Download as doc, pdf, or txt
You might also like
- Demolition of Existing Bridge Method StatementDocument8 pagesDemolition of Existing Bridge Method Statementطارق البدوي100% (3)
- 3) Method Statement For Formwork Steel & Concrete WorkDocument9 pages3) Method Statement For Formwork Steel & Concrete WorkMukesh PrajapatNo ratings yet
- Method Statement For Temporary Construction Facilities (Mos)Document15 pagesMethod Statement For Temporary Construction Facilities (Mos)DSJ100% (1)
- MARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaDocument10 pagesMARJAN INCREMENT PROGRAM Installation of Steel Support and Gratings For TR AreaFaraaz MohammedNo ratings yet
- Method Statement For Installation of Steel Supports For Gratings at TR A...Document9 pagesMethod Statement For Installation of Steel Supports For Gratings at TR A...Faraaz MohammedNo ratings yet
- Method Statement For Rebar InstallationDocument4 pagesMethod Statement For Rebar InstallationPaul Ladjar100% (2)
- Complete Design Report of Bridge Using CSiBridgeDocument60 pagesComplete Design Report of Bridge Using CSiBridgeKS Lee83% (6)
- Nationwide Syntac CatalogDocument100 pagesNationwide Syntac Cataloglatina_sebastianNo ratings yet
- Procedure For Structural Bolt TighteningDocument14 pagesProcedure For Structural Bolt TighteningSyedAsrarNo ratings yet
- 10 603174 1100001334 Aac Civ MST 000013 - 01Document35 pages10 603174 1100001334 Aac Civ MST 000013 - 01Jafffar MahasnehNo ratings yet
- 1TB03300 300C04 STC Wir Me 0010 - C2Document18 pages1TB03300 300C04 STC Wir Me 0010 - C2Saud KhanNo ratings yet
- Js1077-Xx-Bni-001-W01-0014 - Earthing & Ligthning ProtectionDocument16 pagesJs1077-Xx-Bni-001-W01-0014 - Earthing & Ligthning ProtectionRashidMallickNo ratings yet
- NWTF PSBR Report A01Document33 pagesNWTF PSBR Report A01f9gxz646jnNo ratings yet
- MOS - NS WallsDocument7 pagesMOS - NS WallsvivekNo ratings yet
- Structural Procedure UGFC-PQCP-52, Rev00Document6 pagesStructural Procedure UGFC-PQCP-52, Rev00Mahaboob PashaNo ratings yet
- 110310-C.8.1-003 MS - Structural PilesDocument31 pages110310-C.8.1-003 MS - Structural Pilesferdinand bataraNo ratings yet
- ECRL-S2-BR030-P1-PB-RFI-0001 Joint Inspection For Precast Prestressed T Beam of Bridge 30 P1 at Beam Yard CH70+000Document8 pagesECRL-S2-BR030-P1-PB-RFI-0001 Joint Inspection For Precast Prestressed T Beam of Bridge 30 P1 at Beam Yard CH70+000Nabilah MoktarNo ratings yet
- CRISP-SUT2-SY2-MSRA-4-019 - RB - Existing MCC FDR CBL RMVL JB Installn CBL TerminnDocument20 pagesCRISP-SUT2-SY2-MSRA-4-019 - RB - Existing MCC FDR CBL RMVL JB Installn CBL TerminnKamruzzaman KhokonNo ratings yet
- Sraco-Const-Doc-Mos-08 - Concrete Masonry Units and PlasteringDocument13 pagesSraco-Const-Doc-Mos-08 - Concrete Masonry Units and PlasteringMohammed Perwez AlamNo ratings yet
- 1TB03300 300C04 STC Wir Me 0014Document13 pages1TB03300 300C04 STC Wir Me 0014Saud KhanNo ratings yet
- CRISP-SUT2-SY2-MSRA-4-015 - RC - MSRA Instruments & Cables Dismantling InstallnDocument22 pagesCRISP-SUT2-SY2-MSRA-4-015 - RC - MSRA Instruments & Cables Dismantling InstallnKamruzzaman KhokonNo ratings yet
- 1TB03300 300C04 STC Wir Me 0013Document12 pages1TB03300 300C04 STC Wir Me 0013Saud KhanNo ratings yet
- 1TB03300 300C04 STC Wir Me 0009Document14 pages1TB03300 300C04 STC Wir Me 0009Saud KhanNo ratings yet
- Method Statement: Consolidated Contractors Company & Teyseer Contracting Company J.VDocument7 pagesMethod Statement: Consolidated Contractors Company & Teyseer Contracting Company J.Vrvsreddy1972No ratings yet
- 11 - Method of Statement For Stub Angle InstallationDocument10 pages11 - Method of Statement For Stub Angle InstallationiloveumakkahNo ratings yet
- Mip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureDocument14 pagesMip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureAmeerHamzaWarraichNo ratings yet
- A Con Pro 000 38658 BDocument13 pagesA Con Pro 000 38658 BHussein Adnan FneishNo ratings yet
- 10 606000 1100001344 Asb Civ Itp 000018 - 02Document10 pages10 606000 1100001344 Asb Civ Itp 000018 - 02Mahmudul Alam kanakNo ratings yet
- MS For API Villa General Sub-Structure Construction-R-03Document27 pagesMS For API Villa General Sub-Structure Construction-R-03MANAS K. DUTTANo ratings yet
- JS1077-XX-BNI-001-W01-0010 - LIGHTING SystemDocument14 pagesJS1077-XX-BNI-001-W01-0010 - LIGHTING SystemRashidMallickNo ratings yet
- Mas-Rtcf-Ms-El-001-Cable TrayDocument10 pagesMas-Rtcf-Ms-El-001-Cable TrayASHIQUE ZAFARNo ratings yet
- KAK AYT REC CMS 0004 Installation of Transmitter Receiver Foundation Rev.A00Document10 pagesKAK AYT REC CMS 0004 Installation of Transmitter Receiver Foundation Rev.A00rickie7809No ratings yet
- 10 603159 4200000030 Sac Geo RPT 000002 - 01Document88 pages10 603159 4200000030 Sac Geo RPT 000002 - 01Domie Neil Bucag SalasNo ratings yet
- Qaqc MSM NCR FL3B CVL FR 01 PDFDocument1 pageQaqc MSM NCR FL3B CVL FR 01 PDFhafizd zullahNo ratings yet
- Mos - Slumb-Aln-Saf-Mst-St-00Document38 pagesMos - Slumb-Aln-Saf-Mst-St-00Saleem MohammedNo ratings yet
- DSI - CALL OFF 3 RevaDocument7 pagesDSI - CALL OFF 3 RevaMohammed HijaziNo ratings yet
- P2 DuoDocument15 pagesP2 DuoAhmad Fadhil Abdul RashidNo ratings yet
- Testing and Commissioning Procedure For Electric Water Heater & Spit UnitDocument16 pagesTesting and Commissioning Procedure For Electric Water Heater & Spit UnitElectrical engineerNo ratings yet
- Gabions ITPDocument6 pagesGabions ITPVishnudas MgNo ratings yet
- 1TB03300 300C04 STC Wir Me 0003 - C4Document21 pages1TB03300 300C04 STC Wir Me 0003 - C4heerkhanheerkhan435No ratings yet
- MS 098Document7 pagesMS 098rvsreddy1972No ratings yet
- Js1077-Xx-Bni-001-W01-0006 - Cable Trays, Trunking & Cable LaddersDocument15 pagesJs1077-Xx-Bni-001-W01-0006 - Cable Trays, Trunking & Cable LaddersRashidMallickNo ratings yet
- Method Statement For Hydro Test (Hdpe Pipes, Fire Fighting Pipeline, Manholes & Domestic Water and Drainage Network)Document32 pagesMethod Statement For Hydro Test (Hdpe Pipes, Fire Fighting Pipeline, Manholes & Domestic Water and Drainage Network)mohdshahul543No ratings yet
- MS FOR WELDING (2) - Updated For SubmissionDocument12 pagesMS FOR WELDING (2) - Updated For SubmissionABDUL RAHMAN ALI MIRNo ratings yet
- MIP17-MS-1022 Method of Statement For Steel Structure - ErectionDocument12 pagesMIP17-MS-1022 Method of Statement For Steel Structure - ErectionAmeerHamzaWarraichNo ratings yet
- PCC Method StatementDocument10 pagesPCC Method StatementChirag SharmaNo ratings yet
- 02 651310 0000100322 SPC Hse PLN 000007 - 02Document22 pages02 651310 0000100322 SPC Hse PLN 000007 - 02Farooq AzizNo ratings yet
- 1TB02011 011C44 Amp Wir Ar 0352Document3 pages1TB02011 011C44 Amp Wir Ar 0352Sher DilNo ratings yet
- Itp For Equipment Erection - StaticDocument5 pagesItp For Equipment Erection - StaticSuraj ShettyNo ratings yet
- Inspection & Test Plan For Equipment Erection (Static) : HZA-1010-MC-Q-M-ITP-002Document5 pagesInspection & Test Plan For Equipment Erection (Static) : HZA-1010-MC-Q-M-ITP-002Suraj ShettyNo ratings yet
- 29 - Method Statement For Road & Trench Construction Preparation - Cogiz A...Document13 pages29 - Method Statement For Road & Trench Construction Preparation - Cogiz A...LamineNo ratings yet
- Document Cover Sheet: Oyu Tolgoi Underground ProjectDocument12 pagesDocument Cover Sheet: Oyu Tolgoi Underground ProjectGSkoruNo ratings yet
- Work Method Statement For Erection in Loc Start D and End CDocument8 pagesWork Method Statement For Erection in Loc Start D and End CTwin Bulls0% (1)
- MS For Berms (R0) AIL-ICO-T-5267-00427Document33 pagesMS For Berms (R0) AIL-ICO-T-5267-00427Adrian FrantescuNo ratings yet
- Cms 0031 Concrete Crack Repair at WWTP Rev. ADocument18 pagesCms 0031 Concrete Crack Repair at WWTP Rev. Azahangir100% (1)
- Method Statement: Consolidated Contractors Company & Teyseer Contracting Company J.VDocument7 pagesMethod Statement: Consolidated Contractors Company & Teyseer Contracting Company J.Vrvsreddy1972No ratings yet
- Method Statement: Consolidated Contractors Company & Teyseer Contracting Company J.VDocument6 pagesMethod Statement: Consolidated Contractors Company & Teyseer Contracting Company J.Vrvsreddy1972No ratings yet
- Layup procedureDocument11 pagesLayup procedureABDUL RAHMAN ALI MIRNo ratings yet
- 01 MS For Confined Space EntryDocument13 pages01 MS For Confined Space EntryKanthimathinathan KrishnanNo ratings yet
- 11 620000 4800000603 Fco Mec Mat 000160 - 01Document29 pages11 620000 4800000603 Fco Mec Mat 000160 - 01umar.m.waganaNo ratings yet
- Cms 0031 Concrete Crack Repair at WWTP Rev. ADocument10 pagesCms 0031 Concrete Crack Repair at WWTP Rev. AzahangirNo ratings yet
- California Infrastructure Projects: Legal Aspects of Building in the Golden StateFrom EverandCalifornia Infrastructure Projects: Legal Aspects of Building in the Golden StateNo ratings yet
- SADARA CIVIL QC APPROVAL - ARAMCO APPROVAL-page-001Document1 pageSADARA CIVIL QC APPROVAL - ARAMCO APPROVAL-page-001SyedAsrarNo ratings yet
- QwedeDocument1 pageQwedeSyedAsrarNo ratings yet
- Statement of Axis Account No:917010035358923 For The Period (From: 01-12-2023 To: 15-12-2023)Document4 pagesStatement of Axis Account No:917010035358923 For The Period (From: 01-12-2023 To: 15-12-2023)SyedAsrarNo ratings yet
- 2293 240213 162921Document1 page2293 240213 162921SyedAsrarNo ratings yet
- SL 292 - Ownership CertificateDocument1 pageSL 292 - Ownership CertificateSyedAsrarNo ratings yet
- ItineraryDocument3 pagesItinerarySyedAsrarNo ratings yet
- Un Priced PO For Fresh Air StackDocument3 pagesUn Priced PO For Fresh Air StackSyedAsrarNo ratings yet
- 3705-TJB (Approval)Document1 page3705-TJB (Approval)SyedAsrarNo ratings yet
- ASRAR Full House R01Document3 pagesASRAR Full House R01SyedAsrarNo ratings yet
- Hussain Almahasna AccDocument1 pageHussain Almahasna AccSyedAsrarNo ratings yet
- Checklist - CRCC - 12-11-2023Document1 pageChecklist - CRCC - 12-11-2023SyedAsrarNo ratings yet
- Le-Fl-030 InsuranceDocument1 pageLe-Fl-030 InsuranceSyedAsrarNo ratings yet
- CA504566003Document1 pageCA504566003SyedAsrarNo ratings yet
- CA504566004Document1 pageCA504566004SyedAsrarNo ratings yet
- NENMANIKARADocument143 pagesNENMANIKARAsandeep perumanaNo ratings yet
- Induction Motor AnalysisDocument123 pagesInduction Motor AnalysisatmegamicroNo ratings yet
- My Talk at Reva UniversityDocument3 pagesMy Talk at Reva UniversityDhineshSKNo ratings yet
- Assignment 2 SolutionsDocument9 pagesAssignment 2 SolutionsFayez MoutassemNo ratings yet
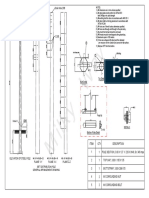
- 30FT 35FT 40FT 45FT DrawingsDocument4 pages30FT 35FT 40FT 45FT DrawingsPrefer Electrical Engineering And SupplyNo ratings yet
- McCabe-Thiele Method - Mass Transfer Solved Problems - MsubbuDocument2 pagesMcCabe-Thiele Method - Mass Transfer Solved Problems - MsubbuUtkarsh Kapoor100% (2)
- UC UB 356x368x177 S275: SectionDocument10 pagesUC UB 356x368x177 S275: SectionAtul SinghNo ratings yet
- Automatic Tyre Inflation SystemDocument32 pagesAutomatic Tyre Inflation SystemSanjana Singh50% (2)
- CP PC220LC 6 S N 50001 Up Parte 4 - 4Document630 pagesCP PC220LC 6 S N 50001 Up Parte 4 - 4Daniel SpínolaNo ratings yet
- Carrier Ducted Series PDFDocument8 pagesCarrier Ducted Series PDFRajesh SoniNo ratings yet
- Internal Misalignment SpecDocument12 pagesInternal Misalignment Specmegastar0604No ratings yet
- EMS Lab Manual-1Document69 pagesEMS Lab Manual-1M SamarNo ratings yet
- Power Team PA50 Series Pumps - CatalogDocument2 pagesPower Team PA50 Series Pumps - CatalogTitanplyNo ratings yet
- Structural Sections BS4Document46 pagesStructural Sections BS4Suresh DevarajanNo ratings yet
- WPQ Form As Per En-287Document2 pagesWPQ Form As Per En-287Anonymous 0rt9KWmNNo ratings yet
- Arrma Granite v3Document54 pagesArrma Granite v3Rodrigo FernándezNo ratings yet
- 1987-1990 Yamaha Jog Service Manual PDFDocument249 pages1987-1990 Yamaha Jog Service Manual PDFAlexey KolmakovNo ratings yet
- Fans Static Head Calculation SheetDocument1 pageFans Static Head Calculation SheetraifaisalNo ratings yet
- Check Valve - Straight Through DN15-150: Operation Stable DN Travel Zeta-Value Kv-Value P Min Q MinDocument4 pagesCheck Valve - Straight Through DN15-150: Operation Stable DN Travel Zeta-Value Kv-Value P Min Q MinWormInchNo ratings yet
- AP1 Rotational Motion Presenter W Answers PDFDocument34 pagesAP1 Rotational Motion Presenter W Answers PDFMisakiNo ratings yet
- Sinopec Piping Class 2009Document137 pagesSinopec Piping Class 2009Ariel HughesNo ratings yet
- Sluice Gate ManufacturerDocument2 pagesSluice Gate ManufacturerVed PrakashNo ratings yet
- Onshore Equipment Catalogue: Crc-EvansDocument106 pagesOnshore Equipment Catalogue: Crc-EvansEmmanuel LawrenceNo ratings yet
- Tolerance Fit ChartDocument1 pageTolerance Fit ChartHien Bui XuanNo ratings yet
- Manual de Partes GR110 - SERIE S99150201 PDFDocument101 pagesManual de Partes GR110 - SERIE S99150201 PDFJerson Portocarrero100% (1)
- Conectores PDFDocument106 pagesConectores PDFdaniloNo ratings yet
- Assignment 10 SolutionDocument5 pagesAssignment 10 SolutiontuansyafiqNo ratings yet
- Shaft Couplings and UJsDocument48 pagesShaft Couplings and UJstahirabbasNo ratings yet