Download as pdf or txt
You might also like
- The Tree Climbers Companion 2nd Edition A Reference and Training Manual For Professional Tree ClimbersDocument104 pagesThe Tree Climbers Companion 2nd Edition A Reference and Training Manual For Professional Tree ClimbersBloodbath Mcgrath96% (28)
- LEEA Academy P1E Revision Test 2 - July 2015 ANSWERSDocument17 pagesLEEA Academy P1E Revision Test 2 - July 2015 ANSWERSMohmed AllamNo ratings yet
- User Manual Ritter A Series Dental SystemDocument39 pagesUser Manual Ritter A Series Dental Systempepe128128No ratings yet
- Battenfeld Plus 350 Instruction-Manual 119816-100Document100 pagesBattenfeld Plus 350 Instruction-Manual 119816-100Giovani Cristi100% (1)
- Gospel Knots Scout DevotionalDocument32 pagesGospel Knots Scout DevotionalTyrone LaValleyNo ratings yet
- Toyota Tacoma 2012 - Tvip V5 Part Number: PT398-35121: PreparationDocument22 pagesToyota Tacoma 2012 - Tvip V5 Part Number: PT398-35121: PreparationTomas OrozcoNo ratings yet
- 2009 Venza - Block Heater - InstallManual - RevD - Combined2 - 2GR-FE, 1AR-FE - ENGDocument6 pages2009 Venza - Block Heater - InstallManual - RevD - Combined2 - 2GR-FE, 1AR-FE - ENGtilsidNo ratings yet
- Trad Climbing Basics - VDiff ClimbingDocument16 pagesTrad Climbing Basics - VDiff ClimbingVDiff ClimbingNo ratings yet
- 7 Biggest Mistakes People Make When Tying KnotsDocument4 pages7 Biggest Mistakes People Make When Tying KnotsNiko DiamesisNo ratings yet
- Instruction Manual: E2M0.7 and E2M1.5 Rotary Vacuum Pump Maintenance KitsDocument14 pagesInstruction Manual: E2M0.7 and E2M1.5 Rotary Vacuum Pump Maintenance KitsCarlos GonzálezNo ratings yet
- PT47A 21052instDocument9 pagesPT47A 21052instMohamad Isham MussaNo ratings yet
- BM Nozzle MaintenanceDocument6 pagesBM Nozzle Maintenancemartin.weisshaarNo ratings yet
- Scion XB 2008 - Illuminated Door SillsDocument18 pagesScion XB 2008 - Illuminated Door SillsKiddNo ratings yet
- Ritter Superior Instruction Manual User Manual Service ManualDocument40 pagesRitter Superior Instruction Manual User Manual Service Manualطارق عفيفيNo ratings yet
- Toyota FJ Cruiser 2007 Auxiliary Lights Part Number: PT297-35061Document15 pagesToyota FJ Cruiser 2007 Auxiliary Lights Part Number: PT297-35061Ahmed SalemNo ratings yet
- Company Name: Job InformationDocument13 pagesCompany Name: Job InformationAkela RichardNo ratings yet
- 2011+ Tow Hitch Install DirectionsDocument10 pages2011+ Tow Hitch Install Directionsmoeed.ahmed.baigNo ratings yet
- Toyota Tundra Backup Camera Install InstructionsDocument14 pagesToyota Tundra Backup Camera Install InstructionsJason Lancaster100% (1)
- MDR500A: Mobile X-Ray Machine Installation ManualDocument7 pagesMDR500A: Mobile X-Ray Machine Installation Manualdaniel muñozNo ratings yet
- Milling Cutter User Manual EngDocument3 pagesMilling Cutter User Manual Engjavilourido81No ratings yet
- Toyota Tundra TRD Brake Kit Installation InstructionsDocument10 pagesToyota Tundra TRD Brake Kit Installation InstructionsJason LancasterNo ratings yet
- Anet A8 ManualDocument19 pagesAnet A8 ManualAmar NathNo ratings yet
- 18 - My16 Rav4 Fog Lights IsscDocument18 pages18 - My16 Rav4 Fog Lights Isscاسماعيل الشريفNo ratings yet
- Trouble Shooting in Turbine Journal BearDocument10 pagesTrouble Shooting in Turbine Journal Bearshanku_bietNo ratings yet
- Use Guide of Slewing RingsDocument7 pagesUse Guide of Slewing RingsNebojša JovanovićNo ratings yet
- Toyota Yaris 2006 - Lowering Springs Part Number: PTR11-52070Document6 pagesToyota Yaris 2006 - Lowering Springs Part Number: PTR11-52070lcpenaNo ratings yet
- RTB 1560Document114 pagesRTB 1560ashok_majNo ratings yet
- Ref 2 For PER 0901d19680051354 PDF Preview MediumDocument28 pagesRef 2 For PER 0901d19680051354 PDF Preview MediumbouwersNo ratings yet
- Toyota Tundra Skid Plate Installation InstructionsDocument5 pagesToyota Tundra Skid Plate Installation InstructionsJason LancasterNo ratings yet
- MY21 Sienna Dashcam (DIO) IssBDocument10 pagesMY21 Sienna Dashcam (DIO) IssBerviNo ratings yet
- TEC-54 Critical Spares List M - Rev 3Document1 pageTEC-54 Critical Spares List M - Rev 3kabilan sadasivamNo ratings yet
- Remote Start Toyota Venza 2010Document34 pagesRemote Start Toyota Venza 2010VahNo ratings yet
- PT922 74110instDocument27 pagesPT922 74110insthenajib512No ratings yet
- Easy Product Finder: Project StructureDocument3 pagesEasy Product Finder: Project Structuremarko89894No ratings yet
- Toyota Tundra TRD Lowering Kit Installation InstructionsDocument9 pagesToyota Tundra TRD Lowering Kit Installation InstructionsJason LancasterNo ratings yet
- Mini ProjectDocument24 pagesMini ProjectnurhayatiNo ratings yet
- IRIS Service Manual Version 0.89Document51 pagesIRIS Service Manual Version 0.89Arshad NazarNo ratings yet
- Technical Compliance SheetDocument7 pagesTechnical Compliance SheetSaša StankovićNo ratings yet
- Zeppelin - Rotary Valve - dx5 160-2,6 HCDocument27 pagesZeppelin - Rotary Valve - dx5 160-2,6 HCThanh Xuan100% (1)
- M185B1 L02Document26 pagesM185B1 L02German Castorman Cortez AguileraNo ratings yet
- BOM Fidget SpinnerDocument13 pagesBOM Fidget SpinnerDitya anastryaniNo ratings yet
- Lexus Hitch DIYDocument10 pagesLexus Hitch DIYstarfish555No ratings yet
- 10 CA3250P25K15L3T1E5A80 DW014H SuspensionDocument28 pages10 CA3250P25K15L3T1E5A80 DW014H SuspensionJesus gomez corvalanNo ratings yet
- PaintBoroer518 MCManualDocument17 pagesPaintBoroer518 MCManualwsfasfNo ratings yet
- Lsa 52 Frame Manual - DatDocument68 pagesLsa 52 Frame Manual - DatAseels PakNo ratings yet
- Standard Technical Specifications For Electrical Works: 10 M Height Street Lighting Poles Including AccessoriesDocument8 pagesStandard Technical Specifications For Electrical Works: 10 M Height Street Lighting Poles Including AccessoriesWael AlmassriNo ratings yet
- Ch1. Sheet Metal Cutting OperationsDocument41 pagesCh1. Sheet Metal Cutting OperationsSRI RAMNo ratings yet
- Filled in Data Sheet - 220kV - COMP PDFDocument3 pagesFilled in Data Sheet - 220kV - COMP PDFJayabalan R KNo ratings yet
- 10 CA4250P25K2T1E5A80 DY640 SuspensionDocument23 pages10 CA4250P25K2T1E5A80 DY640 SuspensionJesus gomez corvalanNo ratings yet
- Kestrel E220i User ManualDocument23 pagesKestrel E220i User ManualEduardo FaríasNo ratings yet
- Hand Book Part 3Document7 pagesHand Book Part 3Michał JabłońskiNo ratings yet
- 19.10.2005 SSVV-IN: Date SignDocument33 pages19.10.2005 SSVV-IN: Date SignNguyen binhNo ratings yet
- Angrenaj MelcatDocument4 pagesAngrenaj MelcatDiana Maria CozmaNo ratings yet
- Data Sheet Filter MediaDocument1 pageData Sheet Filter MediaNeelkantNo ratings yet
- TűzőgépDocument61 pagesTűzőgépjaneszjamNo ratings yet
- 10 CA4250P25K2T2E5A80 DY648 SuspensionDocument26 pages10 CA4250P25K2T2E5A80 DY648 SuspensionJesus gomez corvalanNo ratings yet
- Report 464347 598002Document10 pagesReport 464347 598002shaikhsafwanahmed99No ratings yet
- T320HVN05 2-AuoDocument27 pagesT320HVN05 2-AuoSabby GonsalvesNo ratings yet
- Keith Running Floor II Dx-I Owner Operator ManualDocument29 pagesKeith Running Floor II Dx-I Owner Operator ManualkarzanmkakNo ratings yet
- 32 Crankshaft Rear Seal - InstallDocument4 pages32 Crankshaft Rear Seal - InstallgwahyudinnNo ratings yet
- Trailer Wire HarnessDocument16 pagesTrailer Wire Harnessmoeed.ahmed.baigNo ratings yet
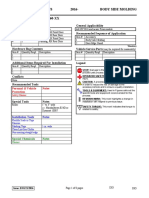
- 2016 Toyota Prius Body Side Molding - Installation InstructionsDocument8 pages2016 Toyota Prius Body Side Molding - Installation InstructionswicksjrNo ratings yet
- Health Monitoring of Structural Materials and Components: Methods with ApplicationsFrom EverandHealth Monitoring of Structural Materials and Components: Methods with ApplicationsNo ratings yet
- A Few Good KnotsDocument47 pagesA Few Good KnotsSydney Siawala100% (2)
- 1tlivo: War Department Field ManualDocument204 pages1tlivo: War Department Field ManualdarkNo ratings yet
- Awesome Tie Knots PDFDocument73 pagesAwesome Tie Knots PDFJacko YaghaNo ratings yet
- Good Tree ClimbDocument34 pagesGood Tree ClimbKevin LacroixNo ratings yet
- How To Make A Sky LanternDocument17 pagesHow To Make A Sky LanternMaria Nikolayevna GrigorevaNo ratings yet
- New Syllabus 2021Document67 pagesNew Syllabus 2021Suvindu AtapattuNo ratings yet
- Adm Traction PDFDocument10 pagesAdm Traction PDFbitha p bNo ratings yet
- Knots and KnottingDocument1 pageKnots and KnottingShito Ihsan0% (1)
- RopesDocument2 pagesRopesrondador23No ratings yet
- Types of RopeDocument8 pagesTypes of RopeAileen Grace AcantiladoNo ratings yet
- Appendix A-2 Sample of Checklists For Safe Mooring Operations Regarding Mooring LinesDocument1 pageAppendix A-2 Sample of Checklists For Safe Mooring Operations Regarding Mooring LinesSahil SharmaNo ratings yet
- Rotc Reviewer 2ND SemDocument19 pagesRotc Reviewer 2ND SemNovilyn TendidoNo ratings yet
- MacraméDocument22 pagesMacraméChen TY100% (1)
- How To Make A Rope Halter AQHADocument6 pagesHow To Make A Rope Halter AQHAShannanAdamsNo ratings yet
- Short RopingDocument107 pagesShort RopingEddy Edwin WNo ratings yet
- First Periodical Test in Tle 10Document5 pagesFirst Periodical Test in Tle 10LoraineTenorio100% (1)
- Bead and Jewellery Spring SpecialDocument84 pagesBead and Jewellery Spring Specialalexe01296% (23)
- Full Chapter King of Shadows Complete Trilogy Hades Persephone 1St Edition Amelia Wilde Wilde Amelia PDFDocument53 pagesFull Chapter King of Shadows Complete Trilogy Hades Persephone 1St Edition Amelia Wilde Wilde Amelia PDFmichael.knight698100% (7)
- Knots and How To Tie Them Boy Scouts of Americapdf PDFDocument32 pagesKnots and How To Tie Them Boy Scouts of Americapdf PDFEulin RjayNo ratings yet
- Luremaking Com Summer-2009Document1 pageLuremaking Com Summer-2009Dioônata VieiraNo ratings yet
- How To Build A Preformed Vine Robot Main Version 0618Document25 pagesHow To Build A Preformed Vine Robot Main Version 0618Nguyen Khanh LinhNo ratings yet
- 2019051029Document20 pages2019051029BagusNo ratings yet
- Southpaw Enterprises, Inc.: Instruction SheetDocument2 pagesSouthpaw Enterprises, Inc.: Instruction SheetLuvi TCNo ratings yet
- Kuliah SuturingDocument69 pagesKuliah SuturingiqiqiqiqiqNo ratings yet
- A Few Good KnotsDocument42 pagesA Few Good Knotsalroma111266No ratings yet