Download as pdf or txt
You might also like
- Pdvsa: Materials Technical SpecificationDocument28 pagesPdvsa: Materials Technical SpecificationYotselys López100% (1)
- Intergranular Corrosion Test As Per ASTM A262Document1 pageIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanNo ratings yet
- Hydrogen Embrittlement of Steel in Metal Finishing Processes of Black Oxide and Zinc PhosphatizzeDocument24 pagesHydrogen Embrittlement of Steel in Metal Finishing Processes of Black Oxide and Zinc PhosphatizzehuachuliuNo ratings yet
- Cable Tray CalculationDocument18 pagesCable Tray CalculationSatheesh Suresh100% (2)
- Normazione 50180: Fiat Group AutomobilesDocument16 pagesNormazione 50180: Fiat Group AutomobilesMurat TanoğluNo ratings yet
- Boeing Passivation PDFDocument12 pagesBoeing Passivation PDFCicero Gomes de Souza100% (1)
- A Study of Caustic Corrosion of Carbon Steel Waste TanksDocument10 pagesA Study of Caustic Corrosion of Carbon Steel Waste Tanksbipete69No ratings yet
- Salt Spray TestDocument13 pagesSalt Spray TestSreedhar Patnaik.M100% (1)
- Chemical CleaningDocument13 pagesChemical CleaningDilipNo ratings yet
- Intergranular Corrosion Test As Per ASTM A262Document1 pageIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanNo ratings yet
- Salt Spray TestDocument17 pagesSalt Spray Testavadh87100% (1)
- Nickel Alloys For Sulfuric Acid ProductionDocument5 pagesNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysNo ratings yet
- Accelerated Corrosion Testing, Part I: An 20 Possible Accelerated Corrosion TestsDocument5 pagesAccelerated Corrosion Testing, Part I: An 20 Possible Accelerated Corrosion TestsKOCAOVANo ratings yet
- Intercorr2012 5Document26 pagesIntercorr2012 5JuniorNo ratings yet
- Accelerated Atmospheric Corrosion of Copper and Copper AlloysDocument9 pagesAccelerated Atmospheric Corrosion of Copper and Copper AlloysÁlvaro JaraNo ratings yet
- Passivation Treatment of Stainless Steel AcomDocument10 pagesPassivation Treatment of Stainless Steel Acomvijayarangam1984No ratings yet
- Corrosion Testing TCR Engineering IndiaDocument9 pagesCorrosion Testing TCR Engineering Indiaelangopi89No ratings yet
- A Corrosion Analysis of Aluminum Alloys and CoatingsDocument9 pagesA Corrosion Analysis of Aluminum Alloys and Coatingsjesus00158No ratings yet
- Materials and Design: Steven A. Bradley, Mark W. Mucek, Hiroyuki Anada, Takahiro OsukiDocument8 pagesMaterials and Design: Steven A. Bradley, Mark W. Mucek, Hiroyuki Anada, Takahiro Osukiqueno1No ratings yet
- Pickling and PassivationDocument2 pagesPickling and PassivationKalpesh JainNo ratings yet
- Stainless Steel PassivationDocument9 pagesStainless Steel Passivationpiyusharora1964100% (1)
- Passivation of SS Closed SystemDocument9 pagesPassivation of SS Closed SystemSin PoulNo ratings yet
- ASTM D130 Corrosiveness To Copper From Petroleum Products Slide ASTM D1838 Copper Strip Corrosion by Liquified (LP) GasesDocument17 pagesASTM D130 Corrosiveness To Copper From Petroleum Products Slide ASTM D1838 Copper Strip Corrosion by Liquified (LP) GasesZulhilmy AbdullahNo ratings yet
- Determination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Document9 pagesDetermination of Accelerated Iron Corrosion in Petroleum Product As Per ASTM D7548Farwa NaeemNo ratings yet
- Reference 10Document4 pagesReference 10Adnan SaadiNo ratings yet
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120No ratings yet
- 654 SmoDocument12 pages654 SmoAndres Torres VillegasNo ratings yet
- SPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsDocument9 pagesSPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsLuis David Concha CastilloNo ratings yet
- Efectos Velocidades Erosion en TuberiasDocument7 pagesEfectos Velocidades Erosion en TuberiasRichard ChauranNo ratings yet
- 300,1 Van Bennekom PaperDocument8 pages300,1 Van Bennekom Papereugenio.gutenbertNo ratings yet
- Salt Spray Test PDFDocument1 pageSalt Spray Test PDFMechWell50% (2)
- The Effect of Post Weld Surface Treatments On The Corrosion Resistance of SDSSL Welds in Sea WaterDocument14 pagesThe Effect of Post Weld Surface Treatments On The Corrosion Resistance of SDSSL Welds in Sea WaterdevangmajithiaNo ratings yet
- Spe 87563 Application of PH Buffer As Corrosion Inhibitor in Nabr Brine Packer Fluids at High TemperaturesDocument6 pagesSpe 87563 Application of PH Buffer As Corrosion Inhibitor in Nabr Brine Packer Fluids at High TemperaturesmsmsoftNo ratings yet
- X. Analysis On of Mechanical Properties of Low Carbon SteelDocument21 pagesX. Analysis On of Mechanical Properties of Low Carbon SteelHà ThắngNo ratings yet
- Dga Hic Sohic PDFDocument16 pagesDga Hic Sohic PDFEur-Ing Nicola GalluzziNo ratings yet
- Preventing Coil Tubing CorrosionDocument6 pagesPreventing Coil Tubing Corrosionktjayakumar3878No ratings yet
- Corrosion Issues & Test Methods: Jerry ByersDocument42 pagesCorrosion Issues & Test Methods: Jerry ByersbalakaleesNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- Galvanizing ProcessDocument27 pagesGalvanizing ProcessReymart C. EnteraNo ratings yet
- ASTM A262, CorrosietestenDocument2 pagesASTM A262, CorrosietestenSales HBS Solutions100% (1)
- Libroduplex PDFDocument183 pagesLibroduplex PDFHugo PeñaNo ratings yet
- Taylor 2001Document14 pagesTaylor 2001afzal7No ratings yet
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Acidcorrosion FlowingstreamDocument7 pagesAcidcorrosion FlowingstreamAMAN GUPTANo ratings yet
- Prueba de PreeceDocument18 pagesPrueba de PreeceSebastián AlmagroNo ratings yet
- Bao Cao KQ Phun Muoi Tk2Document6 pagesBao Cao KQ Phun Muoi Tk2Đình Khoa PhanNo ratings yet
- Stainless Steels in Nitric AcidDocument6 pagesStainless Steels in Nitric Acidpipedown456100% (1)
- Hydrogen Absorption and Desoption During Heat Treatment of AISI 4140 SteelDocument5 pagesHydrogen Absorption and Desoption During Heat Treatment of AISI 4140 SteelJacques OosthuizenNo ratings yet
- Effect of Solution Annealing Heat Treatm PDFDocument3 pagesEffect of Solution Annealing Heat Treatm PDFaltieri1No ratings yet
- Astm A262-98Document16 pagesAstm A262-98Nadhira100% (1)
- Corrosion TestsDocument3 pagesCorrosion TestsbalakaleesNo ratings yet
- IGC TestDocument2 pagesIGC TestHiren PanchalNo ratings yet
- 2020-14 NASA Citric Acid Passivation of Stainless SteelDocument22 pages2020-14 NASA Citric Acid Passivation of Stainless Steelmarco_cesarotto100% (1)
- The Use of Calcium Aluminate Solutions in The Aluminium IndustryDocument7 pagesThe Use of Calcium Aluminate Solutions in The Aluminium IndustryDick ManNo ratings yet
- 2062: Hot Rolled Medium and High Tensile Structural Steel - SpecificationsDocument9 pages2062: Hot Rolled Medium and High Tensile Structural Steel - SpecificationsKapa SandeepNo ratings yet
- 2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea PlantsDocument11 pages2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea Plantsrj13103100% (1)
- Testing Guidence For Duplex Stainless Steel PDFDocument183 pagesTesting Guidence For Duplex Stainless Steel PDFtjt4779No ratings yet
- Other Methods of Surface Preparation: Dr. Thomas J. Langill and John W. KrzywickiDocument6 pagesOther Methods of Surface Preparation: Dr. Thomas J. Langill and John W. KrzywickiNgô Trung NghĩaNo ratings yet
- Determination of Total Sulfur in Iron Ores and Related Materials by Combustion-Iodate TitrationDocument4 pagesDetermination of Total Sulfur in Iron Ores and Related Materials by Combustion-Iodate TitrationROHITNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Ufgs 33 70 02.00 10 (Manhole Standards)Document67 pagesUfgs 33 70 02.00 10 (Manhole Standards)Mohammad Jaradeh100% (1)
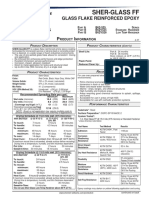
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Materials 12 01325 PDFDocument21 pagesMaterials 12 01325 PDFRodolfoMarínNo ratings yet
- C-157 Rev.02Document11 pagesC-157 Rev.02Kong Hu LeeNo ratings yet
- Corrosion Protection For Wind TurbinesDocument16 pagesCorrosion Protection For Wind Turbineskylegaze100% (1)
- Hmled4: LED High Mast LightingDocument6 pagesHmled4: LED High Mast LightingEduardo AvalosNo ratings yet
- Surface Preparation & Painting Procedures PDFDocument8 pagesSurface Preparation & Painting Procedures PDFMasoud KarimiNo ratings yet
- Surface & Coatings Technology: A. Azimi, F. Ashra Fizadeh, M.R. Toroghinejad, F. ShahriariDocument8 pagesSurface & Coatings Technology: A. Azimi, F. Ashra Fizadeh, M.R. Toroghinejad, F. ShahriarikhurshedlakhoNo ratings yet
- Hoe Corrosie de Kwaliteit Van Straatverlichting Beinvloedt PLOT Ledenvergadering 3 Juli 2019 Accell HeerenveenDocument18 pagesHoe Corrosie de Kwaliteit Van Straatverlichting Beinvloedt PLOT Ledenvergadering 3 Juli 2019 Accell HeerenveenRubens OliveiraNo ratings yet
- Sealer 300 W Family: Clear Reactive Inorganic SealersDocument2 pagesSealer 300 W Family: Clear Reactive Inorganic SealersSantiago Tuesta100% (2)
- Jin-Long Vibrator Motor 6dh-0509bDocument8 pagesJin-Long Vibrator Motor 6dh-0509btest18755555No ratings yet
- Iec 61701-2020Document17 pagesIec 61701-2020Muhammed Hasan GüçlüNo ratings yet
- Coal Tar PDFDocument4 pagesCoal Tar PDFMohammadreza AsheghNo ratings yet
- 09 Samss 069 PDFDocument10 pages09 Samss 069 PDFSelvakpm06100% (1)
- Advanced Plastic Testing: TechnologiesDocument20 pagesAdvanced Plastic Testing: TechnologiesHiba NaserNo ratings yet
- Pac Air Cond - UnitsDocument9 pagesPac Air Cond - UnitsAnonymous NR3qZ30No ratings yet
- Ansi-Bhma 156.6 HH 2019Document1 pageAnsi-Bhma 156.6 HH 2019Rey Eduard Q. UmelNo ratings yet
- Hard Drawn Steel WireDocument13 pagesHard Drawn Steel WireKristoffer MosshedenNo ratings yet
- Tata Magizinc EnglischDocument4 pagesTata Magizinc EnglischIbtissam EL HaiNo ratings yet
- Astm G85-11Document14 pagesAstm G85-11Rafa Lopez PuigdollersNo ratings yet
- Re45100 - 2016-05 PLACAS DE VALVULAS PDFDocument60 pagesRe45100 - 2016-05 PLACAS DE VALVULAS PDFJairoHernanLoperaNo ratings yet
- IS 9000 Part 11Document13 pagesIS 9000 Part 11Suvro ChakrabortyNo ratings yet
- Astm B633-23 - Redline Astm B633-23Document7 pagesAstm B633-23 - Redline Astm B633-23somashekar1510No ratings yet
- Technical Data: P/S 870 Class B Corrosion Inhibitive SealantDocument2 pagesTechnical Data: P/S 870 Class B Corrosion Inhibitive Sealantlucas laraNo ratings yet
- PDS Stopaq Casing Filler V7 enDocument1 pagePDS Stopaq Casing Filler V7 enAndyNo ratings yet
- POSMAC Sales Promotion For CustomersDocument45 pagesPOSMAC Sales Promotion For CustomersLucio PereiraNo ratings yet
- Series E Environmental Coils: Coils and Electronic ControlsDocument18 pagesSeries E Environmental Coils: Coils and Electronic ControlsMMM-MMMNo ratings yet