Download as pdf or txt
You might also like
- P66 B1 M5 Lufthansa PDFDocument196 pagesP66 B1 M5 Lufthansa PDFDAVID FAJARDO PUERTO100% (1)
- Defect Catalogue - Galva .Document45 pagesDefect Catalogue - Galva .Suvro ChakrabortyNo ratings yet
- IS 3400 (Part 9) 2020 - Vulcanized RubberDocument14 pagesIS 3400 (Part 9) 2020 - Vulcanized RubberSuvro ChakrabortyNo ratings yet
- En 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsDocument16 pagesEn 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsSuvro ChakrabortyNo ratings yet
- ANODIZING (Autosaved)Document17 pagesANODIZING (Autosaved)Sonu JajamNo ratings yet
- Demineralization ADocument30 pagesDemineralization Arahul ranaNo ratings yet
- Challenges in Management of Pollution Control in Electroplating Industries in Achieving Zero Liquid Discharge For Sustainable DevelopmentDocument27 pagesChallenges in Management of Pollution Control in Electroplating Industries in Achieving Zero Liquid Discharge For Sustainable Developmentprashant_cool_4_uNo ratings yet
- Memoire Mazen Siham Complet 1-22Document14 pagesMemoire Mazen Siham Complet 1-22amara.abdallah.mohammedNo ratings yet
- CRBR New Process in Brine Refining 1Document10 pagesCRBR New Process in Brine Refining 1febypn8No ratings yet
- Transformer OilDocument12 pagesTransformer OilVenkata Lakshmanarao N100% (2)
- Electroplating: Northbrook, IL 847.528.3467Document14 pagesElectroplating: Northbrook, IL 847.528.3467Halim BoucettaNo ratings yet
- I. Introduction (ENG)Document10 pagesI. Introduction (ENG)Gary M TrajanoNo ratings yet
- Dupont Dryfilm PhotoresistDocument8 pagesDupont Dryfilm Photoresistsaandeep arduinoNo ratings yet
- Sewage Treatment Is The Process of Removing ContaminantsDocument52 pagesSewage Treatment Is The Process of Removing ContaminantsKedir omerNo ratings yet
- Vishwanath InternshipDocument15 pagesVishwanath Internshipvishwanathhugar25No ratings yet
- PECD CatalogDocument4 pagesPECD Catalogsales3No ratings yet
- L4 - Preliminary Treatment Sept 2020 PDFDocument20 pagesL4 - Preliminary Treatment Sept 2020 PDFrushdiNo ratings yet
- Servospark 2 / 3: Description ApplicationDocument1 pageServospark 2 / 3: Description ApplicationBALANo ratings yet
- Fuel Oil & WTPDocument27 pagesFuel Oil & WTPpntripathiNo ratings yet
- Rossing - Production ProcessDocument27 pagesRossing - Production ProcessJan Lubbe100% (1)
- WF Press Felts CleaningDocument11 pagesWF Press Felts CleaningAngel Azathoth GoetzNo ratings yet
- Gold BombingDocument16 pagesGold Bombingabdulrahman abduNo ratings yet
- Gold BombingDocument16 pagesGold Bombingabdulrahman abduNo ratings yet
- Best Practices For Water Removal in Hydraulic SystemsDocument26 pagesBest Practices For Water Removal in Hydraulic SystemsAaron SaidNo ratings yet
- Chrome Tanning IndustryDocument18 pagesChrome Tanning IndustryPatel RonakNo ratings yet
- Evaluate Crude Oil PipelinesDocument30 pagesEvaluate Crude Oil PipelinesccordovamNo ratings yet
- SandCasting by Yaser ElkelawyDocument12 pagesSandCasting by Yaser ElkelawyYaserElkelawyNo ratings yet
- ZN Die Cast Pretreatment Suggestion: Soak Clean Electro Clean Acid Dip Alkaline Dip (Reduction)Document2 pagesZN Die Cast Pretreatment Suggestion: Soak Clean Electro Clean Acid Dip Alkaline Dip (Reduction)Anonymous aMOfRDPb8No ratings yet
- Clariantmildsurfactants PDFDocument39 pagesClariantmildsurfactants PDFcontentdrive4 drive4No ratings yet
- Chlor Alkali TechnologyDocument14 pagesChlor Alkali TechnologyTinTin100% (1)
- Proceso de Engitec CX SystemDocument6 pagesProceso de Engitec CX SystemCinthia del RíoNo ratings yet
- Surface EngineeringDocument43 pagesSurface Engineering10rajNo ratings yet
- 01 Flux Role On Wave and SolderpasteDocument25 pages01 Flux Role On Wave and SolderpasteprthomasNo ratings yet
- 924-Basic Cold Rolling-Pickling-RollingDocument77 pages924-Basic Cold Rolling-Pickling-RollingHerdisNo ratings yet
- Natco Study On New Technology in DesaltersDocument31 pagesNatco Study On New Technology in Desaltersmohammad fallahNo ratings yet
- TDS - 03116Document2 pagesTDS - 03116storeairkgNo ratings yet
- Painting HintDocument19 pagesPainting HintSenthil KumaranNo ratings yet
- Sewage Treatment Plant PDF in Hindi 1Document64 pagesSewage Treatment Plant PDF in Hindi 1Pankaj Gogoi100% (1)
- Avitera Rose SeDocument2 pagesAvitera Rose SeruestchivaNo ratings yet
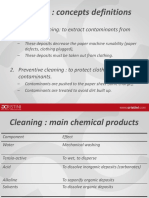
- 03 Cleaning 230919Document20 pages03 Cleaning 230919qoo1515pNo ratings yet
- MR Jayaraman Rajavel, Thermax PDFDocument21 pagesMR Jayaraman Rajavel, Thermax PDFselva pNo ratings yet
- Pt. Sinar Cemaramas Abadi: Soak Cleaner HR 12Document1 pagePt. Sinar Cemaramas Abadi: Soak Cleaner HR 12Sinar Cemaramas AbadiNo ratings yet
- Industrial Water Treatment Product Name Indion Ffip Indion Ffip (MB) Indion NipDocument5 pagesIndustrial Water Treatment Product Name Indion Ffip Indion Ffip (MB) Indion NipReply choiceNo ratings yet
- Electron Group-Broucher For CottonDocument12 pagesElectron Group-Broucher For CottonsateeshgoreNo ratings yet
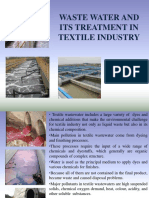
- Waste Water and Its Treatment in Textile Industry: Vandana TripathiDocument11 pagesWaste Water and Its Treatment in Textile Industry: Vandana TripathiLavanya AmmuNo ratings yet
- Raw Water Treatment Diagram: ClorinationDocument38 pagesRaw Water Treatment Diagram: ClorinationRuang RenungNo ratings yet
- Basic Training-PlatingsDocument5 pagesBasic Training-PlatingsVivek SinghNo ratings yet
- Texanol - Tds (En)Document3 pagesTexanol - Tds (En)Pool Icanaque EspinalNo ratings yet
- Ion Exchange Resin, General Concepts and TroubleshootingsDocument45 pagesIon Exchange Resin, General Concepts and TroubleshootingstmdtufayelNo ratings yet
- Anodize ProcessDocument42 pagesAnodize ProcessJigar GalaNo ratings yet
- HP Transformer OilsDocument2 pagesHP Transformer OilsNoble Jose KunhiparaNo ratings yet
- RELITE 3AS - Strongly Basic ResinDocument2 pagesRELITE 3AS - Strongly Basic ResinPanca Erlangga SiregarNo ratings yet
- 95 517 Xiameter PMX 200 Si Fluid PDFDocument4 pages95 517 Xiameter PMX 200 Si Fluid PDFمحمد مقلدNo ratings yet
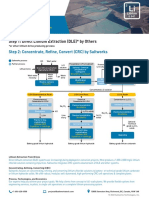
- Lithium Brochure RZ HDocument2 pagesLithium Brochure RZ Hakhmad ashariNo ratings yet
- Reactores No ConvencionalesDocument28 pagesReactores No Convencionalesbruce callNo ratings yet
- Reverse OsmosisDocument131 pagesReverse OsmosisTaufiqTaufiq100% (6)
- Pre Treatment ProcessDocument3 pagesPre Treatment ProcessManikandanNo ratings yet
- ETP Leather Garment PDFDocument100 pagesETP Leather Garment PDFAshish DixitNo ratings yet
- An10t01e01 01eDocument2 pagesAn10t01e01 01emaithammaNo ratings yet
- Rifacophor Byb Conc. 400%: Special PropertiesDocument4 pagesRifacophor Byb Conc. 400%: Special Propertieshamidrahmany3657No ratings yet
- Process Module 20 ZLDDocument56 pagesProcess Module 20 ZLDakshay.technicheNo ratings yet
- Etchant For Various Metal in Electrochemical EtchingDocument7 pagesEtchant For Various Metal in Electrochemical EtchingedhykoesNo ratings yet
- Magnelis Book ENDocument60 pagesMagnelis Book ENSuvro ChakrabortyNo ratings yet
- CST ArcelorDocument20 pagesCST ArcelorSuvro ChakrabortyNo ratings yet
- IS 9000 Part 11Document13 pagesIS 9000 Part 11Suvro ChakrabortyNo ratings yet
- Annealing FundamentalsDocument41 pagesAnnealing FundamentalsSuvro ChakrabortyNo ratings yet
- Electrical Steel Development - GeneralDocument31 pagesElectrical Steel Development - GeneralSuvro ChakrabortyNo ratings yet
- 1-Development of The 550MPa Grade Hot-Dipped GalvanizedDocument6 pages1-Development of The 550MPa Grade Hot-Dipped GalvanizedSuvro ChakrabortyNo ratings yet
- Air Knife Coating Galvanizing94 - 1Document9 pagesAir Knife Coating Galvanizing94 - 1Suvro ChakrabortyNo ratings yet
- Reducing of Line StopaggesDocument39 pagesReducing of Line StopaggesSuvro ChakrabortyNo ratings yet
- ISO-10275-2020 - Strain Hardening CoefficientDocument9 pagesISO-10275-2020 - Strain Hardening CoefficientSuvro Chakraborty0% (1)
- QC Auto DosingDocument37 pagesQC Auto DosingSuvro ChakrabortyNo ratings yet
- ASTM E8 E8M 2021 Tension Testing of Metallic MaterialsDocument30 pagesASTM E8 E8M 2021 Tension Testing of Metallic MaterialsSuvro ChakrabortyNo ratings yet
- IS 11999.2007 - R ValueDocument9 pagesIS 11999.2007 - R ValueSuvro ChakrabortyNo ratings yet
- Magnetic Measurements On Electrical Steel Using Epstein Test FrameDocument4 pagesMagnetic Measurements On Electrical Steel Using Epstein Test FrameSuvro ChakrabortyNo ratings yet
- Not For SaleDocument1 pageNot For SaleSuvro ChakrabortyNo ratings yet
- Training and Line Visit Details - TKES - July-Aug2021Document52 pagesTraining and Line Visit Details - TKES - July-Aug2021Suvro ChakrabortyNo ratings yet
- Quality Presentation-1Document27 pagesQuality Presentation-1Suvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- Astm B117 - 2018Document12 pagesAstm B117 - 2018Suvro ChakrabortyNo ratings yet
- Electrical Steel Development - Draft - AMNS - Aug 2022Document65 pagesElectrical Steel Development - Draft - AMNS - Aug 2022Suvro ChakrabortyNo ratings yet
- Electrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevDocument26 pagesElectrical Steel Development - Rev2 - Draft2 - AMNS - Sept 2022 - RevSuvro ChakrabortyNo ratings yet
- IS648 2006 Ammend 1 To 4 - CRNODocument28 pagesIS648 2006 Ammend 1 To 4 - CRNOSuvro ChakrabortyNo ratings yet
- Electrical Steel PaperDocument184 pagesElectrical Steel PaperSuvro ChakrabortyNo ratings yet
- IEC 60404-3-2010 - Magnetic Property - Single Sheet TestDocument58 pagesIEC 60404-3-2010 - Magnetic Property - Single Sheet TestSuvro ChakrabortyNo ratings yet
- En 10142-2000Document25 pagesEn 10142-2000Suvro ChakrabortyNo ratings yet
- EN10131 - Dimensions and FlatnessDocument14 pagesEN10131 - Dimensions and FlatnessSuvro ChakrabortyNo ratings yet
- Texture Development in Electrical Steel - PDFDocument41 pagesTexture Development in Electrical Steel - PDFSuvro ChakrabortyNo ratings yet
- Effects of Interpass Ageing 2Document5 pagesEffects of Interpass Ageing 2Suvro ChakrabortyNo ratings yet
- Mochamad Juwildia Prayoga - Motivation Letter MAECIDocument2 pagesMochamad Juwildia Prayoga - Motivation Letter MAECIMochamad JuwildiaNo ratings yet
- History G4 Report FinalDocument14 pagesHistory G4 Report FinalElvira MirajulNo ratings yet
- The Moderating Effect of Ewom On The Perception of Service Quality and Repurchase Intension Relationship The Case of The West Bank RestaurantsDocument7 pagesThe Moderating Effect of Ewom On The Perception of Service Quality and Repurchase Intension Relationship The Case of The West Bank RestaurantsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Revenue and Treasury Management Offices in The PhilippinesDocument73 pagesRevenue and Treasury Management Offices in The Philippinesmarj berting67% (3)
- CAPM in Capital BudgetingDocument2 pagesCAPM in Capital BudgetingNaga PraveenNo ratings yet
- DD RhinosinusitisDocument9 pagesDD RhinosinusitisZuhal Darwis100% (1)
- The Golden Fish Keeps A Promise StoryDocument2 pagesThe Golden Fish Keeps A Promise StoryDe Guzman Diane Marie B.No ratings yet
- Sorting Grapple Spare Parts Rev2Document55 pagesSorting Grapple Spare Parts Rev2sqrek0No ratings yet
- Tentative Recommendations For Prestressed Concrete-ACI 323 (1958)Document34 pagesTentative Recommendations For Prestressed Concrete-ACI 323 (1958)Alberto Ezequiel León TamayoNo ratings yet
- Torque Spiral Wound GSKT TableDocument2 pagesTorque Spiral Wound GSKT TableCarlos Roberto Tamariz100% (1)
- XdealSkin Vitamins Tiktok ProposalDocument4 pagesXdealSkin Vitamins Tiktok ProposalElixia KiteNo ratings yet
- AK Khan Telecom Limited: Orientation ScheduleDocument2 pagesAK Khan Telecom Limited: Orientation Schedulemozammel80No ratings yet
- Resume Goutam AdwantDocument3 pagesResume Goutam AdwantGoutamNo ratings yet
- Cisco Cloud DefinitionDocument72 pagesCisco Cloud DefinitionmienmobkNo ratings yet
- Main Project Psl360sDocument6 pagesMain Project Psl360sPonatshego Stojaković OnewangNo ratings yet
- Persuasive WritingDocument34 pagesPersuasive WritingRoda RodaNo ratings yet
- COA - Full Service HotelDocument51 pagesCOA - Full Service HotelAnthony KoolmanNo ratings yet
- The Measures of Central TendencyDocument40 pagesThe Measures of Central TendencyMark Lester Brosas TorreonNo ratings yet
- Grove 890Document50 pagesGrove 890cristian faundesNo ratings yet
- Abdellatif Kashkoush SMDocument5 pagesAbdellatif Kashkoush SMRacha BadrNo ratings yet
- Nothing Can Keep Us Together: Cecily Von ZiegesarDocument16 pagesNothing Can Keep Us Together: Cecily Von ZiegesarPatricia NacuNo ratings yet
- Nvidia - LeetCodeDocument2 pagesNvidia - LeetCodePeeyushNo ratings yet
- Comm 318 OutlineDocument6 pagesComm 318 Outlineapi-657143147No ratings yet
- Lectures On The Comparative Grammar of The Semitic LanguagesDocument308 pagesLectures On The Comparative Grammar of The Semitic LanguagesRob Cordopatri100% (1)
- AbanDocument12 pagesAbanIsmar MorenoNo ratings yet
- Continuous Line Graphs Lesson Plan 1Document2 pagesContinuous Line Graphs Lesson Plan 1api-491069377No ratings yet
- Mortgage Deed (Mortgage Deed by Small Farmer For Agrl - Loans in F/O Pac/Bank)Document3 pagesMortgage Deed (Mortgage Deed by Small Farmer For Agrl - Loans in F/O Pac/Bank)JC WARGAL100% (1)
- To Study The Impact of Technology On RecruitmentDocument9 pagesTo Study The Impact of Technology On RecruitmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Big Picture B: Unit 3Document4 pagesBig Picture B: Unit 3vworldpeace yanibNo ratings yet