Download as pdf or txt
You might also like
- Construction of Sewage Treatment PlantDocument55 pagesConstruction of Sewage Treatment PlantDevendra Sharma100% (5)
- Electrochemical MACHININGDocument14 pagesElectrochemical MACHININGpramod_k100% (2)
- Elements of X Ray Diffraction by B D Cullity PDFDocument2 pagesElements of X Ray Diffraction by B D Cullity PDFKumar Bd40% (5)
- 9.SN APP SCI (ESCI, Web of Science)Document17 pages9.SN APP SCI (ESCI, Web of Science)MM GoudNo ratings yet
- ECDMDocument8 pagesECDMSaurabhBhardwajNo ratings yet
- 4.silicon Multi - Repsonse (Sci)Document22 pages4.silicon Multi - Repsonse (Sci)MM GoudNo ratings yet
- NDT 2 (Autosaved)Document36 pagesNDT 2 (Autosaved)Jas HimNo ratings yet
- Experimental Investigation On Micromachining Using Electrochemical Discharge MachineDocument17 pagesExperimental Investigation On Micromachining Using Electrochemical Discharge MachineHarinath GowdNo ratings yet
- NDT 2Document5 pagesNDT 2Jas HimNo ratings yet
- COPEN-9 Full Paper Upload 77Document6 pagesCOPEN-9 Full Paper Upload 77aghosh704100% (1)
- Malik Manna2016 TWECSMDocument10 pagesMalik Manna2016 TWECSMSiddharth KumarNo ratings yet
- Comparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using EcmDocument13 pagesComparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using Ecmk eswariNo ratings yet
- Finishing of Micro-EDMed Surface Based On ScanningDocument6 pagesFinishing of Micro-EDMed Surface Based On ScanningOmkar DashNo ratings yet
- EDM - Literature SurveyDocument30 pagesEDM - Literature Surveydinesh veerNo ratings yet
- International Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingDocument9 pagesInternational Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingSudhir KumarNo ratings yet
- Electrode CoatingDocument8 pagesElectrode CoatingSaurabh JainNo ratings yet
- A Review Paper On Electro Chemical MachiningDocument8 pagesA Review Paper On Electro Chemical Machiningpritam rajNo ratings yet
- Materials 15 00513 v2Document14 pagesMaterials 15 00513 v2Abraham GutierrezNo ratings yet
- Electrochemical Machining PDFDocument5 pagesElectrochemical Machining PDFBasavaraj HosurNo ratings yet
- 12 IjrasetDocument9 pages12 IjrasetMM GoudNo ratings yet
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocument22 pagesAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsNo ratings yet
- Micro ECMresearchchallengesDocument36 pagesMicro ECMresearchchallengesCatalin MicleaNo ratings yet
- Sustainable Electrical Discharge Machining of Nimonic C263 SuperalloyDocument21 pagesSustainable Electrical Discharge Machining of Nimonic C263 SuperalloyVIRAJ PATILNo ratings yet
- An Influence of Parameters of Micro-Electrical Discharge Machining On Wear of Tool ElectrodeDocument15 pagesAn Influence of Parameters of Micro-Electrical Discharge Machining On Wear of Tool ElectrodeshahadNo ratings yet
- Fluid Dynamic Simulation and Experimental Study of Honeycomb Seal Structures in Electrochemical Discharge Machining PressureDocument17 pagesFluid Dynamic Simulation and Experimental Study of Honeycomb Seal Structures in Electrochemical Discharge Machining PressuremechjournalNo ratings yet
- Effect of Powder Mixed Electric Discharge Machining (PMEDM) On Various Materials With Different Powders: A ReviewDocument6 pagesEffect of Powder Mixed Electric Discharge Machining (PMEDM) On Various Materials With Different Powders: A ReviewIJIRSTNo ratings yet
- Ijems 13 (3) 209-216Document8 pagesIjems 13 (3) 209-216Nguyễn Hữu PhấnNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document6 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocument9 pagesReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNo ratings yet
- SynopsisDocument9 pagesSynopsisSai SrinivasNo ratings yet
- Paper 110Document8 pagesPaper 110api-402239411No ratings yet
- IOP Conference Series (Conference Paper ICAME)Document9 pagesIOP Conference Series (Conference Paper ICAME)MM GoudNo ratings yet
- ANOVA ExplainedDocument10 pagesANOVA Explainedsreenu reddyNo ratings yet
- Soumya Seminar ReportDocument21 pagesSoumya Seminar ReportDillip MahakhudaNo ratings yet
- Eng-Study On The Effect-Akhil S PrasadDocument8 pagesEng-Study On The Effect-Akhil S PrasadImpact JournalsNo ratings yet
- M.tech ProjectDocument7 pagesM.tech ProjectNOMAN KASHIFNo ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- Precision Engineering: Ravinder Kumar, Inderdeep Singh TDocument7 pagesPrecision Engineering: Ravinder Kumar, Inderdeep Singh TAnonymous 5AmJ13mLkNo ratings yet
- Experimental and Theoretical Investigations in ECDM Proc 2016 Procedia TechnDocument8 pagesExperimental and Theoretical Investigations in ECDM Proc 2016 Procedia TechnTanNguyễnNo ratings yet
- Ultraprecision High Rate Anodic Dissolution Processes in EcmDocument7 pagesUltraprecision High Rate Anodic Dissolution Processes in EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Review of Electrochemical and Electrodischarge MachiningDocument14 pagesReview of Electrochemical and Electrodischarge Machiningdinesh veerNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- Micro ECM IndiaDocument8 pagesMicro ECM IndiagskrabalNo ratings yet
- EDMDocument20 pagesEDMlogeshboy007No ratings yet
- Paper 1Document15 pagesPaper 1jibranq13No ratings yet
- Comparison Between Bang-Bang, PID and LQR Controller For Electrical Discharge Machining ProcessDocument13 pagesComparison Between Bang-Bang, PID and LQR Controller For Electrical Discharge Machining ProcessIJRASETPublicationsNo ratings yet
- Experimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningDocument8 pagesExperimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningIJRASETPublicationsNo ratings yet
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationNo ratings yet
- Electromagnetic Forming - Hani Aziz AmeenDocument46 pagesElectromagnetic Forming - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Q (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture ProcessDocument11 pagesQ (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture Processsofyan samNo ratings yet
- Technology and Research Developments in Powder Mixed Electric Discharge Machining (PMEDM)Document10 pagesTechnology and Research Developments in Powder Mixed Electric Discharge Machining (PMEDM)vipul mishraNo ratings yet
- Sabotin WCMNM Paper FinalDocument5 pagesSabotin WCMNM Paper Finaljoskov71No ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Document11 pagesInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNo ratings yet
- Multi Objective OptimisationDocument5 pagesMulti Objective OptimisationbalakaleesNo ratings yet
- Electrochemical Discharge Machining Process: Anjali V. KulkarniDocument6 pagesElectrochemical Discharge Machining Process: Anjali V. KulkarniAjay kumar chaudharyNo ratings yet
- Kung2009 Article MaterialRemovalRateAndElectrod PDFDocument10 pagesKung2009 Article MaterialRemovalRateAndElectrod PDFAkasapu SaisreeharshaNo ratings yet
- Powder Mixed Electric Discharge Machining of HastelloyDocument4 pagesPowder Mixed Electric Discharge Machining of HastelloyIJRASETPublicationsNo ratings yet
- Application of Electro Chemical Machining For MateDocument7 pagesApplication of Electro Chemical Machining For MateJeny ThoriumNo ratings yet
- L5 Percentage Yield and Atom EconomyDocument58 pagesL5 Percentage Yield and Atom EconomylolNo ratings yet
- Steel: Iron AlloyDocument14 pagesSteel: Iron AlloySiva BhaskarNo ratings yet
- Why Compressors FailDocument4 pagesWhy Compressors FailMohammed Ehsaan Munaver100% (1)
- One Gram (G) Weight of 1 Milliliter (MLDocument4 pagesOne Gram (G) Weight of 1 Milliliter (MLbabaNo ratings yet
- HL Paper 2: Full Electron Configuration of The Ruthenium (II) IonDocument20 pagesHL Paper 2: Full Electron Configuration of The Ruthenium (II) IonfuduNo ratings yet
- Design of A Cryogenic Grinding System For SpicesDocument10 pagesDesign of A Cryogenic Grinding System For Spicesdeepakkumar2626No ratings yet
- Petroleum Production Engineering-IIDocument131 pagesPetroleum Production Engineering-IIkamikrrbNo ratings yet
- Fluid IzationDocument37 pagesFluid Izationmehtab hussainNo ratings yet
- 05-11 QCS 2014Document8 pages05-11 QCS 2014Raja Ahmed HassanNo ratings yet
- Arsenic Removal Adsorption and Ion ExchangeDocument4 pagesArsenic Removal Adsorption and Ion Exchangeabdullah al mahinNo ratings yet
- Luffa and Water Hyacinth Research PaperDocument66 pagesLuffa and Water Hyacinth Research PaperHana RasidNo ratings yet
- Hatch Water PRM10Document17 pagesHatch Water PRM10guama21No ratings yet
- Enhanced Oil Recovery (EOR) - Schlumberger GlossaryDocument66 pagesEnhanced Oil Recovery (EOR) - Schlumberger GlossaryDiana La CruzNo ratings yet
- IFC FilterDocument2 pagesIFC FilterFoo LoongNo ratings yet
- AM Technology: Flow ReactorsDocument4 pagesAM Technology: Flow ReactorsShrinivas JahagirdarNo ratings yet
- Carcinogens Mutagens and TeratogensDocument14 pagesCarcinogens Mutagens and TeratogensGC Photo StateNo ratings yet
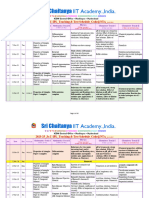
- 2023-25 - Jr.C-IPL - Teaching & Test Schedule - Code@NTA - 06-11-2023Document26 pages2023-25 - Jr.C-IPL - Teaching & Test Schedule - Code@NTA - 06-11-2023Gowri ShankarNo ratings yet
- Technical Report of PipingDocument370 pagesTechnical Report of PipingYudo Heru Pribadi100% (1)
- Mole-1Document34 pagesMole-1d anjilappaNo ratings yet
- Pulp - Bleaching - Fact - Sheet - 2017 Stora EnsoDocument2 pagesPulp - Bleaching - Fact - Sheet - 2017 Stora EnsoNataliaNo ratings yet
- Jetcontrol 600-S UK 17072014Document4 pagesJetcontrol 600-S UK 17072014Zeko AmeenNo ratings yet
- Series & Parallel PumpDocument14 pagesSeries & Parallel PumpDivaan Raj Karunakaran100% (3)
- Edexcel IAL Unit 4 ChemDocument190 pagesEdexcel IAL Unit 4 Chemthisumisg2007No ratings yet
- Physical Science 2Document10 pagesPhysical Science 2Eunice HolgadoNo ratings yet
- EE207 Assignment 1Document7 pagesEE207 Assignment 1Anuranan DasNo ratings yet
- Catalogue - Probe Sonicator - Ultra Autosonic IndiaDocument4 pagesCatalogue - Probe Sonicator - Ultra Autosonic IndiaGirish GuptaNo ratings yet
- Water Quality:: Physical, Chemical and Biological ParametersDocument26 pagesWater Quality:: Physical, Chemical and Biological ParametersGlister DharNo ratings yet
- Biograde Organics Products List (VETERINARY INJECTION) .Document10 pagesBiograde Organics Products List (VETERINARY INJECTION) .Puneet GautamNo ratings yet