Download as xlsx, pdf, or txt
You might also like
- QAQC Electrical Inspection: A Beginner's GuideFrom EverandQAQC Electrical Inspection: A Beginner's GuideRating: 4 out of 5 stars4/5 (1)
- E 3031 - 15Document5 pagesE 3031 - 15ruben carcamo100% (1)
- Manual AOAC Verified Methods ProgramDocument35 pagesManual AOAC Verified Methods Programsnrubics100% (1)
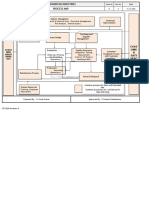
- Process Interaction DiagramDocument1 pageProcess Interaction DiagramPooja SankhlaNo ratings yet
- New IATF 16949 Audit (MAQMSR SUPPLIER AUDIT)Document33 pagesNew IATF 16949 Audit (MAQMSR SUPPLIER AUDIT)SKS eswaran75% (4)
- Itp Electrical CheweeDocument2 pagesItp Electrical CheweeRonnel Dean LimNo ratings yet
- ISO 9001 2015 Implementation Process Diagram enDocument1 pageISO 9001 2015 Implementation Process Diagram enStrahinja Stojanovic100% (3)
- D3174 - Standard Test Method For Ash in The Analysis Sample of Coal and Coke From Coal - 2012 PDFDocument6 pagesD3174 - Standard Test Method For Ash in The Analysis Sample of Coal and Coke From Coal - 2012 PDFAnonymous jkGbVdWGgNo ratings yet
- ASTM D 4417-14 Medicion de Rugosidad PDFDocument4 pagesASTM D 4417-14 Medicion de Rugosidad PDF1zorro1No ratings yet
- Astm D7682-10 PDFDocument4 pagesAstm D7682-10 PDFdang2172014No ratings yet
- D2412-11 Standard Test Method For Determination of External Loading Characteristics of Plastic Pipe by Parallel-Plate LoadingDocument7 pagesD2412-11 Standard Test Method For Determination of External Loading Characteristics of Plastic Pipe by Parallel-Plate Loadingjavier perezNo ratings yet
- Astm C473 - 03Document72 pagesAstm C473 - 03Rustom RemorozaNo ratings yet
- ISPE CCChPlantFacilitiesEngPharmaIndDocument28 pagesISPE CCChPlantFacilitiesEngPharmaIndHamidNo ratings yet
- Controls:: Measuring Instruments in ImteDocument5 pagesControls:: Measuring Instruments in ImteDhinakaranNo ratings yet
- Define: Understanding The Define: Operation/Unit Measure: Creation of The Analyze and Improve: Use Control: Final Checking ofDocument1 pageDefine: Understanding The Define: Operation/Unit Measure: Creation of The Analyze and Improve: Use Control: Final Checking ofRaymund RascoNo ratings yet
- PM Scania PDFDocument382 pagesPM Scania PDFstrong hold100% (5)
- "Development of A Statistical Monitoring Strategy and Study of Process Capability of A Process IndustryDocument26 pages"Development of A Statistical Monitoring Strategy and Study of Process Capability of A Process Industrypremendra maniNo ratings yet
- Process Analysis: SL No Process Proces S Owner Input Output Methods Interfaces With Measure of Performance (MOP)Document12 pagesProcess Analysis: SL No Process Proces S Owner Input Output Methods Interfaces With Measure of Performance (MOP)DhinakaranNo ratings yet
- OSCM - DAV CaseDocument9 pagesOSCM - DAV Casenupurindus42893No ratings yet
- Unit 2: Focused Build Methodology: Week 1: Project Preparation and ManagementDocument10 pagesUnit 2: Focused Build Methodology: Week 1: Project Preparation and ManagementOralia RomeroNo ratings yet
- Introduction To Optimization: Bssopt 2G Radio Network Optimization Principles (RG30)Document21 pagesIntroduction To Optimization: Bssopt 2G Radio Network Optimization Principles (RG30)Adil EljaafariNo ratings yet
- Closing Meeting Presentation - IndiaDocument33 pagesClosing Meeting Presentation - IndiaAnonymous cKdbnUHNo ratings yet
- 220 QSP-QA (Process For Statistical Process Control)Document3 pages220 QSP-QA (Process For Statistical Process Control)Anuj MauryaNo ratings yet
- Fome Unit 3 SpectrumDocument16 pagesFome Unit 3 SpectrumAnkit YadavNo ratings yet
- Qa-Qc Bppt-ChevronDocument1 pageQa-Qc Bppt-ChevronRuki ArdiyantoNo ratings yet
- 04 Turtle DiagramsDocument1 page04 Turtle Diagramsabhisheksen.asindNo ratings yet
- Process MapDocument4 pagesProcess Mapkmvimal36No ratings yet
- Paper Manufactura EsbeltaDocument5 pagesPaper Manufactura EsbeltasergioNo ratings yet
- Planning and Scheduling DocumentDocument10 pagesPlanning and Scheduling DocumentVictor OdmanNo ratings yet
- LT Project - CallibrationDocument33 pagesLT Project - Callibrationmangesh chidrawar100% (1)
- Imeko TC14 2013 18Document4 pagesImeko TC14 2013 18Gordana RodićNo ratings yet
- 4.5 Monitor&Control Project Work 4.6 Perform Integrated Change ControlDocument1 page4.5 Monitor&Control Project Work 4.6 Perform Integrated Change Controlغرباء في أوطانناNo ratings yet
- Measurement Systems Analysis WebinarDocument37 pagesMeasurement Systems Analysis WebinarOlirvag100% (1)
- Watch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes NoDocument9 pagesWatch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes NoSergio PerezNo ratings yet
- IT Project Delivery - Agile & DEVOPS (10042024)Document39 pagesIT Project Delivery - Agile & DEVOPS (10042024)Shashwat JhaNo ratings yet
- Aars Isa 300 Series Flowcharts by Sir Jamshaid AkhtarDocument13 pagesAars Isa 300 Series Flowcharts by Sir Jamshaid AkhtarahmadNo ratings yet
- TMap NEXT Poster (EN) PDFDocument1 pageTMap NEXT Poster (EN) PDFJose Luis Becerril BurgosNo ratings yet
- Installation and CommisioningDocument9 pagesInstallation and CommisioninghasanNo ratings yet
- 1 Planning Criteria and Design Philosophy-2016Document63 pages1 Planning Criteria and Design Philosophy-2016Renju RadhakrishnapillaiNo ratings yet
- Cuestionario VdaDocument33 pagesCuestionario Vdaing1amm100% (1)
- Commissioning Qualification Validation Blue PaperDocument12 pagesCommissioning Qualification Validation Blue PaperVarun ZotaNo ratings yet
- Cmms AssessmentDocument2 pagesCmms AssessmentSuttisak SuriyachanhomNo ratings yet
- Areva FatigueDocument26 pagesAreva Fatigueevo2005_2006No ratings yet
- Customer Oriented Process (COP) (Compatibility Mode)Document62 pagesCustomer Oriented Process (COP) (Compatibility Mode)limkeanjinNo ratings yet
- General Guidelines Chemical EngineeringDocument21 pagesGeneral Guidelines Chemical Engineeringmayurparmar8598No ratings yet
- Master Sheet Process Audit Check SheetDocument11 pagesMaster Sheet Process Audit Check SheetRakesh S100% (1)
- UNDP SES Stakeholder Engagement GN - Final - Dec2020Document50 pagesUNDP SES Stakeholder Engagement GN - Final - Dec2020rick barradas badraNo ratings yet
- TMT Procedure - Analysis of Data & Continuous Improvement P2Document1 pageTMT Procedure - Analysis of Data & Continuous Improvement P2sumanNo ratings yet
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- Process Management Control System: CheckingDocument1 pageProcess Management Control System: CheckingmagarciaprietoNo ratings yet
- Workshop B RoyDocument32 pagesWorkshop B RoyMohamed ZhranNo ratings yet
- Standardization Basics-24 Jul 09Document11 pagesStandardization Basics-24 Jul 09Dilfaraz KalawatNo ratings yet
- ISO 9001 2015 Comprehensive Audit Checklist NlngogDocument13 pagesISO 9001 2015 Comprehensive Audit Checklist NlngogAlmerindo DOS SANTOS0% (1)
- QmsstructureDocument1 pageQmsstructureuday shankarNo ratings yet
- How To Perform Measurement System Analysis (MSA) : Attribute Gage R & RDocument1 pageHow To Perform Measurement System Analysis (MSA) : Attribute Gage R & RAshish GuptaNo ratings yet
- Outputs T & T Inputs Process: Data AnalysisDocument1 pageOutputs T & T Inputs Process: Data AnalysisMUHAMMAD ALI HAFEEZNo ratings yet
- Attachment - FSMS Process Interaction (Rev 0) - 210901Document1 pageAttachment - FSMS Process Interaction (Rev 0) - 210901QA HBTNo ratings yet
- Gantt Chart Part 1Document3 pagesGantt Chart Part 1MathanKumarNo ratings yet
- 02 02 RN20222EN13GLN0 AssessmentDocument42 pages02 02 RN20222EN13GLN0 AssessmentSaeed AhmadiNo ratings yet
- Lean Performance Assessment of Manufacturing Cells Using AHPDocument5 pagesLean Performance Assessment of Manufacturing Cells Using AHPKumar VinitNo ratings yet
- WSHP Competency Map PDFDocument4 pagesWSHP Competency Map PDFchemist_tmaNo ratings yet
- Fault-Tree Analysis For System Design, Development, Modification, and VerificationDocument5 pagesFault-Tree Analysis For System Design, Development, Modification, and VerificationAyşenur SancakNo ratings yet
- Unlocks Hidden Value: Optimization of Reliability and MaintenanceDocument4 pagesUnlocks Hidden Value: Optimization of Reliability and MaintenanceTarun TaisumNo ratings yet
- MR Aseem MagowDocument13 pagesMR Aseem MagowSanjay KumarNo ratings yet
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriNo ratings yet
- Corrective Action and Preventive Action (CAPA) in Pharmaceutical IndustryFrom EverandCorrective Action and Preventive Action (CAPA) in Pharmaceutical IndustryNo ratings yet
- Edge Crush Test-Tappi-2007Document13 pagesEdge Crush Test-Tappi-2007김강형No ratings yet
- Astm F1249.38591Document6 pagesAstm F1249.38591Zohreh MosaferiNo ratings yet
- Carbon Black-Sieve Residue: Standard Test Method ForDocument3 pagesCarbon Black-Sieve Residue: Standard Test Method Forc458qvws28No ratings yet
- Eurachem 2019 PDFDocument32 pagesEurachem 2019 PDFStoyanovaNo ratings yet
- E177 13 Standard Practice For Use of The Terms Precision and Bias in ASTM Test MethodsDocument20 pagesE177 13 Standard Practice For Use of The Terms Precision and Bias in ASTM Test MethodsAlfonso SuaquitaNo ratings yet
- BS en 12350-12-2010Document14 pagesBS en 12350-12-2010cevivekt100% (1)
- The Effect of The "Laying On of Hands" On Transplanted Breast Cancer in MiceDocument12 pagesThe Effect of The "Laying On of Hands" On Transplanted Breast Cancer in MiceIvan Roca100% (2)
- Open Science Data CatalogueDocument7 pagesOpen Science Data Cataloguevedsahni22No ratings yet
- 2005.03 Coliformes y E Coli en AlimentosDocument4 pages2005.03 Coliformes y E Coli en AlimentosJavier muñozNo ratings yet
- Single Laboratory ValidationDocument39 pagesSingle Laboratory ValidationMarcos LoredoNo ratings yet
- Preformed Expansion Joint Fillers For Concrete Construction (Nonextruding and Resilient Types)Document6 pagesPreformed Expansion Joint Fillers For Concrete Construction (Nonextruding and Resilient Types)araNo ratings yet
- Lod LoqDocument68 pagesLod LoqrichosNo ratings yet
- Nature of Science Notes FromDocument1 pageNature of Science Notes FromxIntensityNo ratings yet
- Sulfated Ash From Lubricating Oils and Additives: Standard Test Method ForDocument5 pagesSulfated Ash From Lubricating Oils and Additives: Standard Test Method ForDennise ChicaizaNo ratings yet
- Buisness Research - Chapter 2.part 1Document3 pagesBuisness Research - Chapter 2.part 1Mahmoud SaeedNo ratings yet
- Ethics and Legislation in Scientific ResearchDocument5 pagesEthics and Legislation in Scientific ResearchDr. Florian NeukartNo ratings yet
- Writing A Laboratory ReportDocument10 pagesWriting A Laboratory ReportDaniel CosgroveNo ratings yet
- Norma ASTM - D 4417 - Rugosidad (3 Metodos) PDFDocument3 pagesNorma ASTM - D 4417 - Rugosidad (3 Metodos) PDFCésar Augusto100% (2)
- D 8007 - 15e1Document6 pagesD 8007 - 15e1othman okNo ratings yet
- Standard Test Methods For: Designation: C373 18 (Reapproved 2023)Document6 pagesStandard Test Methods For: Designation: C373 18 (Reapproved 2023)belpp95No ratings yet
- DS55 - (1974) Interlaboratory Cooperative Study of The Precision and Accuracy of The Measurement of Nitrogen Dioxide Content in The AtmosphereDocument86 pagesDS55 - (1974) Interlaboratory Cooperative Study of The Precision and Accuracy of The Measurement of Nitrogen Dioxide Content in The AtmosphereJacques BlueqNo ratings yet
- Astm B648-23Document4 pagesAstm B648-23zuqin bianNo ratings yet
- Oiv Compendium of International Methods of Analysis Vol1 enDocument655 pagesOiv Compendium of International Methods of Analysis Vol1 enMauricio SilvestriNo ratings yet