Download as pdf or txt
You might also like
- Side Lifter Shop Manual SteelbroDocument743 pagesSide Lifter Shop Manual SteelbroYandier Martínez100% (1)
- Chapter1 Introduction To GrindingDocument5 pagesChapter1 Introduction To GrindingSwati GautamNo ratings yet
- (8 2) Film Preparation PVDDocument25 pages(8 2) Film Preparation PVDkenyaengNo ratings yet
- STNM 5Document41 pagesSTNM 5BME62Thejeswar SeggamNo ratings yet
- Molecular Beam Epitaxy (MBE)Document19 pagesMolecular Beam Epitaxy (MBE)Ekta JollyNo ratings yet
- Carbon NanotubesDocument41 pagesCarbon Nanotubes2018 01403No ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Presented By: RUCHI SHARMA:14105A0007 RUTUJA SOLKAR:14105A0008Document13 pagesPresented By: RUCHI SHARMA:14105A0007 RUTUJA SOLKAR:14105A0008PRABAKAR PONNUSAMYNo ratings yet
- Thin Film Deposition Using Physical Vapor DepositionDocument20 pagesThin Film Deposition Using Physical Vapor DepositionakivedNo ratings yet
- Preparation and Characterization Techniques For The NanomaterialDocument27 pagesPreparation and Characterization Techniques For The NanomaterialSMIT CHRISTIANNo ratings yet
- Assignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Document10 pagesAssignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Mohamed El BazNo ratings yet
- Lec 14 & 15Document37 pagesLec 14 & 15ArindamNo ratings yet
- DR Nadeem Sabir 2Document88 pagesDR Nadeem Sabir 2Muhammad RizwanNo ratings yet
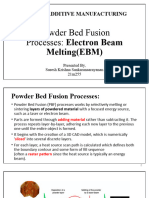
- 21M255-Electron Beam MeltingDocument27 pages21M255-Electron Beam MeltingKarthik 029CSKNo ratings yet
- Liquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyDocument10 pagesLiquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyHAshashNo ratings yet
- Surface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)Document19 pagesSurface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)hrana287No ratings yet
- Nanoscale Coating-PVDDocument60 pagesNanoscale Coating-PVDAli ErarslanNo ratings yet
- On OfetsDocument21 pagesOn OfetsShiva Prasad0% (1)
- STNM 4Document33 pagesSTNM 4BME62Thejeswar SeggamNo ratings yet
- Differenze Tra Le Varie PVD TecniquesDocument3 pagesDifferenze Tra Le Varie PVD TecniquesdavNo ratings yet
- L-6 Nanorods SynthesisDocument27 pagesL-6 Nanorods SynthesisAshutosh BaghelNo ratings yet
- Basics of Vaccume and SputtringDocument87 pagesBasics of Vaccume and SputtringlavNo ratings yet
- EpitaxyDocument45 pagesEpitaxyDip PaulNo ratings yet
- Crystal GrowthDocument20 pagesCrystal GrowthAniket SujayNo ratings yet
- All-Sputtered, Superior Power Density Thin-Film Solid Oxide Fuel Cells With A Novel Nano Fibrous Ceramic CathodeDocument7 pagesAll-Sputtered, Superior Power Density Thin-Film Solid Oxide Fuel Cells With A Novel Nano Fibrous Ceramic CathodeAlireza BagherpourNo ratings yet
- EpitaxyDocument45 pagesEpitaxySougoto DasNo ratings yet
- Complementary Metal-Oxide-Semiconductor (CMOS) (PronouncedDocument3 pagesComplementary Metal-Oxide-Semiconductor (CMOS) (PronouncedMeiling MizukiNo ratings yet
- Ferroelectric Ceramics: Properties, Processing and ApplicationsDocument56 pagesFerroelectric Ceramics: Properties, Processing and Applicationskanita_jaww100% (1)
- 2009 Zhou JPwrSrcs MicrostuctureElectrochemicalCharactSOECtapeCastingDocument6 pages2009 Zhou JPwrSrcs MicrostuctureElectrochemicalCharactSOECtapeCastingAndres CamposNo ratings yet
- Ferroelectric CeramicsDocument55 pagesFerroelectric Ceramicsjose miranda100% (2)
- Thin Film Growth - MBE PDFDocument24 pagesThin Film Growth - MBE PDFnuemoonNo ratings yet
- Ferroelectric Ceramics: Properties, Processing and ApplicationsDocument55 pagesFerroelectric Ceramics: Properties, Processing and Applicationsjose miranda100% (1)
- Epitaxy 2Document72 pagesEpitaxy 2kaushik4208100% (1)
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- Electron Beam MachiningDocument33 pagesElectron Beam MachiningMr PotatoNo ratings yet
- VLSI DesignDocument169 pagesVLSI DesignSushmaNo ratings yet
- ELECTRON BEAM MACHINING PrashanthDocument20 pagesELECTRON BEAM MACHINING PrashanthSurender NarmetaNo ratings yet
- Development of Low Temperature Melt Growth Process For Bulk YBCO SuperconductorsDocument5 pagesDevelopment of Low Temperature Melt Growth Process For Bulk YBCO SuperconductorsAtikorn WongNo ratings yet
- MEMS TechnologyDocument45 pagesMEMS TechnologyRITAM CHATTERJEENo ratings yet
- FALLSEM2023-24 ECE1006 ETH VL2023240102503 2023-09-06 Reference-Material-IIIDocument13 pagesFALLSEM2023-24 ECE1006 ETH VL2023240102503 2023-09-06 Reference-Material-IIIvishnu prasadNo ratings yet
- Topics in NanoBT Lecture 17 2006 2007Document27 pagesTopics in NanoBT Lecture 17 2006 2007aroonkumaarvNo ratings yet
- Cmos Vlsi Design 131Document1 pageCmos Vlsi Design 131Carlos SaavedraNo ratings yet
- Dr. Kim Rensing's Presentation SlidesDocument50 pagesDr. Kim Rensing's Presentation SlidesauliahalidarNo ratings yet
- Manufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaDocument35 pagesManufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Perovskite Solar CellsDocument5 pagesPerovskite Solar CellsImam PrasetyoNo ratings yet
- Dat ProceduresDocument8 pagesDat ProceduresTruong DucQuangNo ratings yet
- Eem413e Lecture-Week4Document47 pagesEem413e Lecture-Week4Furkan AvcıoğluNo ratings yet
- Teknologi Film Tipis: MikroelektronikaDocument31 pagesTeknologi Film Tipis: Mikroelektronika21Rivaldus LonggesNo ratings yet
- NanochemistryDocument109 pagesNanochemistryNiveditaNo ratings yet
- Thin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUDocument34 pagesThin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUkumareshsarmahNo ratings yet
- Introduction To Thin Film TechnologyDocument43 pagesIntroduction To Thin Film TechnologyZiad Mohmed Fawzy100% (1)
- Fast Anodizing of Aluminum Piston Heads: Wiii of In: To 75 To To A/ft2)Document6 pagesFast Anodizing of Aluminum Piston Heads: Wiii of In: To 75 To To A/ft2)سید حسین عارفیNo ratings yet
- VLSI Unit 2 Technology - SDocument52 pagesVLSI Unit 2 Technology - SIndrajeet GautamNo ratings yet
- Organic Photovoltaic DevicesDocument19 pagesOrganic Photovoltaic DevicesSamarth AgarwalNo ratings yet
- CarbonnanotubesDocument28 pagesCarbonnanotubesPranav Jain100% (1)
- High Entropy Alloys: Submitted byDocument28 pagesHigh Entropy Alloys: Submitted byAbinash Behera100% (1)
- Non Tradinal Macin ModDocument28 pagesNon Tradinal Macin Modsajanali2000600No ratings yet
- Module 1 NanoelectronicsDocument255 pagesModule 1 NanoelectronicsNeerajNo ratings yet
- Carbon Nanotubes: by R.Rohit (14L242)Document16 pagesCarbon Nanotubes: by R.Rohit (14L242)Rohit RajaNo ratings yet
- Functional Nanomaterials (2D, 1D, and 0D)Document10 pagesFunctional Nanomaterials (2D, 1D, and 0D)vicky2cuteNo ratings yet
- Metallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsFrom EverandMetallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsNo ratings yet
- Tutorial Sheet-1Document1 pageTutorial Sheet-1drogonNo ratings yet
- Previous Year Ques PaperDocument41 pagesPrevious Year Ques PaperdrogonNo ratings yet
- Wcb/Mcgraw-Hill The Mcgraw-Hill Companies, Inc., 1998Document16 pagesWcb/Mcgraw-Hill The Mcgraw-Hill Companies, Inc., 1998drogonNo ratings yet
- MTech ECE 3rd Sem Ques PaperDocument23 pagesMTech ECE 3rd Sem Ques PaperdrogonNo ratings yet
- S15 DLC Error Control Comp. Comm.Document25 pagesS15 DLC Error Control Comp. Comm.drogonNo ratings yet
- Data Link Protocols: - Protocol - Is The Set of Rules or SpecificationsDocument58 pagesData Link Protocols: - Protocol - Is The Set of Rules or SpecificationsdrogonNo ratings yet
- 1365-1370-Oucip905 Ijetsr PDFDocument6 pages1365-1370-Oucip905 Ijetsr PDFYash AgrawalNo ratings yet
- Corrections ZorichDocument3 pagesCorrections ZorichxelnxNo ratings yet
- Clinical Decisions Using An Article About Prognosis: Noel L. Espallardo, MD, MSCDocument38 pagesClinical Decisions Using An Article About Prognosis: Noel L. Espallardo, MD, MSCjustinryanNo ratings yet
- A Brief History of The Corinth CanalDocument2 pagesA Brief History of The Corinth Canalangeliki1992No ratings yet
- Unit 1 Measurement and ErrorDocument41 pagesUnit 1 Measurement and Erroraini norNo ratings yet
- Synthesis Characterization and Applications of Microencapsulated Phase Change Materials in Thermal Energy Storage A Review 2017 Energy and BuildingsDocument19 pagesSynthesis Characterization and Applications of Microencapsulated Phase Change Materials in Thermal Energy Storage A Review 2017 Energy and BuildingsSusi SusilowatiNo ratings yet
- IATA Certification CEIV WhitepaperDocument14 pagesIATA Certification CEIV WhitepaperMario Vazquez BNo ratings yet
- 12-2 Arcs and ChordsDocument24 pages12-2 Arcs and ChordsJulius OrtigasNo ratings yet
- Final Week For Brewers To Enter AIBADocument2 pagesFinal Week For Brewers To Enter AIBAWrightsPRNo ratings yet
- CO2 Capture in Shells and CoralsDocument7 pagesCO2 Capture in Shells and CoralsCarla Carbonell CansecoNo ratings yet
- UNIT 6 Human Communities and The Environment - Che110Document58 pagesUNIT 6 Human Communities and The Environment - Che110Arihant Dev SharmaNo ratings yet
- Unit 2 - TAD-DT5Document17 pagesUnit 2 - TAD-DT5Nguyễn Văn HòaNo ratings yet
- Presostato Danfoss KP 15Document10 pagesPresostato Danfoss KP 15RolandoNo ratings yet
- Manual Cargador de BateriaDocument10 pagesManual Cargador de BateriaSantiago SanchezNo ratings yet
- Military Gear Suppliers Expo Attendees.Document32 pagesMilitary Gear Suppliers Expo Attendees.Waf EtanoNo ratings yet
- GU-501 - Guidelines For Excavating and Working Around Live PipelinesDocument22 pagesGU-501 - Guidelines For Excavating and Working Around Live PipelinesDhameemAnsari0% (1)
- Como Experimento Falho Teria Provado Que Livre Arbítrio Não Existe Steve Taylor SciamDocument10 pagesComo Experimento Falho Teria Provado Que Livre Arbítrio Não Existe Steve Taylor SciamGardenia AndradeNo ratings yet
- Letters From High Latitudes by Dufferin, Lord, 1826-1902Document159 pagesLetters From High Latitudes by Dufferin, Lord, 1826-1902Gutenberg.orgNo ratings yet
- Intervention ExamDocument10 pagesIntervention ExamGiNo ratings yet
- JPC 119022Document2 pagesJPC 119022Juan Pablo EspinosaNo ratings yet
- 1 Basic Concept of Disaster and Disaster RiskDocument68 pages1 Basic Concept of Disaster and Disaster RiskBarbie CoronelNo ratings yet
- Amedee by Eugene IonescoDocument9 pagesAmedee by Eugene Ionescozaid aliNo ratings yet
- Potentiometry NotesDocument5 pagesPotentiometry NotesUmaima KdNo ratings yet
- R16 EDC ECE SyllabusDocument2 pagesR16 EDC ECE SyllabusjaganmohanrsNo ratings yet
- 2100P Portable Turbidimeter Instrument & Procedure ManualDocument78 pages2100P Portable Turbidimeter Instrument & Procedure Manualkeiji01No ratings yet
- Numismatic News March 01 2022Document98 pagesNumismatic News March 01 2022Rick Wilson100% (1)
- Biofuels Annual - Kuala Lumpur - Malaysia - MY2022-0008Document15 pagesBiofuels Annual - Kuala Lumpur - Malaysia - MY2022-0008magijNo ratings yet
- (Ijcst-V9i2p6) :p.deepa, V.subitha Varshini, D.vennila, V.harithaDocument4 pages(Ijcst-V9i2p6) :p.deepa, V.subitha Varshini, D.vennila, V.harithaEighthSenseGroupNo ratings yet