
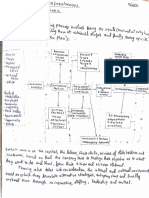
MP Sessional (Welding)
MP Sessional (Welding)
You might also like
- MPM TroubleshootingDocument34 pagesMPM TroubleshootingMustafaNo ratings yet
- Website Redesign Project CharterDocument5 pagesWebsite Redesign Project Charterkareem3456No ratings yet
- Arthur Clifton GuytonDocument2 pagesArthur Clifton GuytonArlyn SanchezNo ratings yet
- The Soul of An Octopus - Favorite QuotesDocument7 pagesThe Soul of An Octopus - Favorite QuotesTanya RodmanNo ratings yet
- The Civil War - The Universe of War (Episode 5)Document5 pagesThe Civil War - The Universe of War (Episode 5)ShreyaNo ratings yet
- Aee Internal ExamDocument4 pagesAee Internal ExamAlen MathewNo ratings yet
- 1.1 NiharikaDocument13 pages1.1 NiharikaAyush ChauhanNo ratings yet
- Utldint: InterDocument24 pagesUtldint: InterArun JosephNo ratings yet
- Cenceptual E: OlodhuDocument4 pagesCenceptual E: OlodhuvivekNo ratings yet
- Boaling Boabig: Arduk YleoDocument9 pagesBoaling Boabig: Arduk YleoInduchoodan SNo ratings yet
- International Relations by AyushDocument7 pagesInternational Relations by Ayushayushraj152308No ratings yet
- Jecrc 3-1Document4 pagesJecrc 3-1purushottam.icfaiuniversityNo ratings yet
- Computer Network NotesDocument19 pagesComputer Network NotesYash TyagiNo ratings yet
- DL Unit 1Document17 pagesDL Unit 1suryanagalakshmi15No ratings yet
- Original 1631371627 COMI ASSIGNMENT 1 2203347Document8 pagesOriginal 1631371627 COMI ASSIGNMENT 1 2203347Kailash SahaNo ratings yet
- Class 2 - 8201 HRM - 20221119Document13 pagesClass 2 - 8201 HRM - 20221119himanshu.m23xNo ratings yet
- Linked ListDocument9 pagesLinked ListPranesh KNo ratings yet
- Mcountnng: Mancgeual Ccourlng Lccounng Lomalon YalemDocument17 pagesMcountnng: Mancgeual Ccourlng Lccounng Lomalon YalemMurugan MNo ratings yet
- Shunmum: High Voltage Engineering (15EE73)Document404 pagesShunmum: High Voltage Engineering (15EE73)Abdul JaleelNo ratings yet
- Legal - Romika ExamDocument5 pagesLegal - Romika ExamRomikaNo ratings yet
- Uy Yp: Oletlave Hat J Have Nol Ndlged Malphachce TNDocument17 pagesUy Yp: Oletlave Hat J Have Nol Ndlged Malphachce TNGame Lone DocNo ratings yet
- 1mv18ee031 HRM Assignment 3Document10 pages1mv18ee031 HRM Assignment 3Prathibha Rangaswamy100% (1)
- Chapter 2 Children and Women in SportsDocument7 pagesChapter 2 Children and Women in SportsVandana VasandaniNo ratings yet
- Jecrc 3-3Document6 pagesJecrc 3-3purushottam.icfaiuniversityNo ratings yet
- SAPM EXAMAdobe Scan 19-Jun-2021Document10 pagesSAPM EXAMAdobe Scan 19-Jun-2021Jobin JohnNo ratings yet
- MM ExamDocument10 pagesMM ExamRomikaNo ratings yet
- 6468e95be4f52 Reproduction of OrganismDocument13 pages6468e95be4f52 Reproduction of Organismabhiprince2002No ratings yet
- Engineering Practices LabDocument16 pagesEngineering Practices Lab609001No ratings yet
- Ex-6 (All) & Ex-7 (1 To 15)Document14 pagesEx-6 (All) & Ex-7 (1 To 15)Sahil KumarNo ratings yet
- Assignment 3Document7 pagesAssignment 3Hansel DiasNo ratings yet
- Multithreading in Java AssignmentDocument4 pagesMultithreading in Java AssignmentAswin K RNo ratings yet
- Hip JointDocument10 pagesHip JointpriyanshiNo ratings yet
- 1st Half of 18th Century DebateDocument12 pages1st Half of 18th Century Debatekhwaaish kharbandaNo ratings yet
- Weduscay: Dafel KekDocument4 pagesWeduscay: Dafel KekSuresh BiradarNo ratings yet
- Scan May 24, 2021Document6 pagesScan May 24, 2021SiddiqueNo ratings yet
- Efa Da1Document8 pagesEfa Da1Kaushik CvssNo ratings yet
- I. Nbayonaled Ea: Animal NoculsionyDocument7 pagesI. Nbayonaled Ea: Animal NoculsionyAdithya SNo ratings yet
- TTT - TTT: Gubjeet Work Thop Protice Monó ShivoutowaDocument2 pagesTTT - TTT: Gubjeet Work Thop Protice Monó ShivoutowaNamrata SrivastavaNo ratings yet
- Rousseau Social Contract TheoryDocument6 pagesRousseau Social Contract Theoryghanshyammaurya104No ratings yet
- Scan 25-Jan-2023Document5 pagesScan 25-Jan-2023ARODEVIL BROTHERSNo ratings yet
- Post Independence HistoryDocument12 pagesPost Independence HistoryakoNo ratings yet
- Adobe Scan 02 Jul 2024Document3 pagesAdobe Scan 02 Jul 2024jaintisha207No ratings yet
- Notes 1Document6 pagesNotes 1Khushi rawatNo ratings yet
- MPMC Model 2mDocument3 pagesMPMC Model 2mPriyenga ElangovanNo ratings yet
- Eng423 SauravDocument16 pagesEng423 SauravGaurav ChauhanNo ratings yet
- Screenshot 2022-09-01 at 6.47.50 PMDocument16 pagesScreenshot 2022-09-01 at 6.47.50 PMgLiChY GaMerNo ratings yet
- Week-2 Student DiaryDocument4 pagesWeek-2 Student DiaryAditya RajNo ratings yet
- Accescing: EglannDocument6 pagesAccescing: EglannSyed Wasim AnamNo ratings yet
- Ep NotesDocument8 pagesEp NotesKotadpp KumarNo ratings yet
- Mentally HandicappedDocument9 pagesMentally HandicappedManalisa KalitaNo ratings yet
- Why We Travel by Pico IyerDocument3 pagesWhy We Travel by Pico IyerTamish Gambhir100% (1)
- P3 Complex SociologyDocument2 pagesP3 Complex SociologyAmritendu BiswasNo ratings yet
- Ohh 1Document6 pagesOhh 1Pradeep kumarNo ratings yet
- Al 0pealng SSTNT: OexalngDocument18 pagesAl 0pealng SSTNT: OexalnglkjhfdsglkjhfglkhfglkjhflkjhflgkjhnfdlghsfdlkhglfdNo ratings yet
- 3rd WS (11) Women in AdvertisementDocument9 pages3rd WS (11) Women in AdvertisementSneha DasNo ratings yet
- Adobe Scan Oct 04, 2023Document4 pagesAdobe Scan Oct 04, 2023md.akifali1997No ratings yet
- Adobe Scan 15-May-2023Document25 pagesAdobe Scan 15-May-2023Manisha SheokandNo ratings yet
- Chem Da 2Document2 pagesChem Da 2NeoNo ratings yet
- PPAC Model ExamDocument6 pagesPPAC Model ExamAlen MathewNo ratings yet
- Rhan. H. S Uscloy: Aud Le ObslhiDocument6 pagesRhan. H. S Uscloy: Aud Le ObslhiSuresh BiradarNo ratings yet
- Anjali K A-Assignment 2Document5 pagesAnjali K A-Assignment 2nazrin zayanNo ratings yet
- Adobe Scan 24 Sep 2020Document5 pagesAdobe Scan 24 Sep 2020Sk RainaNo ratings yet
- Kelsen TheoryDocument20 pagesKelsen TheoryWoke MillennialsNo ratings yet
- Rohan H.3 Moncdas: 1 O5/2021 SH TseDocument7 pagesRohan H.3 Moncdas: 1 O5/2021 SH TseSuresh BiradarNo ratings yet
- Topic - Manufacturing Process of Pump (Casing) by CastingDocument11 pagesTopic - Manufacturing Process of Pump (Casing) by Casting2058SOMYAJIT RAYNo ratings yet
- BMP - PPT 3Document13 pagesBMP - PPT 32058SOMYAJIT RAYNo ratings yet
- BMP - PPT 2Document12 pagesBMP - PPT 22058SOMYAJIT RAYNo ratings yet
- Report On Pump Casing Manufacturing Through Sand CDocument2 pagesReport On Pump Casing Manufacturing Through Sand C2058SOMYAJIT RAYNo ratings yet
- MKD - Lab (1) BholaDocument3 pagesMKD - Lab (1) Bhola2058SOMYAJIT RAYNo ratings yet
- Academic Calendar Fall 19-Spring 20 & Summer 20-Final-1 PDFDocument3 pagesAcademic Calendar Fall 19-Spring 20 & Summer 20-Final-1 PDFAhmadNo ratings yet
- PGDRD Mail Assignment 26 Feb PalitDocument8 pagesPGDRD Mail Assignment 26 Feb PalitDeepak PandeyNo ratings yet
- Invoice: Qrt. No - : Cc-15, Civil Township Rourkela, Dist - (Sundargarh (Odisha) - 769012 GSTIN - 21ACWFS2234G1Z4Document2 pagesInvoice: Qrt. No - : Cc-15, Civil Township Rourkela, Dist - (Sundargarh (Odisha) - 769012 GSTIN - 21ACWFS2234G1Z4PUNYASHLOK PANDANo ratings yet
- Teacher Newsletter TemplateDocument1 pageTeacher Newsletter TemplateHart LJNo ratings yet
- CBWorld August1981 PDFDocument64 pagesCBWorld August1981 PDFbobbyunlockNo ratings yet
- Accounting For Managers: S. No. Questions 1Document5 pagesAccounting For Managers: S. No. Questions 1shilpa mishraNo ratings yet
- Emcee Script For Kindergarten Recognition (English) - 085301Document3 pagesEmcee Script For Kindergarten Recognition (English) - 085301Felinda ConopioNo ratings yet
- Design and Synthesis of Zinc (Ii) Complexes With Schiff Base Derived From 6-Aminopenicillanic Acid and Heterocyclic AldehydesDocument6 pagesDesign and Synthesis of Zinc (Ii) Complexes With Schiff Base Derived From 6-Aminopenicillanic Acid and Heterocyclic AldehydesIJAR JOURNALNo ratings yet
- UnpublishedDocument7 pagesUnpublishedScribd Government DocsNo ratings yet
- Nitish SharmaDocument59 pagesNitish SharmaannnnmmmmmNo ratings yet
- GIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedDocument11 pagesGIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedemmanuelNo ratings yet
- Informative Essays TopicsDocument9 pagesInformative Essays Topicsb725c62j100% (2)
- Essay by MariemDocument2 pagesEssay by MariemMatthew MaxwellNo ratings yet
- Artificial Intelligence and Patent LawDocument4 pagesArtificial Intelligence and Patent LawSaksham TyagiNo ratings yet
- SB KarbonDocument3 pagesSB KarbonAbdul KarimNo ratings yet
- Absorption Costing PDFDocument10 pagesAbsorption Costing PDFAnonymous leF4GPYNo ratings yet
- Indercos2021 Fulltext Congress BookDocument294 pagesIndercos2021 Fulltext Congress BookDr Sneha's Skin and Allergy Clinic IndiaNo ratings yet
- Week 1 - The Swamp LessonDocument2 pagesWeek 1 - The Swamp LessonEccentricEdwardsNo ratings yet
- Test Taker Score Report: Prabhakar Thapa MagarDocument1 pageTest Taker Score Report: Prabhakar Thapa MagarRosy BasnetNo ratings yet
- Chinas Legal Strategy To Cope With US Export ContDocument9 pagesChinas Legal Strategy To Cope With US Export Contb19fd0013No ratings yet
- Desmand Whitson Resume 1PDFDocument2 pagesDesmand Whitson Resume 1PDFRed RaptureNo ratings yet
- Test Method For DDF ProjectDocument13 pagesTest Method For DDF ProjectrantosbNo ratings yet
- Reply of DV ComplaintDocument17 pagesReply of DV Complaintparveensaini2146No ratings yet
- OX App Suite User Guide English v7.6.0Document180 pagesOX App Suite User Guide English v7.6.0Ranveer SinghNo ratings yet
- IPD Rolando AtaDocument2 pagesIPD Rolando AtaMarcela RamosNo ratings yet







































































Download as pdf or txt
You might also like
- MPM TroubleshootingDocument34 pagesMPM TroubleshootingMustafaNo ratings yet
- Website Redesign Project CharterDocument5 pagesWebsite Redesign Project Charterkareem3456No ratings yet
- Arthur Clifton GuytonDocument2 pagesArthur Clifton GuytonArlyn SanchezNo ratings yet
- The Soul of An Octopus - Favorite QuotesDocument7 pagesThe Soul of An Octopus - Favorite QuotesTanya RodmanNo ratings yet
- The Civil War - The Universe of War (Episode 5)Document5 pagesThe Civil War - The Universe of War (Episode 5)ShreyaNo ratings yet
- Aee Internal ExamDocument4 pagesAee Internal ExamAlen MathewNo ratings yet
- 1.1 NiharikaDocument13 pages1.1 NiharikaAyush ChauhanNo ratings yet
- Utldint: InterDocument24 pagesUtldint: InterArun JosephNo ratings yet
- Cenceptual E: OlodhuDocument4 pagesCenceptual E: OlodhuvivekNo ratings yet
- Boaling Boabig: Arduk YleoDocument9 pagesBoaling Boabig: Arduk YleoInduchoodan SNo ratings yet
- International Relations by AyushDocument7 pagesInternational Relations by Ayushayushraj152308No ratings yet
- Jecrc 3-1Document4 pagesJecrc 3-1purushottam.icfaiuniversityNo ratings yet
- Computer Network NotesDocument19 pagesComputer Network NotesYash TyagiNo ratings yet
- DL Unit 1Document17 pagesDL Unit 1suryanagalakshmi15No ratings yet
- Original 1631371627 COMI ASSIGNMENT 1 2203347Document8 pagesOriginal 1631371627 COMI ASSIGNMENT 1 2203347Kailash SahaNo ratings yet
- Class 2 - 8201 HRM - 20221119Document13 pagesClass 2 - 8201 HRM - 20221119himanshu.m23xNo ratings yet
- Linked ListDocument9 pagesLinked ListPranesh KNo ratings yet
- Mcountnng: Mancgeual Ccourlng Lccounng Lomalon YalemDocument17 pagesMcountnng: Mancgeual Ccourlng Lccounng Lomalon YalemMurugan MNo ratings yet
- Shunmum: High Voltage Engineering (15EE73)Document404 pagesShunmum: High Voltage Engineering (15EE73)Abdul JaleelNo ratings yet
- Legal - Romika ExamDocument5 pagesLegal - Romika ExamRomikaNo ratings yet
- Uy Yp: Oletlave Hat J Have Nol Ndlged Malphachce TNDocument17 pagesUy Yp: Oletlave Hat J Have Nol Ndlged Malphachce TNGame Lone DocNo ratings yet
- 1mv18ee031 HRM Assignment 3Document10 pages1mv18ee031 HRM Assignment 3Prathibha Rangaswamy100% (1)
- Chapter 2 Children and Women in SportsDocument7 pagesChapter 2 Children and Women in SportsVandana VasandaniNo ratings yet
- Jecrc 3-3Document6 pagesJecrc 3-3purushottam.icfaiuniversityNo ratings yet
- SAPM EXAMAdobe Scan 19-Jun-2021Document10 pagesSAPM EXAMAdobe Scan 19-Jun-2021Jobin JohnNo ratings yet
- MM ExamDocument10 pagesMM ExamRomikaNo ratings yet
- 6468e95be4f52 Reproduction of OrganismDocument13 pages6468e95be4f52 Reproduction of Organismabhiprince2002No ratings yet
- Engineering Practices LabDocument16 pagesEngineering Practices Lab609001No ratings yet
- Ex-6 (All) & Ex-7 (1 To 15)Document14 pagesEx-6 (All) & Ex-7 (1 To 15)Sahil KumarNo ratings yet
- Assignment 3Document7 pagesAssignment 3Hansel DiasNo ratings yet
- Multithreading in Java AssignmentDocument4 pagesMultithreading in Java AssignmentAswin K RNo ratings yet
- Hip JointDocument10 pagesHip JointpriyanshiNo ratings yet
- 1st Half of 18th Century DebateDocument12 pages1st Half of 18th Century Debatekhwaaish kharbandaNo ratings yet
- Weduscay: Dafel KekDocument4 pagesWeduscay: Dafel KekSuresh BiradarNo ratings yet
- Scan May 24, 2021Document6 pagesScan May 24, 2021SiddiqueNo ratings yet
- Efa Da1Document8 pagesEfa Da1Kaushik CvssNo ratings yet
- I. Nbayonaled Ea: Animal NoculsionyDocument7 pagesI. Nbayonaled Ea: Animal NoculsionyAdithya SNo ratings yet
- TTT - TTT: Gubjeet Work Thop Protice Monó ShivoutowaDocument2 pagesTTT - TTT: Gubjeet Work Thop Protice Monó ShivoutowaNamrata SrivastavaNo ratings yet
- Rousseau Social Contract TheoryDocument6 pagesRousseau Social Contract Theoryghanshyammaurya104No ratings yet
- Scan 25-Jan-2023Document5 pagesScan 25-Jan-2023ARODEVIL BROTHERSNo ratings yet
- Post Independence HistoryDocument12 pagesPost Independence HistoryakoNo ratings yet
- Adobe Scan 02 Jul 2024Document3 pagesAdobe Scan 02 Jul 2024jaintisha207No ratings yet
- Notes 1Document6 pagesNotes 1Khushi rawatNo ratings yet
- MPMC Model 2mDocument3 pagesMPMC Model 2mPriyenga ElangovanNo ratings yet
- Eng423 SauravDocument16 pagesEng423 SauravGaurav ChauhanNo ratings yet
- Screenshot 2022-09-01 at 6.47.50 PMDocument16 pagesScreenshot 2022-09-01 at 6.47.50 PMgLiChY GaMerNo ratings yet
- Week-2 Student DiaryDocument4 pagesWeek-2 Student DiaryAditya RajNo ratings yet
- Accescing: EglannDocument6 pagesAccescing: EglannSyed Wasim AnamNo ratings yet
- Ep NotesDocument8 pagesEp NotesKotadpp KumarNo ratings yet
- Mentally HandicappedDocument9 pagesMentally HandicappedManalisa KalitaNo ratings yet
- Why We Travel by Pico IyerDocument3 pagesWhy We Travel by Pico IyerTamish Gambhir100% (1)
- P3 Complex SociologyDocument2 pagesP3 Complex SociologyAmritendu BiswasNo ratings yet
- Ohh 1Document6 pagesOhh 1Pradeep kumarNo ratings yet
- Al 0pealng SSTNT: OexalngDocument18 pagesAl 0pealng SSTNT: OexalnglkjhfdsglkjhfglkhfglkjhflkjhflgkjhnfdlghsfdlkhglfdNo ratings yet
- 3rd WS (11) Women in AdvertisementDocument9 pages3rd WS (11) Women in AdvertisementSneha DasNo ratings yet
- Adobe Scan Oct 04, 2023Document4 pagesAdobe Scan Oct 04, 2023md.akifali1997No ratings yet
- Adobe Scan 15-May-2023Document25 pagesAdobe Scan 15-May-2023Manisha SheokandNo ratings yet
- Chem Da 2Document2 pagesChem Da 2NeoNo ratings yet
- PPAC Model ExamDocument6 pagesPPAC Model ExamAlen MathewNo ratings yet
- Rhan. H. S Uscloy: Aud Le ObslhiDocument6 pagesRhan. H. S Uscloy: Aud Le ObslhiSuresh BiradarNo ratings yet
- Anjali K A-Assignment 2Document5 pagesAnjali K A-Assignment 2nazrin zayanNo ratings yet
- Adobe Scan 24 Sep 2020Document5 pagesAdobe Scan 24 Sep 2020Sk RainaNo ratings yet
- Kelsen TheoryDocument20 pagesKelsen TheoryWoke MillennialsNo ratings yet
- Rohan H.3 Moncdas: 1 O5/2021 SH TseDocument7 pagesRohan H.3 Moncdas: 1 O5/2021 SH TseSuresh BiradarNo ratings yet
- Topic - Manufacturing Process of Pump (Casing) by CastingDocument11 pagesTopic - Manufacturing Process of Pump (Casing) by Casting2058SOMYAJIT RAYNo ratings yet
- BMP - PPT 3Document13 pagesBMP - PPT 32058SOMYAJIT RAYNo ratings yet
- BMP - PPT 2Document12 pagesBMP - PPT 22058SOMYAJIT RAYNo ratings yet
- Report On Pump Casing Manufacturing Through Sand CDocument2 pagesReport On Pump Casing Manufacturing Through Sand C2058SOMYAJIT RAYNo ratings yet
- MKD - Lab (1) BholaDocument3 pagesMKD - Lab (1) Bhola2058SOMYAJIT RAYNo ratings yet
- Academic Calendar Fall 19-Spring 20 & Summer 20-Final-1 PDFDocument3 pagesAcademic Calendar Fall 19-Spring 20 & Summer 20-Final-1 PDFAhmadNo ratings yet
- PGDRD Mail Assignment 26 Feb PalitDocument8 pagesPGDRD Mail Assignment 26 Feb PalitDeepak PandeyNo ratings yet
- Invoice: Qrt. No - : Cc-15, Civil Township Rourkela, Dist - (Sundargarh (Odisha) - 769012 GSTIN - 21ACWFS2234G1Z4Document2 pagesInvoice: Qrt. No - : Cc-15, Civil Township Rourkela, Dist - (Sundargarh (Odisha) - 769012 GSTIN - 21ACWFS2234G1Z4PUNYASHLOK PANDANo ratings yet
- Teacher Newsletter TemplateDocument1 pageTeacher Newsletter TemplateHart LJNo ratings yet
- CBWorld August1981 PDFDocument64 pagesCBWorld August1981 PDFbobbyunlockNo ratings yet
- Accounting For Managers: S. No. Questions 1Document5 pagesAccounting For Managers: S. No. Questions 1shilpa mishraNo ratings yet
- Emcee Script For Kindergarten Recognition (English) - 085301Document3 pagesEmcee Script For Kindergarten Recognition (English) - 085301Felinda ConopioNo ratings yet
- Design and Synthesis of Zinc (Ii) Complexes With Schiff Base Derived From 6-Aminopenicillanic Acid and Heterocyclic AldehydesDocument6 pagesDesign and Synthesis of Zinc (Ii) Complexes With Schiff Base Derived From 6-Aminopenicillanic Acid and Heterocyclic AldehydesIJAR JOURNALNo ratings yet
- UnpublishedDocument7 pagesUnpublishedScribd Government DocsNo ratings yet
- Nitish SharmaDocument59 pagesNitish SharmaannnnmmmmmNo ratings yet
- GIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedDocument11 pagesGIS Based Analysis On Walkability of Commercial Streets at Continuing Growth Stages - EditedemmanuelNo ratings yet
- Informative Essays TopicsDocument9 pagesInformative Essays Topicsb725c62j100% (2)
- Essay by MariemDocument2 pagesEssay by MariemMatthew MaxwellNo ratings yet
- Artificial Intelligence and Patent LawDocument4 pagesArtificial Intelligence and Patent LawSaksham TyagiNo ratings yet
- SB KarbonDocument3 pagesSB KarbonAbdul KarimNo ratings yet
- Absorption Costing PDFDocument10 pagesAbsorption Costing PDFAnonymous leF4GPYNo ratings yet
- Indercos2021 Fulltext Congress BookDocument294 pagesIndercos2021 Fulltext Congress BookDr Sneha's Skin and Allergy Clinic IndiaNo ratings yet
- Week 1 - The Swamp LessonDocument2 pagesWeek 1 - The Swamp LessonEccentricEdwardsNo ratings yet
- Test Taker Score Report: Prabhakar Thapa MagarDocument1 pageTest Taker Score Report: Prabhakar Thapa MagarRosy BasnetNo ratings yet
- Chinas Legal Strategy To Cope With US Export ContDocument9 pagesChinas Legal Strategy To Cope With US Export Contb19fd0013No ratings yet
- Desmand Whitson Resume 1PDFDocument2 pagesDesmand Whitson Resume 1PDFRed RaptureNo ratings yet
- Test Method For DDF ProjectDocument13 pagesTest Method For DDF ProjectrantosbNo ratings yet
- Reply of DV ComplaintDocument17 pagesReply of DV Complaintparveensaini2146No ratings yet
- OX App Suite User Guide English v7.6.0Document180 pagesOX App Suite User Guide English v7.6.0Ranveer SinghNo ratings yet
- IPD Rolando AtaDocument2 pagesIPD Rolando AtaMarcela RamosNo ratings yet