
Lec 42
Lec 42
You might also like
- Paramount Case StudyDocument6 pagesParamount Case StudySaima AsadNo ratings yet
- DevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsFrom EverandDevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsNo ratings yet
- Production Planning in SpinningDocument15 pagesProduction Planning in SpinningSantosh100% (2)
- Coding Conclusion QuestionsDocument4 pagesCoding Conclusion Questionsapi-264098671No ratings yet
- Differential AnalysisDocument26 pagesDifferential AnalysisEdma Glory MacadaagNo ratings yet
- Capacity Requirement PlanningDocument19 pagesCapacity Requirement PlanningShivam AgarwalNo ratings yet
- Circuit Board Fabricators Inc Case SolutDocument3 pagesCircuit Board Fabricators Inc Case SolutFernando MartinezNo ratings yet
- Lec 1Document12 pagesLec 1Rahatul RifatNo ratings yet
- Lec 2Document15 pagesLec 2GS RathoreNo ratings yet
- 2 CamDocument18 pages2 Camkaran5singh-12No ratings yet
- Lec 9Document12 pagesLec 9Raj singhNo ratings yet
- Prof. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01Document15 pagesProf. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01balramNo ratings yet
- Welcome To The Course On Industrial Automation and ControlDocument25 pagesWelcome To The Course On Industrial Automation and ControlvattuNo ratings yet
- R&AC Lecture 19Document15 pagesR&AC Lecture 19anshNo ratings yet
- Lec 15Document20 pagesLec 15Mani VannanNo ratings yet
- Lec 30Document16 pagesLec 30Norween Glory Alberto ValdezNo ratings yet
- Lec 1Document27 pagesLec 1Pragnesh PatelNo ratings yet
- Lec1 PDFDocument15 pagesLec1 PDFsirapuNo ratings yet
- Lect 4Document17 pagesLect 4Adeoti OladapoNo ratings yet
- Refer Slide Time: 01:50Document28 pagesRefer Slide Time: 01:50Elisée NdjabuNo ratings yet
- Lec 27Document25 pagesLec 27sangeeyh.84No ratings yet
- Read This First: C# Intermediate: Classes, Interfaces and OOPDocument2 pagesRead This First: C# Intermediate: Classes, Interfaces and OOPjfreddy82No ratings yet
- Lect 1Document16 pagesLect 1Adeoti OladapoNo ratings yet
- Interview QuestionsDocument6 pagesInterview Questionsbrk_318100% (1)
- Business Simulation Module 1Document28 pagesBusiness Simulation Module 1Likhita KrishnanNo ratings yet
- Scaling LawDocument17 pagesScaling LawVibin NivasNo ratings yet
- Computer Architecture Prof. Madhu Mutyam Department of Computer Science and Engineering Indian Institute of Technology, MadrasDocument15 pagesComputer Architecture Prof. Madhu Mutyam Department of Computer Science and Engineering Indian Institute of Technology, MadrasElisée Ndjabu100% (1)
- Never Ship An App Without Running It Through Instruments First!p2Document2 pagesNever Ship An App Without Running It Through Instruments First!p2eman.shedeed2013No ratings yet
- Lec 1Document24 pagesLec 1durgesh patelNo ratings yet
- Lec 17Document42 pagesLec 17Bekele GaddisaNo ratings yet
- PT Homework 2Document8 pagesPT Homework 2FărcaşCristianNo ratings yet
- Lec 1Document30 pagesLec 1Karthik KeyanNo ratings yet
- Lec 98Document5 pagesLec 98KeerthiNo ratings yet
- Process SynchronizationDocument19 pagesProcess Synchronizationnanekaraditya06No ratings yet
- Lec 14Document26 pagesLec 14GANJI PALAVENKIREDDYNo ratings yet
- Model?: Why Would We Need This Model?Document13 pagesModel?: Why Would We Need This Model?Pallavi PatilNo ratings yet
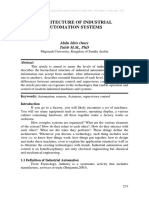
- Architecture of Industrial Automation Systems: Abdu Idris Omer Taleb M.M., PHDDocument11 pagesArchitecture of Industrial Automation Systems: Abdu Idris Omer Taleb M.M., PHDnikpetar1No ratings yet
- Unit - 3 Part IDocument46 pagesUnit - 3 Part IHARSHA VINAY KOTNI HU21CSEN0100574No ratings yet
- Simulation BanksDocument28 pagesSimulation BanksJesus NoyolaNo ratings yet
- Unit2 (A) - Final - Process SynchronizationDocument12 pagesUnit2 (A) - Final - Process SynchronizationSREESAIARJUN KOSINEPALLINo ratings yet
- Parallel ProcessingDocument27 pagesParallel ProcessingmadhanakokilanNo ratings yet
- Appian I QADocument18 pagesAppian I QA440-ECEA-D.Satish ReddyNo ratings yet
- Unit - IvDocument37 pagesUnit - IvGangisetti SrihariNo ratings yet
- Lec 1Document12 pagesLec 1Priyamvada VermaNo ratings yet
- Chip Design Flow and Hardware ModellingDocument39 pagesChip Design Flow and Hardware Modellingskarthikpriya100% (1)
- Lec 1Document31 pagesLec 1Viranshi SanghaviNo ratings yet
- CM72L1eL - M5 - A0 Create and Run A Sequence R.1.3 - 20200623 PDFDocument12 pagesCM72L1eL - M5 - A0 Create and Run A Sequence R.1.3 - 20200623 PDFAriel Padilla RiosNo ratings yet
- CSEGATEDocument138 pagesCSEGATESaritha CeelaNo ratings yet
- CSEGATEDocument133 pagesCSEGATEDhairya GopalNo ratings yet
- Lec 20Document29 pagesLec 20Surajit SahaNo ratings yet
- Lec 20Document29 pagesLec 20sitam_nitj4202No ratings yet
- Prof. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, Kharagpur Lecture - 16 Branch PredictionDocument26 pagesProf. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, Kharagpur Lecture - 16 Branch Predictionurjashah3No ratings yet
- Lec1 PDFDocument30 pagesLec1 PDFsumitNo ratings yet
- Simulation Lab Manual PDFDocument12 pagesSimulation Lab Manual PDFdeepakNo ratings yet
- Welcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Document13 pagesWelcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Arpit PatelNo ratings yet
- Lec 3Document23 pagesLec 3Sai SrinivasNo ratings yet
- Robot Training NotesDocument9 pagesRobot Training NotesAndrew HuNo ratings yet
- Computer & ITDocument148 pagesComputer & ITMohit GuptaNo ratings yet
- Lec 1Document9 pagesLec 1teyqqgfnyphcyhwnexNo ratings yet
- Digital Logic Lecture 2Document16 pagesDigital Logic Lecture 2Aditya KrishnakumarNo ratings yet
- Enjoy OSDocument36 pagesEnjoy OSShivansh PundirNo ratings yet
- Lec 4Document18 pagesLec 4rahulpikaleNo ratings yet
- Post Simulation Debug TutorialDocument11 pagesPost Simulation Debug TutorialKhadar BashaNo ratings yet
- TaskDocument5 pagesTaskSandhiyakasirajan KNo ratings yet
- Learn To Program, Simulate Plc & Hmi In Minutes with Real-World Examples from Scratch. A No Bs, No Fluff Practical Hands-On Project for Beginner to Intermediate: BoxsetFrom EverandLearn To Program, Simulate Plc & Hmi In Minutes with Real-World Examples from Scratch. A No Bs, No Fluff Practical Hands-On Project for Beginner to Intermediate: BoxsetNo ratings yet
- Constraints in Management and Accounting FinancicalDocument5 pagesConstraints in Management and Accounting FinancicalJean-Louis KouassiNo ratings yet
- Critical ChainDocument6 pagesCritical Chainabhisheksood_89No ratings yet
- 3.1 Case Exercises For ClassDocument2 pages3.1 Case Exercises For ClassSanthosh Kumar RaoNo ratings yet
- Improving Cost Planning With Resource Consumption AccountingDocument12 pagesImproving Cost Planning With Resource Consumption AccountingBassel JaberNo ratings yet
- The Cost of Labour Is Determined by The Price Paid For Labour and The Quantity of Labour UsedDocument3 pagesThe Cost of Labour Is Determined by The Price Paid For Labour and The Quantity of Labour UsedBisag AsaNo ratings yet
- Synchronous ManufacturingDocument19 pagesSynchronous ManufacturingrpentakotaNo ratings yet
- Bottleneck - Bottleneck in Garment Industry: Print This PostDocument3 pagesBottleneck - Bottleneck in Garment Industry: Print This PostalaminNo ratings yet
- Line Balancing of A T-Shirt Sewing Line To Improve ProductivityDocument64 pagesLine Balancing of A T-Shirt Sewing Line To Improve Productivitymohammadnur89No ratings yet
- Atieh2016 Article AValueStreamMappingAndSimulatiDocument14 pagesAtieh2016 Article AValueStreamMappingAndSimulatiSaravananNo ratings yet
- Operations ManagementDocument29 pagesOperations ManagementumairNo ratings yet
- Determinants of Effective Capacity PlanningDocument3 pagesDeterminants of Effective Capacity Planningkhatorbhai86% (7)
- Bottlenecking: Parallel Block Equipment Unit 1 Unit 2 Compression Pumping SystemDocument12 pagesBottlenecking: Parallel Block Equipment Unit 1 Unit 2 Compression Pumping SystemSyafiqah IsmailNo ratings yet
- 2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International LocationDocument10 pages2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International Locationkapun kumar nayakNo ratings yet
- Quiz Makeup (1057)Document13 pagesQuiz Makeup (1057)hpaiwbk7No ratings yet
- Process Capacity Management - OM - FINALDocument13 pagesProcess Capacity Management - OM - FINALRAVI SONKARNo ratings yet
- DBR NotesDocument3 pagesDBR NotesChristinaNo ratings yet
- Extra Problem1Document2 pagesExtra Problem1festisioNo ratings yet
- Lehigh Steel Final DocumentDocument6 pagesLehigh Steel Final DocumentSavita SoniNo ratings yet
- Om3 C07Document54 pagesOm3 C07Jerry Wong100% (1)
- Plant LayoutDocument73 pagesPlant LayoutPradeep VishwakarmaNo ratings yet
- ManEx Code Rev-1Document63 pagesManEx Code Rev-1Samuel Getaneh TNo ratings yet
- Richa & Co.Document81 pagesRicha & Co.Vishal ChoudharyNo ratings yet
- Throughput ProformaDocument5 pagesThroughput ProformaRaihan SirNo ratings yet
- The Manufacturing of Heavy Weight Cardboard: Gerard Sierksma, Henrico L.T. WandersDocument9 pagesThe Manufacturing of Heavy Weight Cardboard: Gerard Sierksma, Henrico L.T. WandersLivia MarsaNo ratings yet
- Bottleneck Model: Terminology and SymbolsDocument5 pagesBottleneck Model: Terminology and SymbolsPride RockNo ratings yet
























































































Download as pdf or txt
You might also like
- Paramount Case StudyDocument6 pagesParamount Case StudySaima AsadNo ratings yet
- DevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsFrom EverandDevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsNo ratings yet
- Production Planning in SpinningDocument15 pagesProduction Planning in SpinningSantosh100% (2)
- Coding Conclusion QuestionsDocument4 pagesCoding Conclusion Questionsapi-264098671No ratings yet
- Differential AnalysisDocument26 pagesDifferential AnalysisEdma Glory MacadaagNo ratings yet
- Capacity Requirement PlanningDocument19 pagesCapacity Requirement PlanningShivam AgarwalNo ratings yet
- Circuit Board Fabricators Inc Case SolutDocument3 pagesCircuit Board Fabricators Inc Case SolutFernando MartinezNo ratings yet
- Lec 1Document12 pagesLec 1Rahatul RifatNo ratings yet
- Lec 2Document15 pagesLec 2GS RathoreNo ratings yet
- 2 CamDocument18 pages2 Camkaran5singh-12No ratings yet
- Lec 9Document12 pagesLec 9Raj singhNo ratings yet
- Prof. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01Document15 pagesProf. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01balramNo ratings yet
- Welcome To The Course On Industrial Automation and ControlDocument25 pagesWelcome To The Course On Industrial Automation and ControlvattuNo ratings yet
- R&AC Lecture 19Document15 pagesR&AC Lecture 19anshNo ratings yet
- Lec 15Document20 pagesLec 15Mani VannanNo ratings yet
- Lec 30Document16 pagesLec 30Norween Glory Alberto ValdezNo ratings yet
- Lec 1Document27 pagesLec 1Pragnesh PatelNo ratings yet
- Lec1 PDFDocument15 pagesLec1 PDFsirapuNo ratings yet
- Lect 4Document17 pagesLect 4Adeoti OladapoNo ratings yet
- Refer Slide Time: 01:50Document28 pagesRefer Slide Time: 01:50Elisée NdjabuNo ratings yet
- Lec 27Document25 pagesLec 27sangeeyh.84No ratings yet
- Read This First: C# Intermediate: Classes, Interfaces and OOPDocument2 pagesRead This First: C# Intermediate: Classes, Interfaces and OOPjfreddy82No ratings yet
- Lect 1Document16 pagesLect 1Adeoti OladapoNo ratings yet
- Interview QuestionsDocument6 pagesInterview Questionsbrk_318100% (1)
- Business Simulation Module 1Document28 pagesBusiness Simulation Module 1Likhita KrishnanNo ratings yet
- Scaling LawDocument17 pagesScaling LawVibin NivasNo ratings yet
- Computer Architecture Prof. Madhu Mutyam Department of Computer Science and Engineering Indian Institute of Technology, MadrasDocument15 pagesComputer Architecture Prof. Madhu Mutyam Department of Computer Science and Engineering Indian Institute of Technology, MadrasElisée Ndjabu100% (1)
- Never Ship An App Without Running It Through Instruments First!p2Document2 pagesNever Ship An App Without Running It Through Instruments First!p2eman.shedeed2013No ratings yet
- Lec 1Document24 pagesLec 1durgesh patelNo ratings yet
- Lec 17Document42 pagesLec 17Bekele GaddisaNo ratings yet
- PT Homework 2Document8 pagesPT Homework 2FărcaşCristianNo ratings yet
- Lec 1Document30 pagesLec 1Karthik KeyanNo ratings yet
- Lec 98Document5 pagesLec 98KeerthiNo ratings yet
- Process SynchronizationDocument19 pagesProcess Synchronizationnanekaraditya06No ratings yet
- Lec 14Document26 pagesLec 14GANJI PALAVENKIREDDYNo ratings yet
- Model?: Why Would We Need This Model?Document13 pagesModel?: Why Would We Need This Model?Pallavi PatilNo ratings yet
- Architecture of Industrial Automation Systems: Abdu Idris Omer Taleb M.M., PHDDocument11 pagesArchitecture of Industrial Automation Systems: Abdu Idris Omer Taleb M.M., PHDnikpetar1No ratings yet
- Unit - 3 Part IDocument46 pagesUnit - 3 Part IHARSHA VINAY KOTNI HU21CSEN0100574No ratings yet
- Simulation BanksDocument28 pagesSimulation BanksJesus NoyolaNo ratings yet
- Unit2 (A) - Final - Process SynchronizationDocument12 pagesUnit2 (A) - Final - Process SynchronizationSREESAIARJUN KOSINEPALLINo ratings yet
- Parallel ProcessingDocument27 pagesParallel ProcessingmadhanakokilanNo ratings yet
- Appian I QADocument18 pagesAppian I QA440-ECEA-D.Satish ReddyNo ratings yet
- Unit - IvDocument37 pagesUnit - IvGangisetti SrihariNo ratings yet
- Lec 1Document12 pagesLec 1Priyamvada VermaNo ratings yet
- Chip Design Flow and Hardware ModellingDocument39 pagesChip Design Flow and Hardware Modellingskarthikpriya100% (1)
- Lec 1Document31 pagesLec 1Viranshi SanghaviNo ratings yet
- CM72L1eL - M5 - A0 Create and Run A Sequence R.1.3 - 20200623 PDFDocument12 pagesCM72L1eL - M5 - A0 Create and Run A Sequence R.1.3 - 20200623 PDFAriel Padilla RiosNo ratings yet
- CSEGATEDocument138 pagesCSEGATESaritha CeelaNo ratings yet
- CSEGATEDocument133 pagesCSEGATEDhairya GopalNo ratings yet
- Lec 20Document29 pagesLec 20Surajit SahaNo ratings yet
- Lec 20Document29 pagesLec 20sitam_nitj4202No ratings yet
- Prof. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, Kharagpur Lecture - 16 Branch PredictionDocument26 pagesProf. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, Kharagpur Lecture - 16 Branch Predictionurjashah3No ratings yet
- Lec1 PDFDocument30 pagesLec1 PDFsumitNo ratings yet
- Simulation Lab Manual PDFDocument12 pagesSimulation Lab Manual PDFdeepakNo ratings yet
- Welcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Document13 pagesWelcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Arpit PatelNo ratings yet
- Lec 3Document23 pagesLec 3Sai SrinivasNo ratings yet
- Robot Training NotesDocument9 pagesRobot Training NotesAndrew HuNo ratings yet
- Computer & ITDocument148 pagesComputer & ITMohit GuptaNo ratings yet
- Lec 1Document9 pagesLec 1teyqqgfnyphcyhwnexNo ratings yet
- Digital Logic Lecture 2Document16 pagesDigital Logic Lecture 2Aditya KrishnakumarNo ratings yet
- Enjoy OSDocument36 pagesEnjoy OSShivansh PundirNo ratings yet
- Lec 4Document18 pagesLec 4rahulpikaleNo ratings yet
- Post Simulation Debug TutorialDocument11 pagesPost Simulation Debug TutorialKhadar BashaNo ratings yet
- TaskDocument5 pagesTaskSandhiyakasirajan KNo ratings yet
- Learn To Program, Simulate Plc & Hmi In Minutes with Real-World Examples from Scratch. A No Bs, No Fluff Practical Hands-On Project for Beginner to Intermediate: BoxsetFrom EverandLearn To Program, Simulate Plc & Hmi In Minutes with Real-World Examples from Scratch. A No Bs, No Fluff Practical Hands-On Project for Beginner to Intermediate: BoxsetNo ratings yet
- Constraints in Management and Accounting FinancicalDocument5 pagesConstraints in Management and Accounting FinancicalJean-Louis KouassiNo ratings yet
- Critical ChainDocument6 pagesCritical Chainabhisheksood_89No ratings yet
- 3.1 Case Exercises For ClassDocument2 pages3.1 Case Exercises For ClassSanthosh Kumar RaoNo ratings yet
- Improving Cost Planning With Resource Consumption AccountingDocument12 pagesImproving Cost Planning With Resource Consumption AccountingBassel JaberNo ratings yet
- The Cost of Labour Is Determined by The Price Paid For Labour and The Quantity of Labour UsedDocument3 pagesThe Cost of Labour Is Determined by The Price Paid For Labour and The Quantity of Labour UsedBisag AsaNo ratings yet
- Synchronous ManufacturingDocument19 pagesSynchronous ManufacturingrpentakotaNo ratings yet
- Bottleneck - Bottleneck in Garment Industry: Print This PostDocument3 pagesBottleneck - Bottleneck in Garment Industry: Print This PostalaminNo ratings yet
- Line Balancing of A T-Shirt Sewing Line To Improve ProductivityDocument64 pagesLine Balancing of A T-Shirt Sewing Line To Improve Productivitymohammadnur89No ratings yet
- Atieh2016 Article AValueStreamMappingAndSimulatiDocument14 pagesAtieh2016 Article AValueStreamMappingAndSimulatiSaravananNo ratings yet
- Operations ManagementDocument29 pagesOperations ManagementumairNo ratings yet
- Determinants of Effective Capacity PlanningDocument3 pagesDeterminants of Effective Capacity Planningkhatorbhai86% (7)
- Bottlenecking: Parallel Block Equipment Unit 1 Unit 2 Compression Pumping SystemDocument12 pagesBottlenecking: Parallel Block Equipment Unit 1 Unit 2 Compression Pumping SystemSyafiqah IsmailNo ratings yet
- 2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International LocationDocument10 pages2.4 FAC I L I TY Locat I ON: 1. Deciding On Domestic or International Locationkapun kumar nayakNo ratings yet
- Quiz Makeup (1057)Document13 pagesQuiz Makeup (1057)hpaiwbk7No ratings yet
- Process Capacity Management - OM - FINALDocument13 pagesProcess Capacity Management - OM - FINALRAVI SONKARNo ratings yet
- DBR NotesDocument3 pagesDBR NotesChristinaNo ratings yet
- Extra Problem1Document2 pagesExtra Problem1festisioNo ratings yet
- Lehigh Steel Final DocumentDocument6 pagesLehigh Steel Final DocumentSavita SoniNo ratings yet
- Om3 C07Document54 pagesOm3 C07Jerry Wong100% (1)
- Plant LayoutDocument73 pagesPlant LayoutPradeep VishwakarmaNo ratings yet
- ManEx Code Rev-1Document63 pagesManEx Code Rev-1Samuel Getaneh TNo ratings yet
- Richa & Co.Document81 pagesRicha & Co.Vishal ChoudharyNo ratings yet
- Throughput ProformaDocument5 pagesThroughput ProformaRaihan SirNo ratings yet
- The Manufacturing of Heavy Weight Cardboard: Gerard Sierksma, Henrico L.T. WandersDocument9 pagesThe Manufacturing of Heavy Weight Cardboard: Gerard Sierksma, Henrico L.T. WandersLivia MarsaNo ratings yet
- Bottleneck Model: Terminology and SymbolsDocument5 pagesBottleneck Model: Terminology and SymbolsPride RockNo ratings yet