
ASTM C1417M Standard Specification For Manufacture of Reinforced Concrete Sewer, Storm Drain, and Culvert Pipe For Direct Design
ASTM C1417M Standard Specification For Manufacture of Reinforced Concrete Sewer, Storm Drain, and Culvert Pipe For Direct Design
You might also like
- Astm C1063Document9 pagesAstm C1063Hiroshi TsuyukiNo ratings yet
- Astm C825Document3 pagesAstm C825ivan_cm17100% (3)
- ASTM C478 15 Manholes PDFDocument9 pagesASTM C478 15 Manholes PDFJULIO CESARNo ratings yet
- Astm C 76-00 PDFDocument11 pagesAstm C 76-00 PDFbladiNo ratings yet
- Precast Concrete Septic Tanks: Standard Specification ForDocument6 pagesPrecast Concrete Septic Tanks: Standard Specification Forpls_79100% (1)
- C 76M - 15 PDFDocument11 pagesC 76M - 15 PDFIan TumulakNo ratings yet
- Radiant Cooling Design Manual PDFDocument230 pagesRadiant Cooling Design Manual PDFJoelCristobal100% (1)
- Scaffold-Erection-Procedure Guidelines PDFDocument8 pagesScaffold-Erection-Procedure Guidelines PDFMohamed AdelNo ratings yet
- ASTM C506-08a Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeDocument7 pagesASTM C506-08a Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeLiu ZhenguoNo ratings yet
- Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersDocument25 pagesPrecast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersSadique K Muhammed100% (1)
- Reinforced Concrete Elliptical Culvert, Storm Drain, and Sewer Pipe (Metric)Document10 pagesReinforced Concrete Elliptical Culvert, Storm Drain, and Sewer Pipe (Metric)Materiales FicNo ratings yet
- C507Document9 pagesC507sameh emaryNo ratings yet
- ASTM C1433M 07aDocument10 pagesASTM C1433M 07aEyas hamadNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Việt VũNo ratings yet
- Astm C 1227 - (Med To Heavy Traffic)Document5 pagesAstm C 1227 - (Med To Heavy Traffic)HaniAminNo ratings yet
- Reinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForDocument18 pagesReinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForMateriales FicNo ratings yet
- Astm C 76 - 99Document11 pagesAstm C 76 - 99LNo ratings yet
- Astm C1433M 01Document6 pagesAstm C1433M 01Eyas hamadNo ratings yet
- Reinforced Concrete D-Load Culvert, Storm Drain, and Sewer PipeDocument6 pagesReinforced Concrete D-Load Culvert, Storm Drain, and Sewer Pipekevin.platinium23No ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDalberto RamirezNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification Forkevin.platinium23No ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)irfanquadriNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument9 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Cris BandaNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForMahmoud HakimNo ratings yet
- C76 ccfc1434Document11 pagesC76 ccfc1434Adriana SanchezNo ratings yet
- C76M 14Document11 pagesC76M 14diego rodriguezNo ratings yet
- ASTMC76MDocument11 pagesASTMC76Meng.usmanali2012No ratings yet
- Astm CDocument16 pagesAstm Csolrac4371100% (2)
- Astm C76MDocument11 pagesAstm C76MPedro Henrry Marza ColqueNo ratings yet
- Astm C 76-19Document12 pagesAstm C 76-19Carlos Manuel Ampié BerriosNo ratings yet
- C 507-MDocument9 pagesC 507-Msameh emaryNo ratings yet
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument6 pagesSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Astm C76M-16Document12 pagesAstm C76M-16bestoon RamadhanNo ratings yet
- Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeDocument7 pagesReinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Manufactured Concrete Masonry Lintels: Standard Specification ForDocument4 pagesManufactured Concrete Masonry Lintels: Standard Specification ForDelta akathehuskyNo ratings yet
- C14MDocument5 pagesC14Msharon blushteinNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Document5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Ahmad Zubair RasulyNo ratings yet
- ASTMC14MDocument4 pagesASTMC14Meng.usmanali2012No ratings yet
- C507M 15Document10 pagesC507M 15Liu ZhenguoNo ratings yet
- C 14M - 03 - Qze0tqDocument4 pagesC 14M - 03 - Qze0tqEmre DalgicNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForDocument4 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification Forsharon blushteinNo ratings yet
- Astm C361 19Document10 pagesAstm C361 19kevin.platinium23No ratings yet
- C935.20846 AstmDocument4 pagesC935.20846 Astmf_dbdominguesNo ratings yet
- C014M PDFDocument4 pagesC014M PDFleo_pio_ochoaNo ratings yet
- Astm C 1063Document9 pagesAstm C 1063Eng-TaYsEeRNo ratings yet
- ASTM-C361: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument19 pagesASTM-C361: Licensed by Information Handling Services Licensed by Information Handling Servicesnisha_khanNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Document5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)VictorAndresMillaSalazarNo ratings yet
- E-Cld-3002 - Astm C-14Document5 pagesE-Cld-3002 - Astm C-14Andre FarfanNo ratings yet
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocument4 pagesConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979No ratings yet
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocument4 pagesConcrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldAli Saleh Saad AL-isawiNo ratings yet
- Concrete Unit MasonryDocument13 pagesConcrete Unit MasonryShanelle MacajilosNo ratings yet
- Sast0706 01Document3 pagesSast0706 01Ankur ChauhanNo ratings yet
- Concrete Facing Brick: Standard Specification ForDocument3 pagesConcrete Facing Brick: Standard Specification ForAbdelrahman AshmawyNo ratings yet
- Reinforced Concrete Low-Head Pressure Pipe: Standard Specification ForDocument27 pagesReinforced Concrete Low-Head Pressure Pipe: Standard Specification ForGustavo Ticona100% (1)
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForDocument5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForAdeel FaisalNo ratings yet
- StandardCorrosionProtocol 07 2014rev08 2016 508Document32 pagesStandardCorrosionProtocol 07 2014rev08 2016 508Camran RNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument10 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForUmer FarooqNo ratings yet
- Precast Concrete Water and Wastewater Structures: Standard Specification ForDocument6 pagesPrecast Concrete Water and Wastewater Structures: Standard Specification ForHarshal AdmaneNo ratings yet
- Astm C361M-14Document26 pagesAstm C361M-14diego rodriguez100% (1)
- NPPIA-FSP-IPAS-STR-SPC-0001 Design Specification Concrete StructureDocument31 pagesNPPIA-FSP-IPAS-STR-SPC-0001 Design Specification Concrete Structuretrantien2407No ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- UFGS 32 11 26.19 水稳砂路面基层Document21 pagesUFGS 32 11 26.19 水稳砂路面基层Liu ZhenguoNo ratings yet
- Ufgs 32 11 26.19沥青路面基层Document20 pagesUfgs 32 11 26.19沥青路面基层Liu ZhenguoNo ratings yet
- ADOTDocument5 pagesADOTLiu ZhenguoNo ratings yet
- 匝道挡墙Document32 pages匝道挡墙Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S V4Document9 pagesCIVE 4750 Syllabus 2021S V4Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S V2Document9 pagesCIVE 4750 Syllabus 2021S V2Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S Special Expectations COVID19Document1 pageCIVE 4750 Syllabus 2021S Special Expectations COVID19Liu ZhenguoNo ratings yet
- LRFD Abutment and Retaining Wall Analysis and Design Users ManualDocument586 pagesLRFD Abutment and Retaining Wall Analysis and Design Users ManualLiu ZhenguoNo ratings yet
- Chapter 12 Retaining WallDocument100 pagesChapter 12 Retaining WallLiu ZhenguoNo ratings yet
- CIVE 3220 Retaining Wall Design ProjectDocument5 pagesCIVE 3220 Retaining Wall Design ProjectLiu ZhenguoNo ratings yet
- CDOT Bridge Design Manual - Section - 11 - 2022Document50 pagesCDOT Bridge Design Manual - Section - 11 - 2022Liu ZhenguoNo ratings yet
- Consultancy Services For Lift Works LIMSS enDocument60 pagesConsultancy Services For Lift Works LIMSS enLiu ZhenguoNo ratings yet
- Sheet - B 601 3Document1 pageSheet - B 601 3Liu ZhenguoNo ratings yet
- 2 - Venetian Macau Sands Project Engineering Consultancy ProposalDocument12 pages2 - Venetian Macau Sands Project Engineering Consultancy ProposalLiu ZhenguoNo ratings yet
- JCDISI Workshop - Prep of Tender Docs and Contracts For Prof Services and Building Contractors by SR Anderson LeungDocument51 pagesJCDISI Workshop - Prep of Tender Docs and Contracts For Prof Services and Building Contractors by SR Anderson LeungLiu Zhenguo100% (1)
- 3-Venetian Macau Sand Project Team Organisation ChartDocument1 page3-Venetian Macau Sand Project Team Organisation ChartLiu ZhenguoNo ratings yet
- 4 - Project Management OfficeDocument1 page4 - Project Management OfficeLiu ZhenguoNo ratings yet
- UntitledDocument373 pagesUntitledhiper26680No ratings yet
- Amazing ArchitectureDocument12 pagesAmazing ArchitectureariNo ratings yet
- Bridge Construction Practices Using Incremental Launching PDFDocument14 pagesBridge Construction Practices Using Incremental Launching PDFFia Putri100% (1)
- Civil Engineering SyllabusDocument172 pagesCivil Engineering SyllabusGeorgy XavierNo ratings yet
- Safety Management System in Hydrocarbon IndustryDocument53 pagesSafety Management System in Hydrocarbon IndustryAnkur Pathak100% (4)
- Program Hibah Air Limbah Dan Bantuan Teknis Untuk Daerah: Balikpapan, 6-8 Juni 2012Document12 pagesProgram Hibah Air Limbah Dan Bantuan Teknis Untuk Daerah: Balikpapan, 6-8 Juni 2012Syafarul MohammadNo ratings yet
- Installation Effects Due To Pile Surging in SandDocument214 pagesInstallation Effects Due To Pile Surging in SandFrancesca100% (3)
- BLDG-section Chua 02Document1 pageBLDG-section Chua 02leslieNo ratings yet
- Seismic Analysis of Structures - Concrete Ductile Moment Resisting Space FrameDocument34 pagesSeismic Analysis of Structures - Concrete Ductile Moment Resisting Space FrameEmmanuel LazoNo ratings yet
- 2-17 T-Bar TestsDocument10 pages2-17 T-Bar TestsPaolo GargarellaNo ratings yet
- Sezer Metal Rebar Spacers CatalogDocument9 pagesSezer Metal Rebar Spacers CatalogAyhan SezerNo ratings yet
- Daso Cooling LoadDocument31 pagesDaso Cooling LoadObakoma JosiahNo ratings yet
- Dupont Tyvek Water-Resistive and Air Barriers Installation GuidelinesDocument20 pagesDupont Tyvek Water-Resistive and Air Barriers Installation GuidelinesPratik LeleNo ratings yet
- Pipeline Construction Works PDFDocument18 pagesPipeline Construction Works PDFAli AbdoulayeNo ratings yet
- BoqDocument2 pagesBoqEngr SwapanNo ratings yet
- Datasheet - Seal Oil PumpDocument57 pagesDatasheet - Seal Oil Pumpanıl eyüpoğluNo ratings yet
- 13 PneumaticsDocument18 pages13 PneumaticsEbied Yousif AlyNo ratings yet
- Refurbishment of Various FixturesDocument9 pagesRefurbishment of Various FixturesChristian DalipeNo ratings yet
- Aggregate Gradations For Concrete Pavement Mixtures: "Moving Advancements Into Practice"Document4 pagesAggregate Gradations For Concrete Pavement Mixtures: "Moving Advancements Into Practice"laura julieth sanchezNo ratings yet
- Indonesia Talent Market Report 2023 - CompressedDocument33 pagesIndonesia Talent Market Report 2023 - CompressedFebri AndikaNo ratings yet
- Overhead Water Tank Revised ProposalDocument2 pagesOverhead Water Tank Revised ProposalRonnie Buico Conejos CENo ratings yet
- Flexure Formula and Stress Analysis 2Document6 pagesFlexure Formula and Stress Analysis 2Naveen UndrallaNo ratings yet
- 1 IntroductionDocument7 pages1 Introductionroyko20000822No ratings yet
- Coreslab Load Tables Specs Details 2011Document25 pagesCoreslab Load Tables Specs Details 2011Adriana WaltersNo ratings yet
- Chapter 6 Building EA PRS SRSDocument120 pagesChapter 6 Building EA PRS SRSsugamNo ratings yet
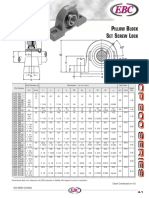
- P B S S L: Illow Lock ET Crew OCKDocument2 pagesP B S S L: Illow Lock ET Crew OCKDxFxNo ratings yet
- 03 Chapter Three - Basic HouseDocument37 pages03 Chapter Three - Basic HousefcharafNo ratings yet
- HvacDocument127 pagesHvacFaquruddin Ali100% (1)








































































































Download as pdf or txt
You might also like
- Astm C1063Document9 pagesAstm C1063Hiroshi TsuyukiNo ratings yet
- Astm C825Document3 pagesAstm C825ivan_cm17100% (3)
- ASTM C478 15 Manholes PDFDocument9 pagesASTM C478 15 Manholes PDFJULIO CESARNo ratings yet
- Astm C 76-00 PDFDocument11 pagesAstm C 76-00 PDFbladiNo ratings yet
- Precast Concrete Septic Tanks: Standard Specification ForDocument6 pagesPrecast Concrete Septic Tanks: Standard Specification Forpls_79100% (1)
- C 76M - 15 PDFDocument11 pagesC 76M - 15 PDFIan TumulakNo ratings yet
- Radiant Cooling Design Manual PDFDocument230 pagesRadiant Cooling Design Manual PDFJoelCristobal100% (1)
- Scaffold-Erection-Procedure Guidelines PDFDocument8 pagesScaffold-Erection-Procedure Guidelines PDFMohamed AdelNo ratings yet
- ASTM C506-08a Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeDocument7 pagesASTM C506-08a Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeLiu ZhenguoNo ratings yet
- Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersDocument25 pagesPrecast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersSadique K Muhammed100% (1)
- Reinforced Concrete Elliptical Culvert, Storm Drain, and Sewer Pipe (Metric)Document10 pagesReinforced Concrete Elliptical Culvert, Storm Drain, and Sewer Pipe (Metric)Materiales FicNo ratings yet
- C507Document9 pagesC507sameh emaryNo ratings yet
- ASTM C1433M 07aDocument10 pagesASTM C1433M 07aEyas hamadNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Việt VũNo ratings yet
- Astm C 1227 - (Med To Heavy Traffic)Document5 pagesAstm C 1227 - (Med To Heavy Traffic)HaniAminNo ratings yet
- Reinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForDocument18 pagesReinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForMateriales FicNo ratings yet
- Astm C 76 - 99Document11 pagesAstm C 76 - 99LNo ratings yet
- Astm C1433M 01Document6 pagesAstm C1433M 01Eyas hamadNo ratings yet
- Reinforced Concrete D-Load Culvert, Storm Drain, and Sewer PipeDocument6 pagesReinforced Concrete D-Load Culvert, Storm Drain, and Sewer Pipekevin.platinium23No ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDalberto RamirezNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification Forkevin.platinium23No ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)irfanquadriNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument9 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Cris BandaNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForMahmoud HakimNo ratings yet
- C76 ccfc1434Document11 pagesC76 ccfc1434Adriana SanchezNo ratings yet
- C76M 14Document11 pagesC76M 14diego rodriguezNo ratings yet
- ASTMC76MDocument11 pagesASTMC76Meng.usmanali2012No ratings yet
- Astm CDocument16 pagesAstm Csolrac4371100% (2)
- Astm C76MDocument11 pagesAstm C76MPedro Henrry Marza ColqueNo ratings yet
- Astm C 76-19Document12 pagesAstm C 76-19Carlos Manuel Ampié BerriosNo ratings yet
- C 507-MDocument9 pagesC 507-Msameh emaryNo ratings yet
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument6 pagesSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Astm C76M-16Document12 pagesAstm C76M-16bestoon RamadhanNo ratings yet
- Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeDocument7 pagesReinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Manufactured Concrete Masonry Lintels: Standard Specification ForDocument4 pagesManufactured Concrete Masonry Lintels: Standard Specification ForDelta akathehuskyNo ratings yet
- C14MDocument5 pagesC14Msharon blushteinNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Document5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Ahmad Zubair RasulyNo ratings yet
- ASTMC14MDocument4 pagesASTMC14Meng.usmanali2012No ratings yet
- C507M 15Document10 pagesC507M 15Liu ZhenguoNo ratings yet
- C 14M - 03 - Qze0tqDocument4 pagesC 14M - 03 - Qze0tqEmre DalgicNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForDocument4 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification Forsharon blushteinNo ratings yet
- Astm C361 19Document10 pagesAstm C361 19kevin.platinium23No ratings yet
- C935.20846 AstmDocument4 pagesC935.20846 Astmf_dbdominguesNo ratings yet
- C014M PDFDocument4 pagesC014M PDFleo_pio_ochoaNo ratings yet
- Astm C 1063Document9 pagesAstm C 1063Eng-TaYsEeRNo ratings yet
- ASTM-C361: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument19 pagesASTM-C361: Licensed by Information Handling Services Licensed by Information Handling Servicesnisha_khanNo ratings yet
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)Document5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe (Metric)VictorAndresMillaSalazarNo ratings yet
- E-Cld-3002 - Astm C-14Document5 pagesE-Cld-3002 - Astm C-14Andre FarfanNo ratings yet
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocument4 pagesConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979No ratings yet
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocument4 pagesConcrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldAli Saleh Saad AL-isawiNo ratings yet
- Concrete Unit MasonryDocument13 pagesConcrete Unit MasonryShanelle MacajilosNo ratings yet
- Sast0706 01Document3 pagesSast0706 01Ankur ChauhanNo ratings yet
- Concrete Facing Brick: Standard Specification ForDocument3 pagesConcrete Facing Brick: Standard Specification ForAbdelrahman AshmawyNo ratings yet
- Reinforced Concrete Low-Head Pressure Pipe: Standard Specification ForDocument27 pagesReinforced Concrete Low-Head Pressure Pipe: Standard Specification ForGustavo Ticona100% (1)
- Nonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForDocument5 pagesNonreinforced Concrete Sewer, Storm Drain, and Culvert Pipe: Standard Specification ForAdeel FaisalNo ratings yet
- StandardCorrosionProtocol 07 2014rev08 2016 508Document32 pagesStandardCorrosionProtocol 07 2014rev08 2016 508Camran RNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument10 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForUmer FarooqNo ratings yet
- Precast Concrete Water and Wastewater Structures: Standard Specification ForDocument6 pagesPrecast Concrete Water and Wastewater Structures: Standard Specification ForHarshal AdmaneNo ratings yet
- Astm C361M-14Document26 pagesAstm C361M-14diego rodriguez100% (1)
- NPPIA-FSP-IPAS-STR-SPC-0001 Design Specification Concrete StructureDocument31 pagesNPPIA-FSP-IPAS-STR-SPC-0001 Design Specification Concrete Structuretrantien2407No ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- UFGS 32 11 26.19 水稳砂路面基层Document21 pagesUFGS 32 11 26.19 水稳砂路面基层Liu ZhenguoNo ratings yet
- Ufgs 32 11 26.19沥青路面基层Document20 pagesUfgs 32 11 26.19沥青路面基层Liu ZhenguoNo ratings yet
- ADOTDocument5 pagesADOTLiu ZhenguoNo ratings yet
- 匝道挡墙Document32 pages匝道挡墙Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S V4Document9 pagesCIVE 4750 Syllabus 2021S V4Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S V2Document9 pagesCIVE 4750 Syllabus 2021S V2Liu ZhenguoNo ratings yet
- CIVE 4750 Syllabus 2021S Special Expectations COVID19Document1 pageCIVE 4750 Syllabus 2021S Special Expectations COVID19Liu ZhenguoNo ratings yet
- LRFD Abutment and Retaining Wall Analysis and Design Users ManualDocument586 pagesLRFD Abutment and Retaining Wall Analysis and Design Users ManualLiu ZhenguoNo ratings yet
- Chapter 12 Retaining WallDocument100 pagesChapter 12 Retaining WallLiu ZhenguoNo ratings yet
- CIVE 3220 Retaining Wall Design ProjectDocument5 pagesCIVE 3220 Retaining Wall Design ProjectLiu ZhenguoNo ratings yet
- CDOT Bridge Design Manual - Section - 11 - 2022Document50 pagesCDOT Bridge Design Manual - Section - 11 - 2022Liu ZhenguoNo ratings yet
- Consultancy Services For Lift Works LIMSS enDocument60 pagesConsultancy Services For Lift Works LIMSS enLiu ZhenguoNo ratings yet
- Sheet - B 601 3Document1 pageSheet - B 601 3Liu ZhenguoNo ratings yet
- 2 - Venetian Macau Sands Project Engineering Consultancy ProposalDocument12 pages2 - Venetian Macau Sands Project Engineering Consultancy ProposalLiu ZhenguoNo ratings yet
- JCDISI Workshop - Prep of Tender Docs and Contracts For Prof Services and Building Contractors by SR Anderson LeungDocument51 pagesJCDISI Workshop - Prep of Tender Docs and Contracts For Prof Services and Building Contractors by SR Anderson LeungLiu Zhenguo100% (1)
- 3-Venetian Macau Sand Project Team Organisation ChartDocument1 page3-Venetian Macau Sand Project Team Organisation ChartLiu ZhenguoNo ratings yet
- 4 - Project Management OfficeDocument1 page4 - Project Management OfficeLiu ZhenguoNo ratings yet
- UntitledDocument373 pagesUntitledhiper26680No ratings yet
- Amazing ArchitectureDocument12 pagesAmazing ArchitectureariNo ratings yet
- Bridge Construction Practices Using Incremental Launching PDFDocument14 pagesBridge Construction Practices Using Incremental Launching PDFFia Putri100% (1)
- Civil Engineering SyllabusDocument172 pagesCivil Engineering SyllabusGeorgy XavierNo ratings yet
- Safety Management System in Hydrocarbon IndustryDocument53 pagesSafety Management System in Hydrocarbon IndustryAnkur Pathak100% (4)
- Program Hibah Air Limbah Dan Bantuan Teknis Untuk Daerah: Balikpapan, 6-8 Juni 2012Document12 pagesProgram Hibah Air Limbah Dan Bantuan Teknis Untuk Daerah: Balikpapan, 6-8 Juni 2012Syafarul MohammadNo ratings yet
- Installation Effects Due To Pile Surging in SandDocument214 pagesInstallation Effects Due To Pile Surging in SandFrancesca100% (3)
- BLDG-section Chua 02Document1 pageBLDG-section Chua 02leslieNo ratings yet
- Seismic Analysis of Structures - Concrete Ductile Moment Resisting Space FrameDocument34 pagesSeismic Analysis of Structures - Concrete Ductile Moment Resisting Space FrameEmmanuel LazoNo ratings yet
- 2-17 T-Bar TestsDocument10 pages2-17 T-Bar TestsPaolo GargarellaNo ratings yet
- Sezer Metal Rebar Spacers CatalogDocument9 pagesSezer Metal Rebar Spacers CatalogAyhan SezerNo ratings yet
- Daso Cooling LoadDocument31 pagesDaso Cooling LoadObakoma JosiahNo ratings yet
- Dupont Tyvek Water-Resistive and Air Barriers Installation GuidelinesDocument20 pagesDupont Tyvek Water-Resistive and Air Barriers Installation GuidelinesPratik LeleNo ratings yet
- Pipeline Construction Works PDFDocument18 pagesPipeline Construction Works PDFAli AbdoulayeNo ratings yet
- BoqDocument2 pagesBoqEngr SwapanNo ratings yet
- Datasheet - Seal Oil PumpDocument57 pagesDatasheet - Seal Oil Pumpanıl eyüpoğluNo ratings yet
- 13 PneumaticsDocument18 pages13 PneumaticsEbied Yousif AlyNo ratings yet
- Refurbishment of Various FixturesDocument9 pagesRefurbishment of Various FixturesChristian DalipeNo ratings yet
- Aggregate Gradations For Concrete Pavement Mixtures: "Moving Advancements Into Practice"Document4 pagesAggregate Gradations For Concrete Pavement Mixtures: "Moving Advancements Into Practice"laura julieth sanchezNo ratings yet
- Indonesia Talent Market Report 2023 - CompressedDocument33 pagesIndonesia Talent Market Report 2023 - CompressedFebri AndikaNo ratings yet
- Overhead Water Tank Revised ProposalDocument2 pagesOverhead Water Tank Revised ProposalRonnie Buico Conejos CENo ratings yet
- Flexure Formula and Stress Analysis 2Document6 pagesFlexure Formula and Stress Analysis 2Naveen UndrallaNo ratings yet
- 1 IntroductionDocument7 pages1 Introductionroyko20000822No ratings yet
- Coreslab Load Tables Specs Details 2011Document25 pagesCoreslab Load Tables Specs Details 2011Adriana WaltersNo ratings yet
- Chapter 6 Building EA PRS SRSDocument120 pagesChapter 6 Building EA PRS SRSsugamNo ratings yet
- P B S S L: Illow Lock ET Crew OCKDocument2 pagesP B S S L: Illow Lock ET Crew OCKDxFxNo ratings yet
- 03 Chapter Three - Basic HouseDocument37 pages03 Chapter Three - Basic HousefcharafNo ratings yet
- HvacDocument127 pagesHvacFaquruddin Ali100% (1)