Download as pdf or txt
You might also like
- YHD-1100DW 2D Wireless Barcode Scanner Manual GuideDocument27 pagesYHD-1100DW 2D Wireless Barcode Scanner Manual GuideAnonymous kkAd5v3xNo ratings yet
- Art - Scribble Art Lesson PlanDocument3 pagesArt - Scribble Art Lesson Planapi-534995697No ratings yet
- NEMA IEC Body Phantom SetDocument1 pageNEMA IEC Body Phantom SetdridiNo ratings yet
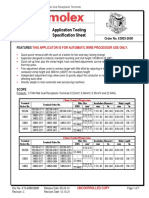
- Fineadjust Applicator Specification Sheet Order No. 63900-0100Document5 pagesFineadjust Applicator Specification Sheet Order No. 63900-0100Amine MaaouiNo ratings yet
- 5556 Series Approval SpecificationDocument8 pages5556 Series Approval SpecificationEnzo AscañoNo ratings yet
- Hand Crimp Tool Specification Sheet: Order No. 63811-5200Document6 pagesHand Crimp Tool Specification Sheet: Order No. 63811-5200AbhinavNo ratings yet
- Crimp Tool For King InstallsDocument6 pagesCrimp Tool For King InstallssafariNo ratings yet
- App 2037023000Document6 pagesApp 2037023000danielNo ratings yet
- Application Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesDocument7 pagesApplication Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesAmine MaaouiNo ratings yet
- Molex Maquina Terminales 2002181900-000Document8 pagesMolex Maquina Terminales 2002181900-000FransoloNo ratings yet
- Features: Hand Crimp Tool Specification Sheet Order No. 63819-1300Document9 pagesFeatures: Hand Crimp Tool Specification Sheet Order No. 63819-1300Jose Antonio Huitron NuñezNo ratings yet
- Aiwa CX Nv700lh NSX v700Document34 pagesAiwa CX Nv700lh NSX v700Iva Ne100% (1)
- Brosur Breaker SOOSAN SB Series (New)Document8 pagesBrosur Breaker SOOSAN SB Series (New)HidayatNo ratings yet
- Sirius 3rfDocument201 pagesSirius 3rfRaul E. SoliNo ratings yet
- Harfon Sensor 01Document56 pagesHarfon Sensor 01Martha RuizNo ratings yet
- Manual Instalación Radar Furuno 1622iDocument24 pagesManual Instalación Radar Furuno 1622ipevalpevalNo ratings yet
- Turbine Flow MeterDocument33 pagesTurbine Flow MeterPandeyNo ratings yet
- Bergeon ScrewdriverDocument4 pagesBergeon ScrewdriverGene4MoNo ratings yet
- CMMT-As EMMT-As Preferred Combinations en 202308Document5 pagesCMMT-As EMMT-As Preferred Combinations en 202308rwnl2003No ratings yet
- Medidores Rotativos Série FMRDocument3 pagesMedidores Rotativos Série FMRmateuNo ratings yet
- Warning: Installation Instructions - 14 Gauge C-Track SystemDocument4 pagesWarning: Installation Instructions - 14 Gauge C-Track SystemjorafestNo ratings yet
- Thread Pitch ChartDocument2 pagesThread Pitch ChartGeorgeMtyNo ratings yet
- Antigo LMR400Document4 pagesAntigo LMR400Joao CarameloNo ratings yet
- 24V - D3427 and 5V D3423Document14 pages24V - D3427 and 5V D3423Pradeeban NNo ratings yet
- Bar L/H KW: High-Pressure Washers - Cold WaterDocument2 pagesBar L/H KW: High-Pressure Washers - Cold WaterMhel TagalagNo ratings yet
- AD Drilling Manual 600 Series 2018pangeaDocument20 pagesAD Drilling Manual 600 Series 2018pangearoberto funezNo ratings yet
- Type 680 Hydraulic Stage CollarDocument6 pagesType 680 Hydraulic Stage Collar唐辉No ratings yet
- LC0406FC3.3C LC0406FC36C: ApplicationsDocument6 pagesLC0406FC3.3C LC0406FC36C: ApplicationsselocaNo ratings yet
- RC 750Document7 pagesRC 750ahmetNo ratings yet
- 650 01 GB 0111 01Document12 pages650 01 GB 0111 01Phan HaiNo ratings yet
- Rigid Flexible Waveguide ComponentsDocument10 pagesRigid Flexible Waveguide Componentsapi-30606527No ratings yet
- Libro 7 1Document38 pagesLibro 7 1romanNo ratings yet
- Sistema Surface Scanning Probe Series For Opcs - Product CatalogueDocument6 pagesSistema Surface Scanning Probe Series For Opcs - Product CatalogueLinh NgoNo ratings yet
- 31a10 PSV 001Document3 pages31a10 PSV 001JITHIN VIJAYANNo ratings yet
- En DocksDocument2 pagesEn DocksArmando SantiagoNo ratings yet
- Brochures - Bucking Unit+Power StationDocument9 pagesBrochures - Bucking Unit+Power StationWei ShangNo ratings yet
- Cable Gland Types E1W, E2W, E1X, E2X, E1U & E2UDocument2 pagesCable Gland Types E1W, E2W, E1X, E2X, E1U & E2UWidhi ImranovichNo ratings yet
- New Products Mets 2019Document38 pagesNew Products Mets 2019Sh LzNo ratings yet
- Hoyt AMMETERDocument3 pagesHoyt AMMETERDayanna MorenoNo ratings yet
- Antenna&MillimeterDocument60 pagesAntenna&MillimeterShaina SharmaNo ratings yet
- 8017031Document4 pages8017031alisuseNo ratings yet
- Price List Fortindo 2021 Fortindo IdDocument143 pagesPrice List Fortindo 2021 Fortindo IdRijal Al KautsarNo ratings yet
- Krausz Spesifications Hymax-Flensemuffe enDocument4 pagesKrausz Spesifications Hymax-Flensemuffe enibrahimNo ratings yet
- CTX 400Document5 pagesCTX 400Brzata PticaNo ratings yet
- fwmpc.18 PXT-K InstallDocument15 pagesfwmpc.18 PXT-K Installozeias.rosaNo ratings yet
- Fineadjust Applicator Applicator Tooling Specification Order No. 63901-7400Document5 pagesFineadjust Applicator Applicator Tooling Specification Order No. 63901-7400Ernesto VelásquezNo ratings yet
- Zenith Technical Data Sheet - 30 To 120 Liters - SignedDocument1 pageZenith Technical Data Sheet - 30 To 120 Liters - Signedusama arainNo ratings yet
- 106 CmasDocument2 pages106 CmasPablo DpNo ratings yet
- Sony hcd-fc8, fc9 PDFDocument140 pagesSony hcd-fc8, fc9 PDFRaymundo Moran LopezNo ratings yet
- Spares Estimation Elect Line1Document10 pagesSpares Estimation Elect Line1Muhammad NabeelNo ratings yet
- LMR 600Document4 pagesLMR 600Edytryk MghbjNo ratings yet
- 000-I-Ts-102 - DS - 2 PitDocument42 pages000-I-Ts-102 - DS - 2 PitCristian RománNo ratings yet
- Natraj Pricelist 17 PDFDocument8 pagesNatraj Pricelist 17 PDFlkchoudhuryNo ratings yet
- External Threads For Machine Screws and SEMSDocument2 pagesExternal Threads For Machine Screws and SEMSez1010No ratings yet
- Lifetime Warranty - Patent Number 4716989Document1 pageLifetime Warranty - Patent Number 4716989dgn tkyaNo ratings yet
- Archt 33 AssignmentDocument4 pagesArcht 33 AssignmentKean Matthew SantiagoNo ratings yet
- Press DetailsDocument36 pagesPress Detailssateesh_tpNo ratings yet
- AM3KA539 Combined Depth/Tension Measurement Device: With Low Voltage Tension AmplifierDocument27 pagesAM3KA539 Combined Depth/Tension Measurement Device: With Low Voltage Tension AmplifierDiego CorderoNo ratings yet
- Service Manual: 20J-S100/S100S CJ20S10 21MJ50Document30 pagesService Manual: 20J-S100/S100S CJ20S10 21MJ50Francisco BandresNo ratings yet
- En Pulsor170assemblyDocument2 pagesEn Pulsor170assemblysoorajssNo ratings yet
- Assembly and Torque Procedures For V-Band CouplingsDocument3 pagesAssembly and Torque Procedures For V-Band CouplingsFranco BasualdoNo ratings yet
- Evaluating Your ContentDocument4 pagesEvaluating Your ContentSalman TahirNo ratings yet
- Research and Policy FellowDocument1 pageResearch and Policy FellowConnCANNo ratings yet
- Cognitive Behavioral TheoryDocument28 pagesCognitive Behavioral TheoryAngela CabasNo ratings yet
- College Students' Need For Cognition, Academic Motivation, Performance, and Well-Being 2012Document19 pagesCollege Students' Need For Cognition, Academic Motivation, Performance, and Well-Being 2012Vania RamirezNo ratings yet
- Atlas Copco PDFDocument6 pagesAtlas Copco PDFPRASHANT KANTENo ratings yet
- 4a.plant LayoutDocument31 pages4a.plant LayoutSagar PhullNo ratings yet
- Clinical InvestigationsDocument152 pagesClinical InvestigationsDev MartelNo ratings yet
- Bullying Risk Factors and Prevention MethodsDocument11 pagesBullying Risk Factors and Prevention MethodsIsa RianoNo ratings yet
- Job Description-Demand PlanningDocument4 pagesJob Description-Demand PlanningTushit NathNo ratings yet
- Collection Indesign - 1 To 15Document15 pagesCollection Indesign - 1 To 15Nulled ByteNo ratings yet
- Focus 4 Unit 2 PersonalityDocument2 pagesFocus 4 Unit 2 Personalityk.nowakNo ratings yet
- Crest Audio 6 - 11-25-97Document2 pagesCrest Audio 6 - 11-25-97Justin WilliamsNo ratings yet
- Fluent-Intro 15.0 WS08b Vortex SheddingDocument39 pagesFluent-Intro 15.0 WS08b Vortex Sheddingmatteo_1234No ratings yet
- Generator Technical Submittal - Ac820-6Document128 pagesGenerator Technical Submittal - Ac820-6ahmed saadNo ratings yet
- Organic Cotton Yarn QualityDocument87 pagesOrganic Cotton Yarn QualityMuhammad Qamar TusiefNo ratings yet
- Research and TheoryDocument6 pagesResearch and TheoryWahengbam Rorrkychand100% (1)
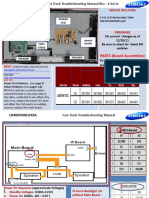
- Samsung LN46D550K1FXZA Fast Track Guide (SM)Document4 pagesSamsung LN46D550K1FXZA Fast Track Guide (SM)Carlos OdilonNo ratings yet
- PDF Note - Doors and WindowsDocument10 pagesPDF Note - Doors and WindowsAbhayNo ratings yet
- La Calidad Cambia Al Mundo SANY Heavy Industry Co., LTDDocument34 pagesLa Calidad Cambia Al Mundo SANY Heavy Industry Co., LTDEvert Vargas Torrez100% (1)
- Quality Control & Quality AssuranceDocument75 pagesQuality Control & Quality Assurancemuhammad omerNo ratings yet
- Figure M 39 Ethanol Water MixtureDocument10 pagesFigure M 39 Ethanol Water MixturediegoNo ratings yet
- Development of TherapistDocument15 pagesDevelopment of TherapistChetna DuggalNo ratings yet
- Nitocote CM210 PDFDocument4 pagesNitocote CM210 PDFAnggieta AyuNo ratings yet
- 74756562Document29 pages74756562Jose Graca Vieira AndradeNo ratings yet
- 2022-12-15 StrategiesDocument1 page2022-12-15 StrategiesquemilangaNo ratings yet
- An Expansion For XDocument2 pagesAn Expansion For XErivelton VitorNo ratings yet
- Lesson Plan Sept 21 and 22Document3 pagesLesson Plan Sept 21 and 22api-532275056No ratings yet