Download as pdf or txt
You might also like
- The Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFDocument28 pagesThe Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFLawrensiaNo ratings yet
- Biomass Gasification & It'S KinematicsDocument23 pagesBiomass Gasification & It'S KinematicsbharatNo ratings yet
- Gasification and Pyrolysis Treatment of Hazardous WasteDocument11 pagesGasification and Pyrolysis Treatment of Hazardous WasteLe Nguyen Phuc ThienNo ratings yet
- Black LiqourDocument293 pagesBlack LiqourthunderpedroNo ratings yet
- Energy Requirement For Solvent Regeneration in CO Capture PlantsDocument32 pagesEnergy Requirement For Solvent Regeneration in CO Capture PlantsHasanah NurNo ratings yet
- 21UTSR HeldDocument52 pages21UTSR HelddavidNo ratings yet
- slide valve orifice chamber (좋은 자료)Document54 pagesslide valve orifice chamber (좋은 자료)jmgwoo100% (2)
- Hydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015Document21 pagesHydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015gharibi.ali98486No ratings yet
- Boiler OverviewDocument44 pagesBoiler OverviewRopafadzo ChihuriNo ratings yet
- Boilers and Thermic Fluid HeatersDocument42 pagesBoilers and Thermic Fluid HeatersArvind ShuklaNo ratings yet
- 2.1 Organic and Inorganic Phase Change MaterialsDocument4 pages2.1 Organic and Inorganic Phase Change Materialssandyengineer13No ratings yet
- Emerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringDocument15 pagesEmerging Trends in Mechanical Engineering: Course Code - 22652 (AE/PG/PT/ME) Unit 2 - Process EngineeringKunal AhiwaleNo ratings yet
- Fuel Upgrading IIDocument64 pagesFuel Upgrading IIJoannaJamesNo ratings yet
- GasificationDocument15 pagesGasificationSuper SiangohanNo ratings yet
- Petrochemical Technology (Interview)Document23 pagesPetrochemical Technology (Interview)Ohol Rohan BhaskarNo ratings yet
- 3, 4 - Case Study BoilerDocument38 pages3, 4 - Case Study BoilerAzora GeovaniNo ratings yet
- FLEXICOKING Japan PDFDocument17 pagesFLEXICOKING Japan PDFJulio Adolfo López Portocarrero100% (5)
- 5262 Foster Wheeler Oxy-Combustion Materials Robertson) MarDocument19 pages5262 Foster Wheeler Oxy-Combustion Materials Robertson) MarMahmoud Abou KhattabNo ratings yet
- Investigation of A Hybrid SolarDocument12 pagesInvestigation of A Hybrid SolarTHE SEZARNo ratings yet
- Steam To Process: BoilerDocument89 pagesSteam To Process: BoilerHabtamu Tkubet EbuyNo ratings yet
- Boiler Integrity & EfiiciencyDocument45 pagesBoiler Integrity & EfiiciencySumaira KhanNo ratings yet
- Op Eff 16 12 2023Document45 pagesOp Eff 16 12 2023Sharath BogaNo ratings yet
- Super Critical Boiler TechnologyDocument35 pagesSuper Critical Boiler Technologyritesh MishraNo ratings yet
- Chemical Technology of Organic CompoundsDocument22 pagesChemical Technology of Organic CompoundsPhung Thi Anh ThuNo ratings yet
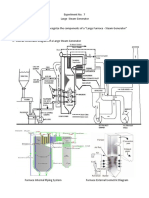
- Large Steam GeneratorDocument12 pagesLarge Steam GeneratorChe AguilarNo ratings yet
- Practical Boiler Operation Engineering (Amiya Ranjan Mallick) (Z-Library)Document618 pagesPractical Boiler Operation Engineering (Amiya Ranjan Mallick) (Z-Library)Tùng Lâm Phạm100% (2)
- Steam Power PlantsDocument73 pagesSteam Power PlantsILEENVIRUS100% (1)
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- Main Activities in University of Perugia About Technologies For Greenhouse Gases MitigationDocument16 pagesMain Activities in University of Perugia About Technologies For Greenhouse Gases MitigationbharathimanjulaNo ratings yet
- VGB TH Flexibility REV3 - Part 2 PDFDocument17 pagesVGB TH Flexibility REV3 - Part 2 PDFAnonymous lmCR3SkPrKNo ratings yet
- GTL and GTSDocument21 pagesGTL and GTSNicolaNo ratings yet
- Boilers and Thermic Fluid HeatersDocument54 pagesBoilers and Thermic Fluid HeaterssrinivasgillalaNo ratings yet
- Hydrogen GenerationDocument48 pagesHydrogen GenerationAshish100% (2)
- Investigation of A Hybrid Solar-Redox Scheme For Liquid FuelDocument13 pagesInvestigation of A Hybrid Solar-Redox Scheme For Liquid FuelTHE SEZARNo ratings yet
- Steam Power PlantsDocument73 pagesSteam Power PlantsManvendra Pratap Singh Bisht95% (20)
- Reformer Sagar PresentationDocument43 pagesReformer Sagar Presentationsagarlambariya123456No ratings yet
- Thermo Chemical DegradationDocument32 pagesThermo Chemical DegradationN.R. RishiNo ratings yet
- Coal Processing PlantsDocument16 pagesCoal Processing PlantsSORIN AVRAMESCUNo ratings yet
- Waste Heat Recovery in Selected Industries - USEPA '82Document8 pagesWaste Heat Recovery in Selected Industries - USEPA '82Shashank SaneNo ratings yet
- Boilers and ThermicFluidHeatersDocument42 pagesBoilers and ThermicFluidHeatersHolayilNo ratings yet
- Super Critical Boiler Technology MaturesDocument24 pagesSuper Critical Boiler Technology MaturespapudasNo ratings yet
- Presentation On Delayed Coking Technology) BIRENDRA - KUMARDocument50 pagesPresentation On Delayed Coking Technology) BIRENDRA - KUMARDavid Romero100% (1)
- Fluid Bed Pages From E101-3126 BW Product Catalog - Rev 2018Document2 pagesFluid Bed Pages From E101-3126 BW Product Catalog - Rev 2018Subrat Kumar BholeNo ratings yet
- Chapter 2 Boiler SystemDocument45 pagesChapter 2 Boiler SystemSurendra Louis Dupuis NaikerNo ratings yet
- BSESDocument18 pagesBSESPULKIT AGARWALNo ratings yet
- Zero Export Steam Reforming Article - 1001307 PDFDocument8 pagesZero Export Steam Reforming Article - 1001307 PDFSakthi VelNo ratings yet
- Basics of Boiler: Power Sector - Technical ServicesDocument44 pagesBasics of Boiler: Power Sector - Technical ServicesbajrangNo ratings yet
- CO2 RemovalDocument31 pagesCO2 Removalmamidi padmakar100% (5)
- Praxair Optimelt Plus PresentationDocument17 pagesPraxair Optimelt Plus PresentationMirac B KayaNo ratings yet
- Chapter 2Document12 pagesChapter 2Mintesnot TadeleNo ratings yet
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- Cogen LiteratureDocument6 pagesCogen LiteratureDennis RamsumairNo ratings yet
- Thermal Cracking of NaphthaDocument27 pagesThermal Cracking of NaphthaVandit KhareNo ratings yet
- Boiler Maintenance - FinalDocument66 pagesBoiler Maintenance - FinalShan MadusankaNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingFrom EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- The Effect of Bulk Crystals On Sodium Salt Scaling in Black Liquor EvaporatorsDocument10 pagesThe Effect of Bulk Crystals On Sodium Salt Scaling in Black Liquor EvaporatorsFábio BrancoNo ratings yet
- Learning Assignment 4Document3 pagesLearning Assignment 4notengofffNo ratings yet
- Pulp Paper IndustryDocument30 pagesPulp Paper IndustryrichardmtoyNo ratings yet
- Asme A13.1 - 1996Document27 pagesAsme A13.1 - 1996lohv100% (1)
- Integration of The Biorefinery Concept For The Development of SustainableDocument68 pagesIntegration of The Biorefinery Concept For The Development of SustainableAditya KarpeNo ratings yet
- 565521Document47 pages565521maedehNo ratings yet
- Bio IndustriesDocument36 pagesBio IndustriesMohamad Fitrah BahariNo ratings yet
- Design ChallengesDocument52 pagesDesign ChallengesDrSurendra Pratap SinghNo ratings yet
- Safety 4Document12 pagesSafety 4Anonymous DKv8vpNo ratings yet
- Brochure Fisher Pulp Paper Solutions en 127238 PDFDocument32 pagesBrochure Fisher Pulp Paper Solutions en 127238 PDFDwinaRahmayaniNo ratings yet
- Kraft Pulping and Recovery Process BasicsDocument50 pagesKraft Pulping and Recovery Process BasicsPhilip MathewsNo ratings yet
- Pollution Control Implementation Division - III: Industry Specific Documents, Standards and GuidelinesDocument7 pagesPollution Control Implementation Division - III: Industry Specific Documents, Standards and GuidelinesDeepak PradhanNo ratings yet
- Low Temperature Corossion (Molten Salt Corossion) in Black Liquor Recovery BoilersDocument108 pagesLow Temperature Corossion (Molten Salt Corossion) in Black Liquor Recovery BoilersSIL PROJECTSNo ratings yet
- Synthetic VanillaDocument17 pagesSynthetic VanillaBudi SusantoNo ratings yet
- Pulp Making Process - The MillDocument3 pagesPulp Making Process - The Milljay helkieNo ratings yet
- Diagramas Sankey EmisionesDocument2,529 pagesDiagramas Sankey EmisionesYUGOAMARYLNo ratings yet
- 5.1.Vakkilainen-Evolution of RB Designs Paper PDFDocument23 pages5.1.Vakkilainen-Evolution of RB Designs Paper PDFnum0067No ratings yet
- BLRBACDocument78 pagesBLRBACJabulani2010100% (1)
- IPPTA 53 V X Rapid Displacement HeatingDocument6 pagesIPPTA 53 V X Rapid Displacement HeatingShivani SinghNo ratings yet
- Report 51Document108 pagesReport 51Miera Yushira YusoffNo ratings yet
- Final Foundational Homework - EDT#32 Group CDocument13 pagesFinal Foundational Homework - EDT#32 Group CAldo WijayaNo ratings yet
- West Coast Paper MillsDocument72 pagesWest Coast Paper Millsvinodkumar_vicky67% (3)
- A Commercial Feasibility Study of Renewable Methanol Production From Biomass Gasification in IcelandDocument75 pagesA Commercial Feasibility Study of Renewable Methanol Production From Biomass Gasification in IcelandJon Orn JonssonNo ratings yet
- BLRBAC Emergency Shutdown Procedure (February 2012)Document18 pagesBLRBAC Emergency Shutdown Procedure (February 2012)SubburajMechNo ratings yet
- P.S.ravishangar RB OverviewDocument46 pagesP.S.ravishangar RB OverviewPaguno kotoNo ratings yet
- Bigisland VaDocument2 pagesBigisland VaCrismareluz P. CortunaNo ratings yet
- Agro Pulping Machinery (P) LTD., Chennai, IndiaDocument14 pagesAgro Pulping Machinery (P) LTD., Chennai, IndiakochicommNo ratings yet
- dd-01 Brochure PDFDocument6 pagesdd-01 Brochure PDFclaudiotech76No ratings yet
- Sulfur SodiumDocument80 pagesSulfur Sodiumnestorsilva89No ratings yet