Download as pdf or txt
You might also like
- Handout 2Document38 pagesHandout 2y.s.6saputroNo ratings yet
- Handout 3Document11 pagesHandout 3y.s.6saputroNo ratings yet
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- HistopathDocument38 pagesHistopathDarla YsavelNo ratings yet
- Trends in Food Science & TechnologyDocument11 pagesTrends in Food Science & TechnologyLarry Quốc HàNo ratings yet
- Beverages 03 00024Document12 pagesBeverages 03 00024Jimmy Paul Recalde CasqueteNo ratings yet
- Intensive Production of Carboxylic Acids Using C. Butyricum in A Membrane Bioreactor (MBR)Document24 pagesIntensive Production of Carboxylic Acids Using C. Butyricum in A Membrane Bioreactor (MBR)Threse AreolaNo ratings yet
- BsgtechnologyreviewDocument24 pagesBsgtechnologyreviewapi-404969038No ratings yet
- Fermentation 06 00039 v2Document11 pagesFermentation 06 00039 v2adeeljutt1182No ratings yet
- Biodigester ManualDocument23 pagesBiodigester ManualShazmania0% (1)
- 1 s2.0 S1369703X23002243 MainDocument10 pages1 s2.0 S1369703X23002243 Mainimmanuel siahaanNo ratings yet
- Combination of Different Preservation Techniques As Low-Cost Strategies Inhibiting Sugar Degradation in Liquid Feedstock Used For Bioethanol FermentationDocument10 pagesCombination of Different Preservation Techniques As Low-Cost Strategies Inhibiting Sugar Degradation in Liquid Feedstock Used For Bioethanol FermentationNgô Sỹ LongNo ratings yet
- Biology 12 00935 v2Document14 pagesBiology 12 00935 v2busra.arslanNo ratings yet
- Biodigester-Manual 12 PDFDocument21 pagesBiodigester-Manual 12 PDFAnnah FolushoNo ratings yet
- Asunis 2019Document9 pagesAsunis 2019Juan Luis Saldaña MendezNo ratings yet
- The Aspects of Microbial Biomass Use in The Utilization of Selected Waste From The Agro-Food IndustryDocument10 pagesThe Aspects of Microbial Biomass Use in The Utilization of Selected Waste From The Agro-Food IndustryArely PradoNo ratings yet
- Sustainability 12 01398Document23 pagesSustainability 12 01398Anna Clarissa Concepcion VillanuevaNo ratings yet
- Biochemical Engineering JournalDocument13 pagesBiochemical Engineering JournalolaragoncNo ratings yet
- Valorizacion Descartes Pesqueros1Document11 pagesValorizacion Descartes Pesqueros1Marion MarchettiNo ratings yet
- Sustainability 12 01398Document23 pagesSustainability 12 01398Anna Clarissa Concepcion VillanuevaNo ratings yet
- Selective Pyrolysis of Paper Mill Sludge by Using Pretreatment Processes To Enhance The Quality of Bio-Oil and Biochar ProductsDocument10 pagesSelective Pyrolysis of Paper Mill Sludge by Using Pretreatment Processes To Enhance The Quality of Bio-Oil and Biochar ProductsCarlos AlvarezNo ratings yet
- Potential and Trends Processing of Shrimp Industry By-Products in Food A ReviewDocument13 pagesPotential and Trends Processing of Shrimp Industry By-Products in Food A ReviewHƯƠNG NGUYỄN LÊ NGỌCNo ratings yet
- Incorporation of Chlorella Vulgaris and Spirulina Maxima Biomass in Pasta Products. Part 1: Preparation and EvaluationDocument9 pagesIncorporation of Chlorella Vulgaris and Spirulina Maxima Biomass in Pasta Products. Part 1: Preparation and EvaluationOli PaniaguaNo ratings yet
- Biogas Production From Food Waste ThesisDocument5 pagesBiogas Production From Food Waste Thesiskualxkiig100% (1)
- Aliyu and BalaDocument8 pagesAliyu and Balaganesh2gigNo ratings yet
- Wet Fractionation Process To Produce High-Protein and High-Fiber Products From Brewer's Spent GrainDocument34 pagesWet Fractionation Process To Produce High-Protein and High-Fiber Products From Brewer's Spent GrainfnevarezNo ratings yet
- Biotechnological Potential of Agro-Industrial Residues. I: Sugarcane BagasseDocument12 pagesBiotechnological Potential of Agro-Industrial Residues. I: Sugarcane BagasseAnonymous Wcj4C3jNo ratings yet
- Food Industry Co-Streams: Potential Raw Materials For Biodegradable Mulch Film ApplicationsDocument21 pagesFood Industry Co-Streams: Potential Raw Materials For Biodegradable Mulch Film ApplicationsLAV TIWARINo ratings yet
- Blending Side Streams. A Potential Solution To Reach A Resource Efficient, Circular, Zero-Waste Food SystemDocument4 pagesBlending Side Streams. A Potential Solution To Reach A Resource Efficient, Circular, Zero-Waste Food SystemnorbraakNo ratings yet
- Research Article: Development of New Chip Products From Brewer's Spent GrainDocument6 pagesResearch Article: Development of New Chip Products From Brewer's Spent GrainJorge GonzalezNo ratings yet
- A Review On Bio-Butyric Acid Production and Its OptimizationDocument6 pagesA Review On Bio-Butyric Acid Production and Its OptimizationCom DigfulNo ratings yet
- Artiulo 10Document12 pagesArtiulo 10Kevin Hernandez DuqueNo ratings yet
- Brewers ' Spent Grain: A Review With An Emphasis On Food and HealthDocument16 pagesBrewers ' Spent Grain: A Review With An Emphasis On Food and HealthOuti ElinaNo ratings yet
- Bartkiene 2017Document12 pagesBartkiene 2017Alpa IgniNo ratings yet
- Nutritional and Fungal Load Dynamics of Fresh Brewers' Grain Stored Under Aerobic ConditionsDocument7 pagesNutritional and Fungal Load Dynamics of Fresh Brewers' Grain Stored Under Aerobic ConditionsMulisa FajiNo ratings yet
- Processed Beetroot (Beta L.) As A Natural Antioxidant in Mayonnaise: Effects On Physical Stability, Texture and Sensory AttributesDocument8 pagesProcessed Beetroot (Beta L.) As A Natural Antioxidant in Mayonnaise: Effects On Physical Stability, Texture and Sensory AttributesjohamaldonadobNo ratings yet
- Bioprocessing of Mussel By-Products For Value Added IngredientsDocument11 pagesBioprocessing of Mussel By-Products For Value Added IngredientsMarco CalixtoNo ratings yet
- 10.1016/j.jbiotec.2010.08.178: Special Abstracts / Journal of Biotechnology 150S (2010) S1-S576 S69Document2 pages10.1016/j.jbiotec.2010.08.178: Special Abstracts / Journal of Biotechnology 150S (2010) S1-S576 S69moo_hokNo ratings yet
- Nthimole Et Al. (2022)Document18 pagesNthimole Et Al. (2022)Santiago DangerNo ratings yet
- Potential of Agro-Industrial Residues. I Sugarcane BagasseDocument13 pagesPotential of Agro-Industrial Residues. I Sugarcane BagasseAdalbert RinconNo ratings yet
- 4 - Microalgae - A Green Multiproduct Biorefinery For Future Industrial ProspectsDocument14 pages4 - Microalgae - A Green Multiproduct Biorefinery For Future Industrial ProspectsElena Rojo de BenitoNo ratings yet
- Jof 08 00395 With CoverDocument23 pagesJof 08 00395 With CoverVitor ArsenioNo ratings yet
- Investigation of Bioethanol From Cassava The MainDocument23 pagesInvestigation of Bioethanol From Cassava The MainDorcas OlajideNo ratings yet
- FermentationDocument20 pagesFermentationZulkapliSolandNo ratings yet
- Name: Nityantini D/O Nadeson REG NUMBER: 33DFO1E8F1009 Subject: Biotechnology (Tutorial Assessment) Lect Name: Miss Dina IzzatyDocument8 pagesName: Nityantini D/O Nadeson REG NUMBER: 33DFO1E8F1009 Subject: Biotechnology (Tutorial Assessment) Lect Name: Miss Dina IzzatynityaNo ratings yet
- Article: Keywords: Biomass, Bio-Oil, Pyrolysis, Spent Coffee GroundsDocument8 pagesArticle: Keywords: Biomass, Bio-Oil, Pyrolysis, Spent Coffee Groundsani putkaradzeNo ratings yet
- Điều chế nhựa sinh học sử dụng protein đậu nànhDocument7 pagesĐiều chế nhựa sinh học sử dụng protein đậu nànhLuan Tran ThanhNo ratings yet
- CORDIS Result 182250 en PDFDocument16 pagesCORDIS Result 182250 en PDFOnyekachi MacaulayNo ratings yet
- Int J of Dairy Tech - 2023 - Buchanan - Recent Advances in Whey Processing and Valorisation Technological andDocument22 pagesInt J of Dairy Tech - 2023 - Buchanan - Recent Advances in Whey Processing and Valorisation Technological andferrettoluanaNo ratings yet
- Succinic AcidDocument2 pagesSuccinic AcidSamhitha UdupaNo ratings yet
- FoodsDocument18 pagesFoodsnorbraakNo ratings yet
- Industrial Food Processing Wastewater Treatment by Modified Moving Bed Biofilm Reactor MBBRDocument6 pagesIndustrial Food Processing Wastewater Treatment by Modified Moving Bed Biofilm Reactor MBBRRabindra SinghNo ratings yet
- SUPRABIO Newsletter Number 1Document14 pagesSUPRABIO Newsletter Number 1pralene03No ratings yet
- 1 GulkanDocument12 pages1 GulkanVISHAL PATELNo ratings yet
- Freitas2018 PDFDocument11 pagesFreitas2018 PDFVanesa CaroNo ratings yet
- Food Chemistry: Cueto Mario, Farroni Abel, Schoenlechner Regine, Schleining Gerhard, Buera PilarDocument6 pagesFood Chemistry: Cueto Mario, Farroni Abel, Schoenlechner Regine, Schleining Gerhard, Buera PilarElizabeth OlivaresNo ratings yet
- Study of Effect of Potassium BisulphateDocument24 pagesStudy of Effect of Potassium Bisulphateprasanna baalajiNo ratings yet
- Journal Pre-Proof: Current Research in Green and Sustainable ChemistryDocument26 pagesJournal Pre-Proof: Current Research in Green and Sustainable ChemistryJOSE ANTONIO DE CASTRO SILVANo ratings yet
- Bio-Ethanol ProductionDocument11 pagesBio-Ethanol ProductionRavi ShankarNo ratings yet
- Lactosuero 5 NoDocument14 pagesLactosuero 5 NoMarco Antonio Salcedo HinojosaNo ratings yet
- Metabolic Engineering of Saccharomyces Cerevisiae For Ethanol and Butanol Biofuel ProductionDocument10 pagesMetabolic Engineering of Saccharomyces Cerevisiae For Ethanol and Butanol Biofuel ProductionMamta AgarwalNo ratings yet
- Proposal On Food Waste To Energy Conversion (Biodiesel)Document17 pagesProposal On Food Waste To Energy Conversion (Biodiesel)Abdulaziz Khalil100% (1)
- (I) Chew 2017. Microalgae BiorefineryDocument10 pages(I) Chew 2017. Microalgae BiorefinerySacra PsyntergiaNo ratings yet
- Functional Properties of Brewer's Spent Grain Protein IsolateDocument18 pagesFunctional Properties of Brewer's Spent Grain Protein Isolatey.s.6saputroNo ratings yet
- Product Safety Declaration - Finolene Blue GSE-3610 - Version 1.0 - 8 Oct 2022Document5 pagesProduct Safety Declaration - Finolene Blue GSE-3610 - Version 1.0 - 8 Oct 2022y.s.6saputroNo ratings yet
- Kentang 1Document6 pagesKentang 1y.s.6saputroNo ratings yet
- Packaging Report - Estimasi Loading 3Document1 pagePackaging Report - Estimasi Loading 3y.s.6saputroNo ratings yet
- Packaging Report - Estimasi LoadingDocument10 pagesPackaging Report - Estimasi Loadingy.s.6saputroNo ratings yet
- Kentang 2Document2 pagesKentang 2y.s.6saputroNo ratings yet
- Packaging Report - Estimasi Loading 2Document5 pagesPackaging Report - Estimasi Loading 2y.s.6saputroNo ratings yet
- Kentang 4Document4 pagesKentang 4y.s.6saputroNo ratings yet
- TDS - Oct 2022Document1 pageTDS - Oct 2022y.s.6saputroNo ratings yet
- Kentang 3Document2 pagesKentang 3y.s.6saputroNo ratings yet
- TDS SCGC PP P348S Rev Mar2022Document3 pagesTDS SCGC PP P348S Rev Mar2022y.s.6saputroNo ratings yet
- Journal - The Solid State Postcondensation of PET, 3a - Study of Dispersed Phase PrepolymerisationDocument6 pagesJournal - The Solid State Postcondensation of PET, 3a - Study of Dispersed Phase Prepolymerisationy.s.6saputroNo ratings yet
- PET - RPET Moisture ContentDocument6 pagesPET - RPET Moisture Contenty.s.6saputroNo ratings yet
- Peler Si JackDocument9 pagesPeler Si Jacky.s.6saputroNo ratings yet
- Journal - The Solid State Postcondensation of PET, 2a - Toward The Development of A New Dispersed Phase Solid State ProcessDocument7 pagesJournal - The Solid State Postcondensation of PET, 2a - Toward The Development of A New Dispersed Phase Solid State Processy.s.6saputroNo ratings yet
- TDS SCGC PP P303S Rev Mar2022Document3 pagesTDS SCGC PP P303S Rev Mar2022y.s.6saputroNo ratings yet
- Journal - PET Recycling Evaluation of The Solid State Polymerization ProcessDocument7 pagesJournal - PET Recycling Evaluation of The Solid State Polymerization Processy.s.6saputroNo ratings yet
- Journal - Solid-State Polycondensation of Poly (Ethylene Terephthalate) Recycled From Postconsumer Soft-Drink Bottles. II.Document6 pagesJournal - Solid-State Polycondensation of Poly (Ethylene Terephthalate) Recycled From Postconsumer Soft-Drink Bottles. II.y.s.6saputroNo ratings yet
- Handout 1Document25 pagesHandout 1y.s.6saputroNo ratings yet
- Specification TLE 101Document1 pageSpecification TLE 101y.s.6saputroNo ratings yet
- Journal - Solid-State Polycondensation of Poly (Ethylene Terephthalate) Recycled From Postconsumer Soft-Drink Bottles. I.Document8 pagesJournal - Solid-State Polycondensation of Poly (Ethylene Terephthalate) Recycled From Postconsumer Soft-Drink Bottles. I.y.s.6saputroNo ratings yet
- Selecting A Waste Management O P T I o N Using A Life-Cycle Analysis Approach"Document14 pagesSelecting A Waste Management O P T I o N Using A Life-Cycle Analysis Approach"y.s.6saputroNo ratings yet
- Standard TestsDocument1 pageStandard Testsy.s.6saputroNo ratings yet
- Identification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples CompositionDocument9 pagesIdentification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples Compositiony.s.6saputroNo ratings yet
- Recycling Plastic Packaging in The United States: Packaging Technology and Science VOLDocument6 pagesRecycling Plastic Packaging in The United States: Packaging Technology and Science VOLy.s.6saputroNo ratings yet
- The Structure of The European Packaging Industry": Carl H. WendtDocument5 pagesThe Structure of The European Packaging Industry": Carl H. Wendty.s.6saputroNo ratings yet
- Payment Details Customer Details: P.O. Number: Method: Name: Email: Contact NumberDocument1 pagePayment Details Customer Details: P.O. Number: Method: Name: Email: Contact Numbery.s.6saputroNo ratings yet
- Component Function of EcosystemDocument6 pagesComponent Function of Ecosystemonline classesNo ratings yet
- About CassavaDocument9 pagesAbout CassavatulusNo ratings yet
- Paint Manufacturing Quality ControlDocument16 pagesPaint Manufacturing Quality ControlAbhishek ChauhanNo ratings yet
- Capanoglu Et Al 2022 Novel Approaches in The Valorization of Agricultural Wastes and Their ApplicationsDocument18 pagesCapanoglu Et Al 2022 Novel Approaches in The Valorization of Agricultural Wastes and Their Applicationsyes i amNo ratings yet
- ENHANCING PLANT GROWTH An Alpas Output - AlphaDocument7 pagesENHANCING PLANT GROWTH An Alpas Output - AlphaJamirNo ratings yet
- GlycolysisDocument46 pagesGlycolysisaishwaryatidke754No ratings yet
- Alkylation of Aromatics With Ethylene and Propylene Recent Developments in Commercial ProcessesDocument12 pagesAlkylation of Aromatics With Ethylene and Propylene Recent Developments in Commercial ProcessesDaryl LimNo ratings yet
- Chapter 2 Water QualityDocument64 pagesChapter 2 Water QualityLogarithemNo ratings yet
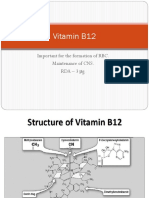
- Vitamin B12Document19 pagesVitamin B12Hari PrasathNo ratings yet
- Rev - Ankur Sc. - Gasification of Biomass & Waste To Energy & BiofuelsDocument33 pagesRev - Ankur Sc. - Gasification of Biomass & Waste To Energy & BiofuelsbillNo ratings yet
- Environment Geography PDFDocument145 pagesEnvironment Geography PDFRahul SinghNo ratings yet
- Chapter 3 Methods of Lead OptimizationDocument23 pagesChapter 3 Methods of Lead Optimizationمها عقديNo ratings yet
- 1 KbladderDocument4 pages1 KbladderTan E-ChuanNo ratings yet
- Nurse Cheung - Life & Physical SciencesDocument5 pagesNurse Cheung - Life & Physical SciencesDuyen LeNo ratings yet
- Salicylic Acid Nitration by Means of Nitric Acid/Acetic Acid System: Chemical and Kinetic CharacterizationDocument7 pagesSalicylic Acid Nitration by Means of Nitric Acid/Acetic Acid System: Chemical and Kinetic Characterizationjeonlix 13No ratings yet
- Decolourization of Textile Waste Water and Dye EffluentDocument8 pagesDecolourization of Textile Waste Water and Dye EffluentNoman NawabNo ratings yet
- Aldehydes and Ketones: Nucleophilic Addition ReactionsDocument1 pageAldehydes and Ketones: Nucleophilic Addition ReactionsSandipan SahaNo ratings yet
- Characterization of Volatile Compounds in Linden Blossoms: Tilia Curdata MillDocument6 pagesCharacterization of Volatile Compounds in Linden Blossoms: Tilia Curdata MillРусланNo ratings yet
- Oils and Fats PDFDocument183 pagesOils and Fats PDFChakkapat AenglongNo ratings yet
- Pita Et Al 2019 The Biotechnological Potential of The Yeast Dekkera BruxellensisDocument9 pagesPita Et Al 2019 The Biotechnological Potential of The Yeast Dekkera BruxellensisYuli Marcela Zuñiga LopezNo ratings yet
- Carbohydrates ReviewerDocument6 pagesCarbohydrates ReviewerNino D. AtilanoNo ratings yet
- Cobre en El Equilibrio BacterianoDocument31 pagesCobre en El Equilibrio BacterianoArmando Chiclla SalazarNo ratings yet
- CH CH CHCH CH H CH CH CH CH CH CH H CH: Byvineet Khatri SirDocument13 pagesCH CH CHCH CH H CH CH CH CH CH CH H CH: Byvineet Khatri Sirsarvesh goyalNo ratings yet
- Term Project Fnes 203 CompleteDocument36 pagesTerm Project Fnes 203 Completeapi-338170616No ratings yet
- 4500 NitrogenoDocument6 pages4500 NitrogenoErick Michael GarciaNo ratings yet
- Ferver: Fédération Européenne Des Recycleurs de VerreDocument11 pagesFerver: Fédération Européenne Des Recycleurs de VerreMohamed El-HarrasNo ratings yet
- Inactive Ingredients A-Z IndexDocument1 pageInactive Ingredients A-Z IndexcryptoNo ratings yet
- Production: Ethers, Aliphatic)Document6 pagesProduction: Ethers, Aliphatic)Harsh ShahNo ratings yet
- Technology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishDocument8 pagesTechnology Liquid Coating Resins Liquid Coating Resins Product Range Emea EnglishUsama AwadNo ratings yet