i c a l g r i n d in Stands 2 through 5, and by
v
u s i n g full cooling and a 2 - m i l convex work r o l l g r i n d
Full Cool, Phase]I~ N r / (Di6ms~-hepdeoP~
use,]I
Z on Stand 1. Good shape on Stand 1 could a l t e r n a t i v e l y
I.O (134.5"Fi ~ 141*F Mean)
be obtained with flat work r o l l s and a d i m i n i s h e d c o o l -
O ing p a t t e r n , provided the t h e r m a l c a m b e r could be d e -
Or"
L_) veloped d u r i n g m i l l s t a r t - u p .
...j 0.5 With the b a s i c a n a l y s i s completed, t h e r e w e r e other
_J q u e s t i o n s that needed to be a n s w e r e d , p a r t i c u l a r y in
O
rY r e g a r d to effects which might be c a u s e d b y v a r i o u s
conditions of r o l l w e a r . It was i m p o r t a n t to p r e d i c t
rw the s i z e s and types of b u c k l e s which might be g e n e r -
O
ated by d i f f e r e n t backup r o l l wear conditions as well
_0,51~ , I I I I as the b e s t jack p r e s s u r e s and coolant p a t t e r n s for
[0 20 50
each wear c a s e . T h r e e c a s e s a r e e x a m i n e d : no wear,
DISTANCE FROM CENTER OF MILL (in.) 0.001 in. r a d i a l concave, and 0.001 in. convex backup
Fig. 23--Work roll thermal and ideal profiles, Stand 1. r o l l w e a r (based on p l a n t e x p e r i e n c e ) .
Effect of Flat Backup Rolls on Strip Shape. Fig. 25
i n d i c a t e s that with unworn fiat backup r o l l s (BUR), a
speeds a r e changed; (2) long t i m e s to obtain flat s t r i p work r o l l jack (WRJ) p r e s s u r e of z e r o is much b e t t e r
shape due to t h e r m a l lag; and (3) g r e a t e r t e n d e n c y to than one of 500 psi. The plots show s t r i p t h i c k n e s s p r o -
quarter buckles. f i l e s and s t r i p c r o w n p r o f i l e s v s width. In the p r e s e n t
The t h e r m a l c a m b e r s of the work r o l l s for full cool work, s t r i p c r o w n is defined as the p e r c e n t a g e of t h i c k -
and d i m i n i s h e d s p r a y p a t t e r n s a r e shown in F i g s . 23 n e s s d i f f e r e n c e at any location r e l a t i v e to the c e n t e r of
and 24 for Stands 1 and 5. The r o l l t e m p e r a t u r e s a r e the s t r i p . * The ideal s t r i p crown, b a s e d on expected
also noted. The full cool peak t e m p e r a t u r e s a r e close *The conventionaldefinitionof strip crownis thicknessdifferencein percent
to the n o m i n a l r o l l t e m p e r a t u r e c a l c u l a t e d e a r l i e r by relativeto the stripedge.However,it was foundthat the centeris a moreuseful
the m u l t i s t a n d e n e r g y b a l a n c e p r o g r a m . The " i d e a l " locationbecauseof (1) extremeedge thinning,(2) non-standardizedconvention
work r o l l shapes plotted in t h e s e f i g u r e s a r e those of the exactlocationto be usedin actualstripedge thicknessmeasurements,and
needed to obtain p e r f e c t s t r i p f l a t n e s s as d e t e r m i n e d (3) confusionof crowndatawhenedgesare trimmed.
by the Roll Gap and Strip Shape Model. If the full cool hot m i l l crown, is also shown in the f i g u r e . Introduced
t h e r m a l c a m b e r is l a r g e r than the ideal, c e n t e r b u c k l e s h e r e is the p r e d i c t e d s i z e of the b u c k l e s , m e a s u r e d in
cannot be p r e v e n t e d b y m a n i p u l a t i o n of the s p r a y s . The " I - u n i t s . " An I - u n i t denotes d i f f e r e n t i a l s t r a i n , i n . / i n .
only c a s e where this happens in this a n a l y s i s is in the x 10S--a convention employed by m a n y i n v e s t i g a t o r s .
upper c u r v e in Fig. 24 for full cool with the Phase I The d i f f e r e n t i a l s t r a i n s c a l c u l a t e d by the p r e s e n t model
i m p r o v e d cooling s y s t e m d i s c u s s e d e a r l i e r . In this m a y be somewhat l a r g e r than those that would be ob-
c a s e , p r o d u c t i o n e x p e r i e n c e did indeed c o n f i r m a c e n - t a i n e d b y e x p e r i m e n t a t i o n due to the fact that each e l e -
t e r buckle p r o b l e m . m e n t of width is a s s u m e d f r e e of c o n s t r a i n t by n e i g h -
2494-VOLUME 5, DECEMBER 1974 METALLURGICAL TRANSACTIONS
boring e l e m e n t s . Even so, the p r e d i c t i o n s are highly m e a s u r e of quarter buckle to i n c r e a s e s e v e n - f o l d ,
useful in a s s e s s i n g r e l a t i v e effects of Variables. In while the c e n t e r buckle would i n c r e a s e f i v e - f o l d .
this regard, Fig. 25 s h o w s that i n c r e a s i n g the jack A l a r g e number of v a r i a b l e s w e r e mentioned p r e v i -
p r e s s u r e f r o m z e r o to 500 psi would c a u s e the I-unit o u s l y in the d i s c u s s i o n of s t r i p t h i c k n e s s and crown
p r o f i l e s in connection with the Roll Gap and Strip Shape
Model. F i g s . 26 and 27 i l l u s t r a t e the r e l a t i v e i m p o r -
~G tance of s o m e of t h e s e f a c t o r s for Stand 5 in the p r e s -
WR BUR WRj I - Units ent e x a m p l e , with flat backup r o l l s and jack p r e s s u r e s
Curve Cool Coo1 Press Center quarter
of z e r o and 500 psi. Fig. 26 s h o w s the components of
a Full Full 0 695 330 backup r o l l d i s p l a c e m e n t s v s width, including bending,
b Full Full 500 3500 2290
CD w o r k r o l l / b a c k u p r o l l n o r m a l approach (flattening),
]Z
I--14
Q_
CC
Lf) 13 I l I
Zero WR j
~z
CI
H- O
Z Ideal Entry S t r i p . Z f
i,I f
W 500 psi ~NP'J -~"
C_)
(_9 <~ - 1 - -
_J
O_ Ck
09
C~
i.__ -5 I 1 I 1 (23 2
U) o 5 I0 15 20 25 _J
._J ~_~...~500 psi WRJ
DISTANCE FROM CENTER OF MILL (in.) orr~
~
. . . .
Fig. 2b--Stand 5 exit s t r i p shape, unworn backup rolls.
i I
I'o '
20 '
30 40
DISTANCE FROM CENTER OF MILL (in.)
Fig. 27--Components of work rolI d i s p l a c e m e n t s vs width,
m
Stand 5.
o 8000
<
UJ
(/)~- 500 psi WRJ U 600o
- 5 0 0 psi WRJ "~- ~\
zd_~ Zero psi WRJ / ~ /
l.d 0 Zero psi W R J ~
w~ 4000
J ~o
CL
2000
._! 500 psi WRJ
_J
0 ~
(3_122 Zero is[_.WR t I
y uJ 8000
(D 0
[K
0
133 I u-
uJ
o
~6ooo 500 psi WRJ ~ \~
Zero & 500 psi WRJ oc
uJ
F-
f
Z
Strip Edge ~ 1 [~-Elnd of BUR Borret
I .... |
I0 20 50 40 pp. 40000 t L _
to I0 ,.o
DISTANCE FROM CENTER OF MILL (in.) ~- DISTANCEFROM CENTER OF MILL (in.)
Fig. 26--Components of backup roll d i s p l a c e m e n t s vs width,
Stand 5. Fig. 28--Distribution of force vs width, Stand 5.
METALLURGICAL TRANSACTIONS VOLUME 5, DECEMBER 1974-2495
WR BUR WRJ I - Units an edge pinch effect which gave a sudden r i s e in work
~15 Curve Cool Cool P r e s s Center quarte~
r o l l / s t r i p p r e s s u r e at the edge.
s a Full Center 0 Nil 650 Effect of Concave Backup Roll Wear on Strip Shape.
off
Y b Full Full 0 Nil 800 Fig. 29 shows how s t r i p t h i c k n e s s and c r o w n p r o f i l e s
0
a r e affected by concave backup r o l l w e a r . Two s p r a y
p a t t e r n s on the backup r o l l s w e r e studied. The effect
O_ of concave w e a r is to double the I - u n i t m e a s u r e of the
q u a r t e r b u c k l e s b y c o m p a r i s o n with the c a s e of flat
co L3 I I I I I
ground backup r o l l s , with o p t i m u m jack p r e s s u r e s
m a i n t a i n e d for each condition. C e n t e r b u c k l e s a r e
v 5
e l i m i n a t e d in this c a s e .
Effect of Convex Backup Roll Wear on Strip Shape.
Z
The e a s e of convex backup r o l l wear is given in Fig.
30. F o u r c o m b i n a t i o n s of jack p r e s s u r e s and backup
rY
r o l l cooling a r e t r e a t e d for p u r p o s e s of i l l u s t r a t i o n .
EL ~ P The use of deflector jacks (which bend the ends of the
O:: work r o l l s together) was found to give the b e s t s t r i p
l-- shape, 290 I - u n i t q u a r t e r b u c k l e s , and 565 I - u n i t c e n -
('/-)-5 I I I I I
5 I0 15 20 25 ter buckles.
DISTANCE FROM CENTER OF MILL (in) The above c a l c u l a t i o n s show the i m p o r t a n c e of the
Fig. 29--Stand 5 exit strip shape, concave worn backup roils. i n e v i t a b l e r o l l wear in affecting s t r i p shape and that,
with p r o p e r u n d e r s t a n d i n g , c o r r e c t i v e m e a s u r e s a r e
p o s s i b l e as wear conditions change.
WR BUR WRJ I - Units To s u m m a r i z e the e x a m p l e of model application:
Curve Cool Cool Press Center quarter
1. The p r o b l e m was to d e t e r m i n e o p t i m u m r o l l i n g
a Full Center 500 II,745 2350
off conditions for a p a r t i c u l a r alloy which would produce
b Full Full 500 9,565 2400 a c c e p t a b l e s t r i p f l a t n e s s , u s i n g the full power a v a i l -
c Full Full 0 4,]00 1800
d Full Full -500 565 290 able at all s t a n d s of a f i v e - s t a n d cold m i l l .
(deflector) 2. The r e d u c t i o n schedule p r o g r a m e s t a b l i s h e d m a s s
o flow through the m i l l u s i n g all the power a v a i l a b l e at
I each stand. The s a m e p r o g r a m called on the F o r c e -
~-t4
T o r q u e - S l i p Model to solve for t h e s e f a c t o r s at each
[]_
stand.
CE
3. The E n e r g y B a l a n c e Model was then used to c a l -
u3 15 I I I I culate the e n e r g y p a r t i t i o n to the r o l l s and s t r i p at the
i n d i v i d u a l s t a n d s as well as t h e i r t e m p e r a t u r e s .
5 4. The Roll T h e r m a l C a m b e r Model was next used to
Ideal Entry Strip
d e t e r m i n e the t h e r m a l l y induced change ( c a m b e r ) in the
r o l l s h a p e s at each stand. This c o m p u t a t i o n involved
0 all of the p r e v i o u s l y d e t e r m i n e d data as well as the
t h e r m a l c o n d u c t a n c e s for the two r o l l cooling options.
5. The Roll Gap and Strip Shape Model then c a l c u -
Z lated the c o m b i n a t i o n s of i n i t i a l m e c h a n i c a l r o l l shapes
and r o l l - b e n d i n g jack p r e s s u r e s which would yield a c -
CE ceptable s t r i p f l a t n e s s e x i t i n g each of the s t a n d s .
L) 6. The p r a c t i c a l c a s e s of backup r o l l s with concave
el_ Ho o r convex wear w e r e c o m p a r e d with newly ground r o l l s
O2 in the light of t h e i r r e s p e c t i v e effects on s t r i p f l a t n e s s .
The model p r e d i c t e d that a c c e p t a b l e f l a t n e s s could be
u3
a t t a i n e d and the c o m p e n s a t i n g a d j u s t m e n t s that were
-15 I I I I I
5 IO 15 2O 25 r e q u i r e d to b r i n g this about.
DISTANCE FROM CENTER OF MILL (in.) 7. The model yielded a solution to the p a r t i c u l a r
Fig. 30--Stand 5 exit strip shape, convex worn backup rolls. p r o b l e m posed and specified the o p e r a t i n g p a r a m e t e r s
which would be r e q u i r e d .
S i m i l a r a n a l y s e s were made for s e v e r a l other alloys,
s h e a r , and P o i s s o n ' s r a t i o . The m o s t s i g n i f i c a n t effect s t r i p widths, s p e e d s , and r e d u c t i o n p a t t e r n s to a r r i v e
of jack p r e s s u r e was on the work r o l l / b a c k u p r o l l n o r - at r e c o m m e n d a t i o n s for m i l l p r a c t i c e s . Other c a s e s
m a l approach n e a r the end of the backup r o l l b a r r e l . w e r e r u n to study c o l d - s t a r t p r a c t i c e and backup r o l l
Fig. 27 shows the s i g n i f i c a n t c o m p o n e n t s of work r o l l e n d - r e l i e f . Mill t r i a l s u t i l i z i n g the m o d e l p r e d i c t i o n s
d i s p l a c e m e n t s v s width. Shear and P o i s s o n ' s r a t i o will be s t a r t e d as soon as the m i l l i m p r o v e m e n t p r o -
were n e g l i g i b l e in this c a s e . A l a r g e negative shift
g r a m p r e s e n t l y u n d e r way is completed.
in the b e n d i n g d e f l e c t i o n s o c c u r s with the addition of
500 psi jack p r e s s u r e .
MODEL VERIFICATION
Fig. 28 shows the f o r c e d i s t r i b u t i o n s b e t w e e n the
work r o l l and s t r i p and b e t w e e n the work r o l l and b a c k - F o r any r o l l i n g model to have p r a c t i c a l use, its p r e -
up r o l l . Added jack p r e s s u r e is shown to have r e l i e v e d dictive outputs m u s t c o r r e l a t e well with m e a s u r a b l e
2496-VOLUME 5, DECEMBER I974 METALLURGICALTRANSACTIONS
2~0 /
20
" i /o
L ; --4,-- /
IO ~v Exit Strip O O/ O /
05 220 Work Roll D ~;'~ _ / / ~
0 d:'" '~ 9 ~1
o Bockup Roll Z~ //~j/" /
" /
L.LJ 9 e"
G: k t ~' "* *
o /
0"4 -Io 9 * v o,//
i [
o: zoo e~o~/(~:~'.'<z~'7"
5 4 5 :~ *\.1 g,y . /
PASS
O 1600 fpm u 500 fpm Open Points-Specific Force
o 1000 fpm ~ 500 fpm Closed Points-Specific Torque C~ J- u q /
z~ 800 fpm D 150 fpm r'r'bJI6~ ,q3.~,~/,,~ a
Fig. 31--Comparison of measured and predicted specific force
and torque.
120
Pass I
o Pass 2
Pass 3 i ; , i i i
o Pass
+ Pass
4
5 /" "X~I Banc I 0 I 0 180 200
PREDICTED TEMP, (~
EL
/
CO
E7 /
//(////
~/ //
/ / \ Fig. 33--Comparison of measured and predicted temperatures
for several products at both stands of a two-stand cold mill.
Cooled Zone
rY 140[ ~"
<:~ / j~ /
Strip Width
/ / /e / .11 . . . . . . . . . .
El/
0
LL // /:// 130 - Predicted I
E:3
Iii
F-
o
E3
, f G.: 12o
Ld iii
EE
EL
//// ,
I I I 0 , .,,. ,o" i
0 I 2 :5 4 5 6 7
MEASURED FORWARDSLIP (%) r'r" i o o ~
Fig. 32--Comparison of measured and predicted forward slip.
I I I
p r o d u c t i o n m i l l data. Within the t i m e a v a i l a b l e for this 90 I0 0 I0 20 50
l e c t u r e , I have c o n c e n t r a t e d on the logical d e v e l o p m e n t DISTANCE FROMCENTER OF MILL (in.)
of the model and its powerful a n a l y t i c a l c a p a b i l i t i e s .
Fig. 34--Comparison of measured and predicted thermal
However, a l a r g e amount of v e r i f i c a t i o n data has b e e n camber, fourth stand of a tandem mill.
compiled f r o m e x p e r i m e n t s on l a b o r a t o r y and p r o d u c -
tion m i l l s . A few e x a m p l e s of the v e r i f i c a t i o n a r e given
below. Fig. 33 shows the r e s u l t s of one such e x p e r i m e n t . Roll
P r e d i c t i o n s of force, torque, and f o r w a r d slip have t h e r m a l c a m b e r checks have also indicated that the
b e e n found to be a c c e p t a b l y a c c u r a t e for r o l l i n g a l u m i - model is f u n c t i o n i n g p r o p e r l y . One check s e l e c t e d at
num. They have b e e n c o n f i r m e d in s e v e r a l different r a n d o m is shown in Fig. 34; this is f r o m the fourth
m i l l s for a v a r i e t y of alloys and t e m p e r s , and with both stand of a t a n d e m m i l l . The m e a s u r e m e n t s were c o m -
oil and w a t e r - b a s e d l u b r i c a n t s . Some c o m p a r i s o n s of pleted about 5 m i n u t e s after the end of r o l l i n g , which
m e a s u r e d and p r e d i c t e d f o r c e and t o r q u e a r e shown in allowed t i m e for the heat to flow f r o m the c e n t e r t o -
Fig. 31. F o r w a r d slip c o m p a r i s o n s a r e given in Fig. ward the c o o l e r e n d s ; this accounts, in part, for the
32. T h e s e data w e r e obtained f r o m m u l t i p l e p a s s e s on lower than p r e d i c t e d t e m p e r a t u r e g r a d i e n t s at the
an i n s t r u m e n t e d s i n g l e - s t a n d m i l l s i m u l a t i n g t a n d e m s t r i p edges.
mill rolling. M e a s u r e d an d p r e d i c t e d exit s t r i p t h i c k n e s s p r o f i l e s ,
The f r i c t i o n and d e f o r m a t i o n e n e r g y d i s t r i b u t i o n s like the one shown in Fig. 35, indicate p r o p e r f u n c t i o n -
p r e d i c t e d b y the model a r e not d i r e c t l y m e a s u r a b l e in ing of the Roll Gap and Strip Shape Model. The m e a -
m i l l e x p e r i m e n t s . They a r e v e r i f i e d in p a r t by the fact s u r e m e n t s w e r e made in t e s t s on an i n s t r u m e n t e d p r o -
that p r e d i c t i o n s of r o l l and s t r i p t e m p e r a t u r e s a r e in duction m i l l . T h e s e included f o r c e ; power; f o r w a r d
good a g r e e m e n t with e x t e n s i v e e x p e r i m e n t a l v a l u e s . s l i p ; t o r q u e ; e n t r y and exit t e n s i o n s ; t e m p e r a t u r e and
METALLURGICALTRANSACTIONS VOLUME 5, DECEMBER 1974 2497
can s i m u l a t e the r o l l i n g p r o c e s s e s of c o n c e r n and a l -
"~"
4~20.0 -. C _ -0~ low d e t a i l e d a n a l y s e s of o p e r a t i n g p r o b l e m s .
5. The k e y to o b t a i n i n g r a p i d r e t u r n s f r o m a r e -
s e a r c h effort in this f i e l d l i e s in the a s s e m b l a g e of an
i n t e r d i s c i p l i n a r y r e s e a r c h t e a m and in the continuous
i n v o l v e m e n t of p r o d u c t i o n m a n a g e m e n t e a g e r to t r a n s -
l a t e v e r i f i e d d e v e l o p m e n t s into o p e r a t i o n s .
cO 6. A new m o d e l of cold r o l l i n g h a s b e e n o p t i m i z e d
W
for a l u m i n u m p r o d u c t i o n and is b e i n g i m p l e m e n t e d
along with c h a n g e s in K a i s e r p r o d u c t i o n f a c i l i t i e s .
T The m o d e l is b e l i e v e d to contain c e r t a i n c o n t r i b u t i o n s
to g e n e r a l cold r o l l i n g t h e o r y for a l l m e t a l s .
7. A v e r y f u n d a m e n t a l a p p r o a c h was t a k e n in the
m o d e l d e v e l o p m e n t which m a k e s it a p p l i c a b l e to a
O3 wide r a n g e of c o n d i t i o n s without the m a n y c o n c e r n s
}~ 0.022 ~) that a r i s e when o v e r s i m p l i f i e d c o r r e l a t i o n s a r e used.
8. The m o d e l and the f l e x i b i l i t y of its m a s t e r c o m -
X
LLI [ I Edgeof Strip---.-
t p u t e r p r o g r a m m a k e p o s s i b l e the a n a l y s i s of p r o d u c -
/ /
0 5 I0 15 tion p r o b l e m s , the i d e n t i f i c a t i o n and q u a n t i f i c a t i o n of
DISTANCE FROM CENTER OF MILL (in,) p a r a m e t e r s f o r new m i l l d e s i g n , and the d e s i g n of s y s -
Fig. 35--Comparisonof measured and predicted strip thick- t e m s which w i l l function b e s t f o r a u t o m a t i c c o n t r o l of
ness. m i l l p r o d u c t output.
t h i c k n e s s p r o f i l e s ; c o o l a n t p r e s s u r e s and p a t t e r n s ; and
ACKNOWLEDGMENTS
r o l l t e m p e r a t u r e p r o f i l e s . Due to d i f f i c u l t i e s in m e a -
s u r i n g e x a c t r o l l w e a r , t h e r m a l c a m b e r s , and v a r i a - The program which I have discussed was performed
t i o n s in s t r i p p r o f i l e s u n d e r m i l l c o n d i t i o n s , a d d i t i o n a l under the general management of T. R. Pritchett and
l a b o r a t o r y r o l l i n g e x p e r i m e n t s a r e p l a n n e d to obtain R. T. Myer at the Corporation's Center for Technology,
the m o r e p r e c i s e v e r i f i c a t i o n d a t a t h a t a r e d e s i r e d . Pleasanton, California and in various production mills.
P e r h a p s the m o s t s i g n i f i c a n t v e r i f i c a t i o n to date is Support and encouragement by line management, par-
t h a t the m o d e l h a s s u c c e e d e d in p r e d i c t i n g a c c u r a t e l y ticularly J. H. Williams, Manager, Sheet and Plate Di-
the t y p e and l o c a t i o n of b u c k l e s v i s u a l l y o b s e r v e d ir, vision, and I. R. Davidson, Vice President and General
p r o d u c t i o n m i l l e x p e r i m e n t s . The v e r i f i c a t i o n of c o m - Manager, Fabricated Products Group, have been sin-
m e r c i a l i m p o r t a n c e , of c o u r s e , will c o m e only as the cerely appreciated.
m o d e l is put to u s e in o u r p r o d u c t i o n m i l l s . This is in Thanks are due especially to the following people for
p r o c e s s and e a r l y r e s u l t s a r e e n c o u r a g i n g . their direct participation in the program:
--C. R. St. John chaired the steering committee and
coordinated the efforts of Research, Engineering, Pro-
cess Technology, and the rolling plants.
SUMMARY --D. G. Harrington supervised the model development
In the c o u r s e of t h i s l e c t u r e , I have t r i e d to m a k e work.
the following m a j o r p o i n t s : --Yu-Wen Hsu developed the Force-Torque-Slip Model
1. The r o l l i n g p r o c e s s is of p r i m e i m p o r t a n c e in the and made major contributions in applied mechanics.
w o r l d . I m p r o v e m e n t s will c o m e about as b a s i c c o n - --M. A. Carter applied the SINDAprogram to thermal
c e p t s a r e a p p l i e d to the p r e s e n t t e c h n o l o g y . T h e s e i m - modeling and performed extensive computer program-
p r o v e m e n t s will b e n e f i t p r o d u c t quality, d e c r e a s e p o s t - ming.
r o l l i n g p r o c e s s i n g , and c o n s e r v e m a t e r i a l p r e s e n t l y --W. A. Niethammer developed rolling mill instru-
requiring reprocessing. Accordingly, reduced rolling mentation and worked on thermal modeling.
c o s t s will r e s u l t . --J. D. Sprowl made major contributions to planning,
2. B e c a u s e m a s s i v e i n v e s t m e n t s in e x i s t i n g r o l l i n g conducting and evaluating mill test programs.
m i l l s in m o s t c a s e s p r e c l u d e t h e i r b e i n g s u m m a r i l y --L. J. Whiteley participated in instrumentation de-
r e p l a c e d b y new units, much c a n b e gained b y a p p l y i n g velopment, mill experiments and computer analysis.
i m p r o v e d t e c h n o l o g y in o r d e r to o p t i m i z e m i l l p e r f o r - --Sus Takeda developed the required digital data
mance. system.
3. R o l l i n g e n t a i l s a m o n u m e n t a l l y c o m p l e x a p p l i c a - --W. A. Wong designed and applied the split-Hopkin-
tion of independent and dependent m e c h a n i c a l , t h e r m a l son bar.
and p h y s i c a l p a r a m e t e r s . T h e s e r e l a t i o n s h i p s a r e b e - To all of this fine team, I am deeply grateful.
c o m i n g b e t t e r u n d e r s t o o d and a p p l i e d b y m e a n s of Valuable assistance in the preparation of this lecture
m a t h e m a t i c a l m o d e l s and c o m p u t e r s . was rendered by many, but I must particularlythank
4. Any c o m p a n y u s i n g r o l l i n g m i l l s c a n r e a p m a n y M e s s r s . H a r r i n g t o n , St. John, W. H. Cundiff, G. G e r a r d ,
b e n e f i t s f r o m the u s e of a c o m p u t e r p r o g r a m which W. J. Davidson and M r s . J a n e t Hallett.
2498-VOLUMES,DECEMBER 1974 METALLURGICAL TRANSACTIONS
APPENDIX A 18. G. T. Van Rooyen and W. A. Backofen: J. Iron Steelblst., London, 1957,
pp. 235-44.
C o n v e r s i o n f r o m E n g l i s h to International S y s t e m Units 1% F. A. R. AI-Salehi, T. C. Firbank, and P R. Lancaster: Int. ,L Mech. ScL, 1973,
E n g l i s h Unit • C o n v e r s i o n Factor = S.I. Unit voi. 15, pp. 693-710.
20. J. Hitchcock: Elastic Deformation of Rolls During Cold Rolling, Roll Neck
Bearings, ASME Research Publication, Appendix I, 1935.
Quantity English Unit Conversion Factor S.I. Unit 21. C. F. Zorowski and A. S. Weinstein: Iron SteelEng. YearBook, 1961, pp.
392-99.
Distance in. 2.54 cm
22. A. H. El-Waziri: Iron SteelEng. YearBook, 1963, pp. 753-59.
nail 2.54 • 10-s cm
23. H. S. Chang: in Friction and Lubrication in Metal Processing, pp. 69-89,
Area sq in. 6.452 sq cm
ASME, N.Y., 1966.
Differentialstrain, in./in. X l0 s 1 cm]cm • l0 s
24. W. L. Roberts: lron Steel Eng. YearBook, 1968, pp. 362-70.
/-units
25. J. D. Gaski, D. R. Lewis, and L. R. Thompson: C1NDA-3G: Chryslerlm-
Speed ft/min (fpm) 5.08 • 10-3 meter/sec (m/s)
pro red Numerical Differencing Analyzer for 3rd Generation Computers,
Weight pound (Ib) 0.4536 kg
Chrysler Corp. Space Div., New Orleans, La., TN-AP-67-287, Oct. 1967.
ton (T) 907.2 kg
26. J. D. Gaski, L. C. Fink, and T. Ishimoto: SINDA: Systems Improved Numeri-
Pressure; stress lb/sq in. (psi) 6.895 • 10s Pascal (Pa)
cal Differencing Analyzer: UsersManual, TRW Systems, Inc., Redondo Beach,
kpsi 6.895 • 106 Pa
Ca., NASA Contract Report 9-8289, Sept. 1970.
Specific force lb/in. 1.7512 Newton/cm (N/cm)
27. S. Cerni, A. S. Weinstein, and C. F. Zorowski: Iron Steel Eng. Year Book,
Specific torque ft-ib/in. 0.5338 Joule/cm (J/cm)
1963, pp. 717-25.
Power hp 745.7 Wall (W)
28. C. F. Peck, J. M. Bonetti, and F. T. Mavis: Iron SteelEng. YearBook, 1954,
Energy hp-h/T 2.96 X 10 s J/kg
pp. 3 8 9 4 0 2 .
Temperature ~ 5/9 (~ + 460) ~
29. D. M_ Parke and J. L. L. Baker: 1ton Steel Eng., 1972, vol. 49, no. 12, pp.
Heat flow Btu/h-in. 0.1154 W/cm
83-88.
Heat transfer Btu/ftLh-~ 5.677 X 10-4 W/cmZ-~
30. F. Seredynski: J. Iron Steellnst., London, 1973, vol. 211, pp. 197-203.
coefficient
31. B. F. Bradley, W. O. Cockett, and D. A. Peel: in Mathematieal Models in
Thermal Btu/h ~ 0.2077 W/~
Metallurgical Process Development, Proceedings of Conference Feb. 1969,
conductance
pp. 79-92, Iron and Steel Institute, London, 1969.
32. R. Dalheimer: Ind. Anz., 1970, vo[. 92, pp. 1731-32.
33. R. J. Fiorentino, et al. Investigation of Possible Advantages of Un'lizing Heat
RE FERENCES Rolls for Hot Rolling Metals, Battelle, Columbus, Ohio, Report No. 809290,
Jan. 1967.
1. T. Sheppard and J. M. Roberts: lnt. Met. Rev., 1973, vol. 18, pp. 1-18. 34. S. I. Steindl and W. B. Rice: Measurement of Temperature in the Roll Gap
2. H. W. O'Connor and A. S. Weinstein: J. Eng. lnd. (Trans. ASME, B), 1972, During CoM Rolling, ASM paper, 1973.
vol. 94, pp. 1113-23. 35. H. tnhaber: J_ Eng. Ind. [Trans. ASME, B}, 1967, vol. 92, pp. 471-77.
3. K. N. Shohet and N. A. Townsend: J. Iron SteelInsL, London, 1971, vol. 209, 36. T. H. Hogshead: Heat Transfer and Temperature Distributions in the Rolling
pp. 769-75. of Metal Strip, Ph.D. thesis, Carnegie Institute of Technology, May 1967.
4. O. C. Sivilotti, W. E. Davies, M. Henze, and O. Dahle: Iron Steel Eng., 1973, 37. H. Becket and B. Konig: WissZ. Tech. Hochsch., Magdeburg, 1970, pp.
vol. 50, no. 6, pp. 83-90. 54145.
5. E. Orowan: Proc. Inst. Mech. Eng., 1943, voh 1590, pp. 140-67. 38. P. I. Polukhin: StalEngl. (USSR), 1963, vol. 9, pp. 712-16.
6. L. W. Koot: in Process Technology, Hoogovens BV Ljmuiden, 1972. 39. J. W. Beeston and W. J. Edwards: in Automation of Tandem Mills, Iron and
7. G. F. Bryant: in Automation of Tandem Mills, Iron and Steel Institute, Lon- Steel Institute, London, 1973.
don, 1973. 40. S. Wilmotte and J. Mignon: Met. Rep. CRM, 1973, no. 34.
8. R. J. Bentz and R. A. Dickinson: Blast Furn. SteelPlant, 1965, vol. 53, pp. 41. H. A. Kuhn and A. S. Weinstein: Z Eng. lnd. (Trans. ASME, B), 1970, vol. 92,
319-24. pp. 453-60.
9. W. L. Roberts: Iron SteelEng. YearBook, 1965, pp. 925-37. 42. K. N. Tong, M. Sadre, and M_ K. Chakko: lron SteelEng. YearBook, 1963,
I0. R. J. Bentz and W. L. Roberts: BlastFurn. SteelPtant, 1970, vol. 58, pp. pp. 339-45.
559-68. 43. K. N. Tong, M. K. Chakko, and J. V. Latorre : Iron Steel Eng. Year Book,
11. A. Nadai: J. Appl. Mech., 1969, vol. 6, pp. A-54-A-62. 1963, pp. 555-66.
12. R. Hilt and L M. Longman: Sheet Metal Ind., 1951, vol. 28, pp. 705-06. 44. Tsu-Tao Loo: Z AppL Mech., I958, vol. 25, no. 1, pp. 122-24.
13. R. Hill: Proc. Inst. Mech. Eng., 1950, voL I63, pp. 135-40.
14. R. B. Sims: J. Iron Steellnst., London, 1954, vol. 178, pp. 19-34.
15. D. Jortner, J. F. Osterle, and C. F. Zorowski: Iron Steel Eng. Year Book, Note added in proof: At press time, the mill start-up using the exact model
1958, pp. 403-11. instructions described in the section "Analysis of a Tandem Mill Problem" was in
16. P. Cosse and M. Economopoulos: C.N.R.M. Met. Rep., 1968, no. 17, pp. 15-32. process. In the first week of production, the tandem mill had achieved two-thirds
17. Yuji Matsura and Mitsugu Motomura: Rep. Cast. Res. Lab., Waseda Univ., of the targeted power usage and speed. Full target performance with excellent strip
1967, no. 18. flatness is anticipated.
METALLURGICAL TRANSACTIONS V O L U M E 5, D E C E M B E R 1 9 7 4 - 2 4 9 9
You might also like
- The Westside Barbell Conjugate MethodDocument16 pagesThe Westside Barbell Conjugate Methodpflucho79% (19)
- Ho'Oponopono Official Certification Program - DR Joe VitaleDocument11 pagesHo'Oponopono Official Certification Program - DR Joe VitaleStela Ahau0% (2)
- Defect Catalogue - Galva .Document45 pagesDefect Catalogue - Galva .Suvro ChakrabortyNo ratings yet
- IS 3400 (Part 9) 2020 - Vulcanized RubberDocument14 pagesIS 3400 (Part 9) 2020 - Vulcanized RubberSuvro ChakrabortyNo ratings yet
- Microsoft Azure, Dynamics 365 and Online Services - IsO 27001, 27018, 27017, 27701 Assessment Report 12.2.2020 PDFDocument34 pagesMicrosoft Azure, Dynamics 365 and Online Services - IsO 27001, 27018, 27017, 27701 Assessment Report 12.2.2020 PDFtamercem100% (1)
- En 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsDocument16 pagesEn 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsSuvro ChakrabortyNo ratings yet
- Deflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportDocument24 pagesDeflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportKaram AlbarodyNo ratings yet
- Techniques of Process Analysis in Extractive MetallurgyDocument9 pagesTechniques of Process Analysis in Extractive MetallurgyArlez HernandezNo ratings yet
- Heap Leaching Gold MiningDocument26 pagesHeap Leaching Gold Miningeduardo LH100% (1)
- PreviewpdfDocument6 pagesPreviewpdfHairun AnwarNo ratings yet
- The Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyDocument33 pagesThe Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyFathia AlkelaeNo ratings yet
- Recuperción de Níquel ECOTECDocument11 pagesRecuperción de Níquel ECOTECJesús RiberaNo ratings yet
- ISRM HM Behaviour in ClayDocument5 pagesISRM HM Behaviour in ClayMaria Romana AlviNo ratings yet
- The Densities and Structures of Melts Cao-"Feo"-Sio 2 in The SystemDocument8 pagesThe Densities and Structures of Melts Cao-"Feo"-Sio 2 in The Systemjagadish mahataNo ratings yet
- Composites: Fibrous, Particulate and FoamedDocument12 pagesComposites: Fibrous, Particulate and Foamedapi-26360100No ratings yet
- Selection and Maintenance of Conveyor Belts For Transportation of Coal in MinesDocument116 pagesSelection and Maintenance of Conveyor Belts For Transportation of Coal in MinesyangNo ratings yet
- Geotech Model of Cut and FillDocument37 pagesGeotech Model of Cut and FillTamrat MekonnenNo ratings yet
- Eholes Ngwall Areas: For AssistingDocument9 pagesEholes Ngwall Areas: For AssistingDanang JoyoeNo ratings yet
- Szekely1976 PDFDocument9 pagesSzekely1976 PDFlrodriguez_892566No ratings yet
- Soil Mechanics Property Characterization and Analysis Procedures-Wroth & HoulsbyDocument55 pagesSoil Mechanics Property Characterization and Analysis Procedures-Wroth & HoulsbyAnonymous GnfGTwNo ratings yet
- Autocad Aca User Guide SpanishDocument554 pagesAutocad Aca User Guide Spanishjol87No ratings yet
- Roller Finishing of Cylindrical Components BY Hans J. Naumann Hegenscheidt Corporation of AmericaDocument19 pagesRoller Finishing of Cylindrical Components BY Hans J. Naumann Hegenscheidt Corporation of AmericagedNo ratings yet
- AdtjadtjDocument788 pagesAdtjadtjyottanodeNo ratings yet
- Solidification ProcessingDocument14 pagesSolidification ProcessingTrupti Ranjan DasNo ratings yet
- Ch17 Part 1Document20 pagesCh17 Part 1Mister MysteriousNo ratings yet
- Bramfitt BL Marder AR Metal Trans 1973 4 2291 PDFDocument11 pagesBramfitt BL Marder AR Metal Trans 1973 4 2291 PDFPablo CollantesNo ratings yet
- Spurr, 1986, Slender Arch RoofDocument11 pagesSpurr, 1986, Slender Arch Roofprisciliano1No ratings yet
- Angle Hole Drilling With Large Blast Hole Drills: So That The Form in Which It Appears Here Is Not NecessarilyDocument7 pagesAngle Hole Drilling With Large Blast Hole Drills: So That The Form in Which It Appears Here Is Not NecessarilyAlexis MaronNo ratings yet
- Peck 1969 - Deep Excavations and Tunneling in Soft GroundDocument66 pagesPeck 1969 - Deep Excavations and Tunneling in Soft Groundsbaia amineNo ratings yet
- He Ruior Iow (S, Too S DT, E: Aihy E Oxid Leolnripps, EDocument11 pagesHe Ruior Iow (S, Too S DT, E: Aihy E Oxid Leolnripps, EReynaldo Marquez Jr.No ratings yet
- 1t Thesis Social Facts and Theory Construction in SociologyDocument102 pages1t Thesis Social Facts and Theory Construction in Sociologyisang bandilaNo ratings yet
- Metal Notes PlumbingDocument8 pagesMetal Notes PlumbingPatrick MachariaNo ratings yet
- Stress-Corrosion Cracking BehaviorDocument7 pagesStress-Corrosion Cracking BehavioroozdemirNo ratings yet
- Abrasive Steel Shots PDF Technical AspectsDocument12 pagesAbrasive Steel Shots PDF Technical AspectsBvel2019No ratings yet
- Review On Metallic BoridesDocument317 pagesReview On Metallic Boridesjeenurj88No ratings yet
- Optimizing Fracture Toughness and Abrasion Resistance in White Cast IronsDocument8 pagesOptimizing Fracture Toughness and Abrasion Resistance in White Cast IronsJavier Enrique Toro YentzenNo ratings yet
- sPE 9467 An in Situ Coal: Ouali Ty Predi CTI Ot'l Teci - Ni QUEDocument9 pagessPE 9467 An in Situ Coal: Ouali Ty Predi CTI Ot'l Teci - Ni QUEpatyrendonNo ratings yet
- Factors InfluencingcompactionofsoilsDocument11 pagesFactors InfluencingcompactionofsoilsviperturkNo ratings yet
- Behaviour of Reinforced Masonry Shear Walls Under Cyclic Loading (1971)Document15 pagesBehaviour of Reinforced Masonry Shear Walls Under Cyclic Loading (1971)Lucas ScartonNo ratings yet
- 4 Shakespeares Use of The SeapdfDocument274 pages4 Shakespeares Use of The SeapdfAlejandra Trejo-PooNo ratings yet
- The Effects of Thermal History and Composition On The Hot Ductility of Low Carbon SteelsDocument9 pagesThe Effects of Thermal History and Composition On The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- Handling Industrial Fatty Acids - Joseph L. TrauthDocument17 pagesHandling Industrial Fatty Acids - Joseph L. TrauthP K MisraNo ratings yet
- Knighton, Otis Calvin - A Manual of Machine Shop Projects For High School StudentsDocument201 pagesKnighton, Otis Calvin - A Manual of Machine Shop Projects For High School StudentsLovren “Lovren” LovrenNo ratings yet
- An Introduction To Differential Geometry by TJ Willmore Oxford at The Clarendon Press 1959 317 Pages 35 ShillingsDocument3 pagesAn Introduction To Differential Geometry by TJ Willmore Oxford at The Clarendon Press 1959 317 Pages 35 ShillingsYaksha AllolaNo ratings yet
- Thermodynamic Study of Ice and Clathrate Hydrates : Chem.Document10 pagesThermodynamic Study of Ice and Clathrate Hydrates : Chem.Shurooq TaibNo ratings yet
- Wang 1974Document5 pagesWang 1974G.L.R StudiosNo ratings yet
- Fundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenDocument1 pageFundamentals of Earthquake Engineering: Those Familiar With Newmark - S and RosenBladimir Jesús Ccama Cutipa0% (1)
- 10731262Document380 pages10731262narazNo ratings yet
- Shot Peening ManualDocument48 pagesShot Peening ManualdemirilkNo ratings yet
- The Lyricism of Sara TeasdaleDocument324 pagesThe Lyricism of Sara TeasdaleAndrew ColdNo ratings yet
- MaesDocument3 pagesMaesRana DaniyalNo ratings yet
- International Society For Soil Mechanics and Geotechnical EngineeringDocument7 pagesInternational Society For Soil Mechanics and Geotechnical EngineeringGNZLNo ratings yet
- Aiche-1981-030 - Ultrasonic Testing of Catalyst Tube - KubotaDocument35 pagesAiche-1981-030 - Ultrasonic Testing of Catalyst Tube - KubotaAsep WahyuNo ratings yet
- Steam Protection With Small Cable Yarding SystemDocument17 pagesSteam Protection With Small Cable Yarding SystemMissoula Conservation DistrictNo ratings yet
- Field 1978Document4 pagesField 1978OlgalycosNo ratings yet
- Buckling: SandiaDocument19 pagesBuckling: SandiamajorikahnNo ratings yet
- The Genesis of QuantaDocument38 pagesThe Genesis of Quantapriyanshu gangwarNo ratings yet
- b16497600 Sadka PDFDocument355 pagesb16497600 Sadka PDFzakiNo ratings yet
- 15 - 2 - Washington DC - 09-71 - 0150Document8 pages15 - 2 - Washington DC - 09-71 - 0150Matias MancillaNo ratings yet
- Origami Sharing No. 69 Silver Noelle by Kei MoriDocument102 pagesOrigami Sharing No. 69 Silver Noelle by Kei MoriAarön RamírezNo ratings yet
- Robin Milner A Calculus of Communicating Systems 1980Document176 pagesRobin Milner A Calculus of Communicating Systems 1980Gustavo EngenheiroNo ratings yet
- ABM Mohd Amaan SheikhDocument2 pagesABM Mohd Amaan SheikhMohd Amaan SheikhNo ratings yet
- PrudencioDocument182 pagesPrudencioGarcíaMíchelNo ratings yet
- Horvath 1987 - The Acetate Negative Survey Final ReportDocument16 pagesHorvath 1987 - The Acetate Negative Survey Final ReportdamianphNo ratings yet
- Some aspects of the grammar of the Eskimo dialects of Cumberland Peninsula and North Baffin IslandFrom EverandSome aspects of the grammar of the Eskimo dialects of Cumberland Peninsula and North Baffin IslandNo ratings yet
- CST ArcelorDocument20 pagesCST ArcelorSuvro ChakrabortyNo ratings yet
- Magnelis Book ENDocument60 pagesMagnelis Book ENSuvro ChakrabortyNo ratings yet
- Annealing FundamentalsDocument41 pagesAnnealing FundamentalsSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - GeneralDocument31 pagesElectrical Steel Development - GeneralSuvro ChakrabortyNo ratings yet
- ISO-10275-2020 - Strain Hardening CoefficientDocument9 pagesISO-10275-2020 - Strain Hardening CoefficientSuvro Chakraborty0% (1)
- 1-Development of The 550MPa Grade Hot-Dipped GalvanizedDocument6 pages1-Development of The 550MPa Grade Hot-Dipped GalvanizedSuvro ChakrabortyNo ratings yet
- Reducing of Line StopaggesDocument39 pagesReducing of Line StopaggesSuvro ChakrabortyNo ratings yet
- Magnetic Measurements On Electrical Steel Using Epstein Test FrameDocument4 pagesMagnetic Measurements On Electrical Steel Using Epstein Test FrameSuvro ChakrabortyNo ratings yet
- QC Auto DosingDocument37 pagesQC Auto DosingSuvro ChakrabortyNo ratings yet
- Air Knife Coating Galvanizing94 - 1Document9 pagesAir Knife Coating Galvanizing94 - 1Suvro ChakrabortyNo ratings yet
- IS 11999.2007 - R ValueDocument9 pagesIS 11999.2007 - R ValueSuvro ChakrabortyNo ratings yet
- Not For SaleDocument1 pageNot For SaleSuvro ChakrabortyNo ratings yet
- IS 9000 Part 11Document13 pagesIS 9000 Part 11Suvro ChakrabortyNo ratings yet
- Training and Line Visit Details - TKES - July-Aug2021Document52 pagesTraining and Line Visit Details - TKES - July-Aug2021Suvro ChakrabortyNo ratings yet
- IEC 60404-3-2010 - Magnetic Property - Single Sheet TestDocument58 pagesIEC 60404-3-2010 - Magnetic Property - Single Sheet TestSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- ASTM E8 E8M 2021 Tension Testing of Metallic MaterialsDocument30 pagesASTM E8 E8M 2021 Tension Testing of Metallic MaterialsSuvro ChakrabortyNo ratings yet
- Astm B117 - 2018Document12 pagesAstm B117 - 2018Suvro ChakrabortyNo ratings yet
- Quality Presentation-1Document27 pagesQuality Presentation-1Suvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- IS648 2006 Ammend 1 To 4 - CRNODocument28 pagesIS648 2006 Ammend 1 To 4 - CRNOSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevDocument26 pagesElectrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevSuvro ChakrabortyNo ratings yet
- Electrical Steel PaperDocument184 pagesElectrical Steel PaperSuvro ChakrabortyNo ratings yet
- Texture Development in Electrical Steel - PDFDocument41 pagesTexture Development in Electrical Steel - PDFSuvro ChakrabortyNo ratings yet
- EN10131 - Dimensions and FlatnessDocument14 pagesEN10131 - Dimensions and FlatnessSuvro ChakrabortyNo ratings yet
- Effects of Interpass Ageing 2Document5 pagesEffects of Interpass Ageing 2Suvro ChakrabortyNo ratings yet
- En 10142-2000Document25 pagesEn 10142-2000Suvro ChakrabortyNo ratings yet
- CE 324 - Lec 06 Pile Foundations PDFDocument93 pagesCE 324 - Lec 06 Pile Foundations PDFAli BajwaNo ratings yet
- SGA Webinar 21nov2020 - InvitationDocument1 pageSGA Webinar 21nov2020 - InvitationSantoso 9JimmyNo ratings yet
- Model ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast Response General DescriptionDocument4 pagesModel ESFR-17 16.8 K-Factor Pendent Sprinkler Early Suppression, Fast Response General DescriptionJUANA MONSERRATE PARRALES PILAYNo ratings yet
- Research ProposalDocument22 pagesResearch ProposalJacqueline etchi100% (1)
- XC975 EV 英语译文Document2 pagesXC975 EV 英语译文abangNo ratings yet
- Catalog: Clodfelter Bridge and Structures International, IncDocument28 pagesCatalog: Clodfelter Bridge and Structures International, Incjsyun0831No ratings yet
- 529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Document1 page529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Ema Ratna KartinawatiNo ratings yet
- Ashridge Business School, UK: Scientist-PractitionerDocument1 pageAshridge Business School, UK: Scientist-PractitionerSharma ShikhaNo ratings yet
- Sustainable DevelopmentDocument21 pagesSustainable Developmentvishalpersonal539No ratings yet
- Artepillin C As An Outstanding Phenolic Compound of Brazilian Green Propolis For Disease Treatment: A Review On Pharmacological AspectsDocument13 pagesArtepillin C As An Outstanding Phenolic Compound of Brazilian Green Propolis For Disease Treatment: A Review On Pharmacological AspectslyviaNo ratings yet
- Approved Tacs 030120Document566 pagesApproved Tacs 030120SiteTester 1371No ratings yet
- ExamsDocument110 pagesExamsMody XpressNo ratings yet
- Eppendorf Centrifuge 5415D and 5415R DatasheetDocument4 pagesEppendorf Centrifuge 5415D and 5415R DatasheetGeorgyNo ratings yet
- Test Glo-Qc-Tm-0744Document6 pagesTest Glo-Qc-Tm-0744rx bafnaNo ratings yet
- Taxes in PhilippinesDocument2 pagesTaxes in PhilippinesJames iKnowNo ratings yet
- Ada363924 S&aDocument30 pagesAda363924 S&asksabinaNo ratings yet
- Hydrau EXAM-4 - ActualDocument1 pageHydrau EXAM-4 - ActualGeraldNo ratings yet
- Đề kiểm tra Tiếng anh 7 Global Success có key unit 2Document8 pagesĐề kiểm tra Tiếng anh 7 Global Success có key unit 2Võ Việt NamNo ratings yet
- Bucyrus Club Policies, Procedures, FAQsDocument9 pagesBucyrus Club Policies, Procedures, FAQsimandaNo ratings yet
- IDSE Unit 2 E9Document12 pagesIDSE Unit 2 E9Kannan JaganNo ratings yet
- Ilovepdf MergedDocument95 pagesIlovepdf MergedYoussef El bahiNo ratings yet
- SF20 - OKL04 Risk Assessment WeldingDocument2 pagesSF20 - OKL04 Risk Assessment WeldingMike BoyesNo ratings yet
- DBQ EcologyDocument11 pagesDBQ Ecologydafer krishiNo ratings yet
- Bomba Hidráulica FestoDocument8 pagesBomba Hidráulica FestoAlex TamayoNo ratings yet
- Data Privacy OrientationDocument15 pagesData Privacy OrientationNormzz Sapitula100% (1)
- Easy Go System by StorzDocument16 pagesEasy Go System by StorzKaustubh KeskarNo ratings yet
- Quest Circular Motion 1 KeyDocument5 pagesQuest Circular Motion 1 KeyCarlos Ortiz100% (1)