Download as pdf or txt
You might also like
- A Proposed 12-Storey Mid-Rise CondominiumDocument40 pagesA Proposed 12-Storey Mid-Rise CondominiumFaris Del100% (1)
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- Articulo CientíficoDocument10 pagesArticulo CientíficoHeidy Jovana Huanca RamosNo ratings yet
- Process Parameters Optimization in Preparing High-Purity Amorphous Silica Originated From Rice HusksDocument6 pagesProcess Parameters Optimization in Preparing High-Purity Amorphous Silica Originated From Rice HusksnurmalianasutionNo ratings yet
- Instrumen GCC PDFDocument10 pagesInstrumen GCC PDFSteven SantiagoNo ratings yet
- Pei 2018Document13 pagesPei 2018Benito Quispe A.No ratings yet
- 00 Adsorption of Copper (II) by Sulfur MicroparticlesDocument29 pages00 Adsorption of Copper (II) by Sulfur MicroparticlesYousef SailiniNo ratings yet
- Lime Use in Gold ProcesssingDocument15 pagesLime Use in Gold ProcesssingAndrews OseiNo ratings yet
- An 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasDocument6 pagesAn 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasAkmal FaiqNo ratings yet
- Iron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexDocument5 pagesIron Removal From A Kaolinitic Clay by Leaching To Obtain High Whiteness IndexromanangelhernandezNo ratings yet
- Silica ExtractionDocument6 pagesSilica ExtractionShreeya BhardwajNo ratings yet
- Rangkuman JurnalDocument12 pagesRangkuman JurnalMIF VerseNo ratings yet
- Tong Hơp CO2 - SilicaDocument7 pagesTong Hơp CO2 - SilicaTrần Văn SôngNo ratings yet
- AbbasDocument9 pagesAbbasOmer AijazNo ratings yet
- International Journal of Mining Science and TechnologyDocument9 pagesInternational Journal of Mining Science and TechnologySushanta Kumar BeheraNo ratings yet
- Recovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationDocument11 pagesRecovery of Nickel and Cobalt As MHP From Limonitic Ore Leaching Solution: Kinetics Analysis and Precipitate CharacterizationShantyNo ratings yet
- J Jhazmat 2014 05 052Document7 pagesJ Jhazmat 2014 05 052Oleksii KuzmenkoNo ratings yet
- Effect of Na Co On The Preparation of Metallic Tin From Cassiterite Roasted Under Strong Reductive AtmosphereDocument7 pagesEffect of Na Co On The Preparation of Metallic Tin From Cassiterite Roasted Under Strong Reductive AtmosphereMIzan NursiadiNo ratings yet
- MMPJ 2011 08 Page 139Document7 pagesMMPJ 2011 08 Page 139Ravian LhrNo ratings yet
- AltacusxewDocument23 pagesAltacusxewГаанби Н'ШиефNo ratings yet
- 1 s2.0 S0016236121021426 MainDocument12 pages1 s2.0 S0016236121021426 Mainoumy.ab.gcNo ratings yet
- Review On Chemical Upgrading of Coal: Production Processes, Potential Applications and Recent DevelopmentsDocument72 pagesReview On Chemical Upgrading of Coal: Production Processes, Potential Applications and Recent DevelopmentsHendriyana StNo ratings yet
- Silver Removal From Molten Lead Through Zinc Powder InjectionDocument9 pagesSilver Removal From Molten Lead Through Zinc Powder InjectionTalo TaloNo ratings yet
- Lee 2017Document78 pagesLee 2017gunabaskaranNo ratings yet
- Irum2017 Lit R ImpDocument8 pagesIrum2017 Lit R Impza chohanNo ratings yet
- Precipitation of Heavy Metals From WastewaterDocument10 pagesPrecipitation of Heavy Metals From WastewaterGustavo Figueroa CamposNo ratings yet
- Carbonation of Steel SlagDocument12 pagesCarbonation of Steel SlagTania Dealina SariNo ratings yet
- Reduction of Ferric Oxides in The Red Mud by The Aluminıothermic ProcessDocument5 pagesReduction of Ferric Oxides in The Red Mud by The Aluminıothermic Processlaurentiu_filipescuNo ratings yet
- Molecules: Reactivation Process of Activated Carbons: E The Mechanical and Adsorptive PropertiesDocument18 pagesMolecules: Reactivation Process of Activated Carbons: E The Mechanical and Adsorptive PropertiesLeonard SantiguelNo ratings yet
- Acsomega 3c05574Document11 pagesAcsomega 3c05574Ari Fernando PanjaitanNo ratings yet
- WTF PDFDocument6 pagesWTF PDFSenne123No ratings yet
- (2017-10p) IOP MSE - Effect of Pulp...Document6 pages(2017-10p) IOP MSE - Effect of Pulp...ClearyNo ratings yet
- International Journal of Mining Science and TechnologyDocument9 pagesInternational Journal of Mining Science and Technologyhasja palutaNo ratings yet
- Fly Ash Adsorbents For Multi-Cation Wastewater Treatment: Applied Surface ScienceDocument8 pagesFly Ash Adsorbents For Multi-Cation Wastewater Treatment: Applied Surface ScienceAnca An CaNo ratings yet
- Effective Beneficiation of Low Content Nickel Ferrous Laterite Using Fluxing Agent Through Na SO Selective ReductionDocument8 pagesEffective Beneficiation of Low Content Nickel Ferrous Laterite Using Fluxing Agent Through Na SO Selective ReductionFrederik RareNo ratings yet
- Sulphonated Mesoporous Silica-Carbon Composites and Their Use As Solid Acid CatalystsDocument31 pagesSulphonated Mesoporous Silica-Carbon Composites and Their Use As Solid Acid CatalystsShaun LooNo ratings yet
- Lionel CorrectionsDocument23 pagesLionel CorrectionsLeoMessi YdeNo ratings yet
- 16 Deisik PDFDocument9 pages16 Deisik PDFcansuNo ratings yet
- Column Leaching of A Copper Oxide OreDocument6 pagesColumn Leaching of A Copper Oxide OreNatitoPazGonzalezArmijoNo ratings yet
- Mineral Carbonation For Carbon SequestraDocument7 pagesMineral Carbonation For Carbon SequestraANGELYN DE LARANo ratings yet
- Synthesis and Characterization of Silica Nanoparticles From ClayDocument7 pagesSynthesis and Characterization of Silica Nanoparticles From ClayCanys Okanga Cyrus LegrandNo ratings yet
- Powder Technology: Yuchu Cai, Meili Du, Shuili Wang, Lei LiuDocument7 pagesPowder Technology: Yuchu Cai, Meili Du, Shuili Wang, Lei LiumarilauraNo ratings yet
- Bian 2020Document12 pagesBian 2020chappy_ladyNo ratings yet
- Adsorption of Cu From Water Using Raw and Modified Coal y AshesDocument5 pagesAdsorption of Cu From Water Using Raw and Modified Coal y AshesAmazagNo ratings yet
- Coal Desulfurization by Solvent Leaching MethodsDocument11 pagesCoal Desulfurization by Solvent Leaching MethodsJhonatan LozanoNo ratings yet
- A Novel Approach To Extract SiO2 From Fly Ash and Its ConsiderableDocument10 pagesA Novel Approach To Extract SiO2 From Fly Ash and Its ConsiderableAssem TahaNo ratings yet
- Jeon 2017Document22 pagesJeon 2017Erdi Sofyandra AdikriNo ratings yet
- Construction and Building Materials: Yuan-Rong Yi, Yue Lin, Yun-Cong Du, Shu-Qi Bai, Zhong-Le Ma, Yin-Guang ChenDocument9 pagesConstruction and Building Materials: Yuan-Rong Yi, Yue Lin, Yun-Cong Du, Shu-Qi Bai, Zhong-Le Ma, Yin-Guang Chenneetika tiwariNo ratings yet
- HU 2016 Calcopirita Con Liquidos Ionicos...Document8 pagesHU 2016 Calcopirita Con Liquidos Ionicos...Juan Ignacio Gonzalez CabreraNo ratings yet
- Synthesis and Characterization of Silica Nanoparticles From ClayDocument7 pagesSynthesis and Characterization of Silica Nanoparticles From Claymuinka33No ratings yet
- Adsorptive Removal of Methylene Blue From Aqueous Solution Using Coal Fly Ash-Derived Mesoporous Silica MaterialDocument16 pagesAdsorptive Removal of Methylene Blue From Aqueous Solution Using Coal Fly Ash-Derived Mesoporous Silica MaterialKhải Lưu MinhNo ratings yet
- Effects of Water Content On Compressive Strength of Ecofriendly Light-Weight Cement Blocks Using Cement-Like Material Prepared From Agricultural WastesDocument12 pagesEffects of Water Content On Compressive Strength of Ecofriendly Light-Weight Cement Blocks Using Cement-Like Material Prepared From Agricultural WastesMauricio David Ruiz OdarNo ratings yet
- Pej 1 2017 59 67 1Document9 pagesPej 1 2017 59 67 1yohannesNo ratings yet
- 1-s2.0-S0378382022002016-main (銅渣中有價金屬及廢熱 回收研究進展)Document15 pages1-s2.0-S0378382022002016-main (銅渣中有價金屬及廢熱 回收研究進展)foak1999No ratings yet
- Dhawan-Sharma2019 Article AdvancesInTheChemicalLeachingIDocument15 pagesDhawan-Sharma2019 Article AdvancesInTheChemicalLeachingINirav ShahNo ratings yet
- Journal of Chemical & Engineering Data ShamsDocument13 pagesJournal of Chemical & Engineering Data ShamsShamsMohdNo ratings yet
- Xie 2014Document8 pagesXie 2014AshishBastolaNo ratings yet
- Tyre Pyrolysis by Using Nano Catalyst ToDocument6 pagesTyre Pyrolysis by Using Nano Catalyst ToSaif Khan MubinNo ratings yet
- Science - G8 - Q1 - Week 2Document78 pagesScience - G8 - Q1 - Week 2Angelito MadesNo ratings yet
- TOPROCK DD Flat Roof Insulation TechdataDocument2 pagesTOPROCK DD Flat Roof Insulation TechdataCONSTRUTAINER MÉXICONo ratings yet
- Ring Main Units (RMUs), Construction, Working and Comparison With Switch-Gears - TurboFutureDocument1 pageRing Main Units (RMUs), Construction, Working and Comparison With Switch-Gears - TurboFuturemfah020087No ratings yet
- Physical Processes of Luminescence On Isolated CentresDocument1 pagePhysical Processes of Luminescence On Isolated CentresSJNo ratings yet
- Design and Implementation of A Remotely Monitored Smart Egg IncubatorDocument9 pagesDesign and Implementation of A Remotely Monitored Smart Egg IncubatorMuthu Palaniappan ANo ratings yet
- 1 Atp-AdpDocument19 pages1 Atp-AdpZhaira Anne AngelesNo ratings yet
- Sodium Monitor: User Guide IM/8037 Rev. KDocument44 pagesSodium Monitor: User Guide IM/8037 Rev. KTiennghia BuiNo ratings yet
- Flow BenchDocument4 pagesFlow Benchعبدالحفيظ صلاحNo ratings yet
- Mechanics of MEMSDocument13 pagesMechanics of MEMSMohit Prajapat100% (1)
- Dual Nature of Radiation and Matter-1 MR SudhanshuDocument28 pagesDual Nature of Radiation and Matter-1 MR Sudhanshubasantisharma896No ratings yet
- Technical Service Report: PT Pama Persada Nusantara Distric Topb Kalimantan TengahDocument18 pagesTechnical Service Report: PT Pama Persada Nusantara Distric Topb Kalimantan TengahNanang AgustyaNo ratings yet
- Vtu Electricvehecles Module2openelectivepptbydr 221021054719 1293bcdfDocument64 pagesVtu Electricvehecles Module2openelectivepptbydr 221021054719 1293bcdfprashantkumar chinamalliNo ratings yet
- DielectricsDocument41 pagesDielectricsSarveshwar Venkatesan100% (1)
- 25.CII Sohrabji Godrej Green Business CentreDocument10 pages25.CII Sohrabji Godrej Green Business CentremariyaNo ratings yet
- DS 20221122 SG1100UD Datasheet V12 EDocument2 pagesDS 20221122 SG1100UD Datasheet V12 EJoao Marcelo RodriguesNo ratings yet
- Avoid Utility Conflict - 0621Document2 pagesAvoid Utility Conflict - 0621Ariel SplenserNo ratings yet
- Planning A Wisp Solar Powered Tower - Ubiquiti WikiDocument5 pagesPlanning A Wisp Solar Powered Tower - Ubiquiti WikiAusNo ratings yet
- ConectoresDocument1 pageConectoresjoaquin suarezNo ratings yet
- Liber AzerateDocument219 pagesLiber AzerateCarl WheelerNo ratings yet
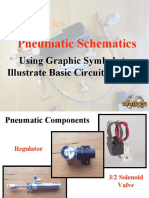
- Pneumatic SchematicsDocument15 pagesPneumatic SchematicsAhmad HamoudaNo ratings yet
- Drawing Sankey Diagrams (Autosaved)Document31 pagesDrawing Sankey Diagrams (Autosaved)arshiahassanahmedNo ratings yet
- Multi RS Solar 48 6000 Smart LiFePO4 48V 400ah smallBMS SmartSolar MPPT RS Cerbo GX Touch 50Document1 pageMulti RS Solar 48 6000 Smart LiFePO4 48V 400ah smallBMS SmartSolar MPPT RS Cerbo GX Touch 50Ricardo A. CustodioNo ratings yet
- Amsterdam, Netherlan DS: Prepared By: Lyza Klarenz T. OsaytaDocument21 pagesAmsterdam, Netherlan DS: Prepared By: Lyza Klarenz T. OsaytaLyza OsaytaNo ratings yet
- Meditação Arvore Do UteroDocument2 pagesMeditação Arvore Do UteroCátia AlhandraNo ratings yet
- Edoc-Electrical Substation Bus Schemes ExplainedDocument8 pagesEdoc-Electrical Substation Bus Schemes ExplainedEl Comedor BenedictNo ratings yet
- Kta50 Injector TimingDocument17 pagesKta50 Injector TimingSebastian Nicușor PărăoanuNo ratings yet
- ATTEMPERATIONDocument13 pagesATTEMPERATIONRajashekarBheemaNo ratings yet
- Gamut National High School: 1.1 Background of The StudyDocument16 pagesGamut National High School: 1.1 Background of The StudyAgosto GamingNo ratings yet
- KKS Standard GUDDocument10 pagesKKS Standard GUDMayurNo ratings yet