Download as pdf or txt
You might also like
- Ut Written InstructionDocument6 pagesUt Written Instructionmm100% (1)
- Ultrasonic Testing Procedure For Corrosion Mapping: AstronDocument7 pagesUltrasonic Testing Procedure For Corrosion Mapping: AstronKuppan Srinivasan100% (3)
- Instruction Writing - (For Single Vee)Document4 pagesInstruction Writing - (For Single Vee)Hoang Diep PhanNo ratings yet
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- TOFD Procedurenew1Document11 pagesTOFD Procedurenew1MurugananthamParamasivam100% (2)
- OmniSX - MX2 - Training - 16J TOFD Flaw Sizing and CharacterizationDocument35 pagesOmniSX - MX2 - Training - 16J TOFD Flaw Sizing and Characterizationaldeanucu100% (3)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Kleiberit PUR 501 - FISPQDocument8 pagesKleiberit PUR 501 - FISPQYuri SouzaNo ratings yet
- CyclophosphamideDocument7 pagesCyclophosphamideFrances Ramos33% (3)
- ACFMDocument10 pagesACFMAnson MartinNo ratings yet
- NDT-P-029, UT Procedure B & C Scan TechniqueDocument10 pagesNDT-P-029, UT Procedure B & C Scan TechniqueMohamed HassanNo ratings yet
- General Procedure For Ultrasonic Examination ProcedureDocument28 pagesGeneral Procedure For Ultrasonic Examination ProceduredrakeNo ratings yet
- NT-P-030, UT by TOFD ProcedureDocument11 pagesNT-P-030, UT by TOFD ProcedureMohamed HassanNo ratings yet
- Module 10 Visual Inspection and Other NDE Methods and SymbolsDocument41 pagesModule 10 Visual Inspection and Other NDE Methods and SymbolsMiki JaksicNo ratings yet
- PAUT General Work ProcedureDocument16 pagesPAUT General Work ProcedureManoj S100% (1)
- Astron: MFL Testing Procedure For Tank FloorDocument16 pagesAstron: MFL Testing Procedure For Tank FloorleonciomavarezNo ratings yet
- Tofd !!!Document27 pagesTofd !!!PelifullHDNo ratings yet
- 1 Paut ReportDocument1 page1 Paut ReportAhmedNo ratings yet
- TOFD Sample ProcedureDocument18 pagesTOFD Sample ProcedureAnna raviNo ratings yet
- Laut ProcedureDocument33 pagesLaut ProcedureGoutam Kumar DebNo ratings yet
- API UT21 ThicknessProcedure 20190304Document7 pagesAPI UT21 ThicknessProcedure 20190304michael100% (1)
- RT Procedure AsiplDocument13 pagesRT Procedure Asipltushartech009No ratings yet
- Introduction To Non-Destructive Testing (NDT)Document38 pagesIntroduction To Non-Destructive Testing (NDT)tonful143No ratings yet
- Presentation On Internal Inspection of Vessels TanksDocument39 pagesPresentation On Internal Inspection of Vessels TanksAbiram VSNo ratings yet
- Sample of UT InstructionDocument4 pagesSample of UT InstructionNitesh SrivastavaNo ratings yet
- Operating Procedure NDT Department OPN-037 Rev.1 February 7, 2005 Page 1 of 8Document8 pagesOperating Procedure NDT Department OPN-037 Rev.1 February 7, 2005 Page 1 of 8ramalingamNo ratings yet
- Siver Wing X Comparision - 3diDocument5 pagesSiver Wing X Comparision - 3diTAMILNo ratings yet
- CPF2-PAUT-2023-636-20'' CO Header From 1st Stage Separator Skid (SK-21740) To Oil-Oil HE Inlet HeaderDocument199 pagesCPF2-PAUT-2023-636-20'' CO Header From 1st Stage Separator Skid (SK-21740) To Oil-Oil HE Inlet HeaderVignesh PanchabakesanNo ratings yet
- UT-Flaw1 Detection Procedure R1 - 2Document25 pagesUT-Flaw1 Detection Procedure R1 - 2George OgbecheNo ratings yet
- TOFD weld corrosion RPDocument6 pagesTOFD weld corrosion RPTomasPavlovicNo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- Non-Destructive Examination and Standard of Acceptance-General Forged ComponentsDocument5 pagesNon-Destructive Examination and Standard of Acceptance-General Forged ComponentsveeramalaiNo ratings yet
- Sample of UT InstructionDocument4 pagesSample of UT InstructionIke100% (1)
- CPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Document14 pagesCPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Vignesh PanchabakesanNo ratings yet
- Fab 03 Non - Destructive TestingDocument25 pagesFab 03 Non - Destructive TestingRaghu vamshiNo ratings yet
- Procedure For ULTRASONIC THICKNESSDocument4 pagesProcedure For ULTRASONIC THICKNESSKarrar TalibNo ratings yet
- Art 23 AsmeDocument10 pagesArt 23 AsmeKirvi16No ratings yet
- STD-INSP-0024 Procedure For Radiographic TestDocument13 pagesSTD-INSP-0024 Procedure For Radiographic TestTeam SpiderNo ratings yet
- Magnetic Particle Examination ProcedureDocument5 pagesMagnetic Particle Examination ProcedureShankey JAlanNo ratings yet
- Ultrasonic Testing ProcedureDocument12 pagesUltrasonic Testing ProcedureRohit Kumar Mishra100% (1)
- Apave TofdDocument22 pagesApave Tofdhernando gelvesNo ratings yet
- TOFD Flaw SizingDocument22 pagesTOFD Flaw SizingGMNo ratings yet
- Ut Procedure AsiplDocument29 pagesUt Procedure Asipltushartech009No ratings yet
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDNo ratings yet
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 pagesWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- NDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Document20 pagesNDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Md Abu Hanif RajuNo ratings yet
- UT LEVEL-2 Part-1Document68 pagesUT LEVEL-2 Part-1கோகுல் இராNo ratings yet
- WIS5 NoneDestructiveTestingDocument45 pagesWIS5 NoneDestructiveTestingalfa_macasaetNo ratings yet
- NDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Document10 pagesNDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Md Abu Hanif RajuNo ratings yet
- Api Ut Thickness Procedure PDFDocument7 pagesApi Ut Thickness Procedure PDFShreekanthKannath100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- 1.1 TOFD Background Principles 2010Document48 pages1.1 TOFD Background Principles 2010Hoang Diep PhanNo ratings yet
- Tues1630p LamarreDocument41 pagesTues1630p LamarresieausNo ratings yet
- Method Statement For MiDocument4 pagesMethod Statement For MiDavid OtuNo ratings yet
- BS en 10228-3Document17 pagesBS en 10228-3Kevin ThomassinNo ratings yet
- NDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungDocument7 pagesNDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungBenzhar TubieraNo ratings yet
- 11 TechCorr SRUT-FACDocument4 pages11 TechCorr SRUT-FACAshru KumarNo ratings yet
- NDT Sa Ut 015 Rev 1Document22 pagesNDT Sa Ut 015 Rev 1Jeganeswaran100% (1)
- Saudi Aramco Inspection Checklist: In-Process Inspection 0f Direct Contact Method (Circular Magnetization Technique)Document8 pagesSaudi Aramco Inspection Checklist: In-Process Inspection 0f Direct Contact Method (Circular Magnetization Technique)karthi51289No ratings yet
- NDT in Calibration SystemDocument22 pagesNDT in Calibration Systemriyan NgudiarjoNo ratings yet
- AM1000 Modbus Protocol en VA0Document4 pagesAM1000 Modbus Protocol en VA0Pedro José Arjona GonzálezNo ratings yet
- Hilton Chapter 5 Adobe Connect Activity-Based Costing and ManagementDocument11 pagesHilton Chapter 5 Adobe Connect Activity-Based Costing and ManagementyosepjoltNo ratings yet
- An Overview of Discourse AnalysisDocument26 pagesAn Overview of Discourse Analysisjamogi2943No ratings yet
- Asma G.SDocument5 pagesAsma G.SAfia FaheemNo ratings yet
- HPB21-0457 FINAL Submittal 09-07-2021 - Ritz Sagamore LOIDocument13 pagesHPB21-0457 FINAL Submittal 09-07-2021 - Ritz Sagamore LOIthe next miamiNo ratings yet
- Anjana Seminar SlideshareDocument38 pagesAnjana Seminar SlideshareAnjana kpNo ratings yet
- Straumann Product Catalogue 2018 2019Document260 pagesStraumann Product Catalogue 2018 2019kllasikalleNo ratings yet
- Abb Reg615 Ansi Appl 859072 EndDocument124 pagesAbb Reg615 Ansi Appl 859072 EndjppreciadomNo ratings yet
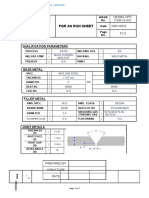
- PQR As Run SheetDocument2 pagesPQR As Run SheetAhmed ElsharkawNo ratings yet
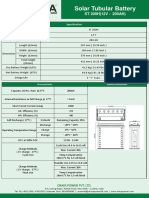
- ST200HDocument2 pagesST200HAnjana DissanayakaNo ratings yet
- MG 2 - TEMA 1 Limba EnglezaDocument4 pagesMG 2 - TEMA 1 Limba Englezamimi12345678910No ratings yet
- Edible Oil - Case StudyDocument8 pagesEdible Oil - Case StudyVansh Raj GautamNo ratings yet
- Ex 4Document4 pagesEx 420-MCE-63 SYED HASSAN KUMAILNo ratings yet
- Unit-6 Patterns of Industrialisation PDFDocument12 pagesUnit-6 Patterns of Industrialisation PDFNavdeep SinghNo ratings yet
- CD Dye RD0005Document7 pagesCD Dye RD0005Juan CarlosNo ratings yet
- SCM and TQM: by Junaid ShaheedDocument8 pagesSCM and TQM: by Junaid ShaheedjunaidsNo ratings yet
- Urinalysis - Fatin AinaDocument14 pagesUrinalysis - Fatin AinaAl- ImanuddinNo ratings yet
- EQUILIBRIUMDocument1 pageEQUILIBRIUMMohammed IliasNo ratings yet
- BDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPDocument2 pagesBDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPluis manuelNo ratings yet
- The Normal DistributionDocument30 pagesThe Normal DistributionJohn Rich CaidicNo ratings yet
- ASTM GradesDocument4 pagesASTM GradesSaurabh MundheNo ratings yet
- Gear Trains: 8.1. Angular Velocity RatioDocument16 pagesGear Trains: 8.1. Angular Velocity RatioaddisudagneNo ratings yet
- Bronchial Cancer Case StudyDocument3 pagesBronchial Cancer Case StudyericaNo ratings yet
- Jayvee Dime,,,,project in Physics Light and SoundDocument25 pagesJayvee Dime,,,,project in Physics Light and SoundJayvee DimeNo ratings yet
- English Final Test Grade XiiDocument9 pagesEnglish Final Test Grade XiiLiza RahmawatiNo ratings yet
- MCQ - AcousticsDocument16 pagesMCQ - AcousticsRomeo Espenida0% (1)
- 9 Exercise Physiology Handout 2011Document20 pages9 Exercise Physiology Handout 2011maraj687No ratings yet
- 1 s2.0 S0264127522004105 MainDocument11 pages1 s2.0 S0264127522004105 MainAsimov RiyazNo ratings yet