Download as pdf or txt
You might also like
- Solution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyDocument30 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyPamelaSmithcxdoe100% (80)
- Solution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyDocument30 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyPamelaSmithcxdoe100% (80)
- Solution Manual For Accounting Information Systems 3rd Edition Vernon Richardson Chengyee Chang Rod SmithDocument8 pagesSolution Manual For Accounting Information Systems 3rd Edition Vernon Richardson Chengyee Chang Rod SmithPamelaSmithcxdoe100% (92)
- Solution Manual For Accounting Information Systems 3rd Edition Vernon Richardson Chengyee Chang Rod SmithDocument8 pagesSolution Manual For Accounting Information Systems 3rd Edition Vernon Richardson Chengyee Chang Rod SmithPamelaSmithcxdoe100% (92)
- Administrative Medical Assisting 8th Edition French Solutions ManualDocument12 pagesAdministrative Medical Assisting 8th Edition French Solutions ManualBrentBrowncgwzm100% (70)
- Solution Manual For Exploring Microsoft Office Excel 2019 Comprehensive 1st Edition Mary Anne PoatsyDocument3 pagesSolution Manual For Exploring Microsoft Office Excel 2019 Comprehensive 1st Edition Mary Anne PoatsyKennethRamirezrcpem100% (85)
- American History Connecting With The Past 15th Edition Alan Brinkley Solutions ManualDocument4 pagesAmerican History Connecting With The Past 15th Edition Alan Brinkley Solutions ManualSharonToddpzkib100% (97)
- Robert Potter - Tony Binns - Jennifer A. Elliott - Etienne Nel - David W. Smith - Geographies of Development - An Introduction To Development Studies-Routledge (2018)Document662 pagesRobert Potter - Tony Binns - Jennifer A. Elliott - Etienne Nel - David W. Smith - Geographies of Development - An Introduction To Development Studies-Routledge (2018)Andreas100% (1)
- Solution Manual For Quantum Mechanics by McintyreDocument36 pagesSolution Manual For Quantum Mechanics by McintyreLauraLittleigfmz99% (85)
- Solution Manual For Microeconomics Theory and Applications Browning Zupan 11th EditionDocument10 pagesSolution Manual For Microeconomics Theory and Applications Browning Zupan 11th EditionElizabethSteelefocgk100% (80)
- Solution Manual For Business Law 17th Edition Arlen Langvardt A James Barnes Jamie Darin Prenkert Martin A Mccrory Joshua Perry L Thomas Bowers Jane Mallor 13 9781Document10 pagesSolution Manual For Business Law 17th Edition Arlen Langvardt A James Barnes Jamie Darin Prenkert Martin A Mccrory Joshua Perry L Thomas Bowers Jane Mallor 13 9781SherriRoachofpde100% (89)
- Advanced Accounting Global 12th Edition Beams Test BankDocument26 pagesAdvanced Accounting Global 12th Edition Beams Test BankSamanthaGibsonbqep100% (61)
- Helmut Zander, Anthroposophie in DeutschlandDocument14 pagesHelmut Zander, Anthroposophie in DeutschlandBibliorare100% (1)
- Husserl, Edmund - The Idea of PhenomenologyDocument75 pagesHusserl, Edmund - The Idea of PhenomenologyFelipeMgr100% (7)
- Solution Manual For Accounting Information Systems 11th Edition GelinasDocument16 pagesSolution Manual For Accounting Information Systems 11th Edition GelinasPamelaSmithcxdoe100% (94)
- Solution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonDocument28 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonPamelaSmithcxdoe100% (86)
- Solution Manual For Accounting For Governmental and Nonprofit Entities 18th Edition ReckDocument28 pagesSolution Manual For Accounting For Governmental and Nonprofit Entities 18th Edition ReckPamelaSmithcxdoe100% (84)
- Solution Manual For Accounting For Decision Making and Control 7th Edition by ZimmermanDocument47 pagesSolution Manual For Accounting For Decision Making and Control 7th Edition by ZimmermanPamelaSmithcxdoe100% (78)
- Solution Manual For Accounting Information Systems 11th Edition by BodnarDocument20 pagesSolution Manual For Accounting Information Systems 11th Edition by BodnarPamelaSmithcxdoe100% (85)
- Solution Manual For Advanced Accounting 11th Edition by HoyleDocument40 pagesSolution Manual For Advanced Accounting 11th Edition by HoyleMariaPetersonewjkf100% (86)
- Solution Manual For Absolute C 5 e 5th Edition Walter SavitchDocument39 pagesSolution Manual For Absolute C 5 e 5th Edition Walter SavitchAlanLongftedr100% (101)
- Solution Manual For Accounting Information Systems 11th Edition by BodnarDocument30 pagesSolution Manual For Accounting Information Systems 11th Edition by BodnarAmyBowmanngdq100% (40)
- Solution Manual For Accounting Principles 13th Edition WeygandtDocument50 pagesSolution Manual For Accounting Principles 13th Edition WeygandtPamelaSmithcxdoe100% (96)
- Solution Manual For Advanced Accounting 12th EditionDocument49 pagesSolution Manual For Advanced Accounting 12th EditionMariaPetersonewjkf100% (72)
- Solution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonDocument18 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonAmyBowmanngdq100% (40)
- Solution Manual For Cfin2 2nd Edition by BesleyDocument5 pagesSolution Manual For Cfin2 2nd Edition by BesleyAmandaHarrissftia100% (88)
- Essentials of Corporate Finance Ross 8th Edition Solutions ManualDocument16 pagesEssentials of Corporate Finance Ross 8th Edition Solutions ManualAustinGarciaxbcti100% (95)
- International Financial Management Eun 7th Edition Solutions ManualDocument18 pagesInternational Financial Management Eun 7th Edition Solutions ManualRobertSchmidttjcdw100% (88)
- Solution Manual For Modern Labor Economics Theory and Public Policy 13th Edition Ronald G Ehrenberg Robert S Smith Ronald G Ehrenberg Robert S SMDocument5 pagesSolution Manual For Modern Labor Economics Theory and Public Policy 13th Edition Ronald G Ehrenberg Robert S Smith Ronald G Ehrenberg Robert S SMElizabethSteelefocgk100% (76)
- Essentials of Statistics For The Behavioral Sciences Gravetter 8th Edition Solutions ManualDocument6 pagesEssentials of Statistics For The Behavioral Sciences Gravetter 8th Edition Solutions ManualAustinGarciaxbcti100% (84)
- Essentials of Accounting For Governmental and Not For Profit Organizations Copley 12th Edition Solutions ManualDocument27 pagesEssentials of Accounting For Governmental and Not For Profit Organizations Copley 12th Edition Solutions ManualAustinGarciaxbcti100% (71)
- Solution Manual For Mis Cases Decision Making 4th Edition by MillerDocument8 pagesSolution Manual For Mis Cases Decision Making 4th Edition by MillerElizabethSteelefocgk100% (88)
- Instructor Manual For Essentials of Advanced Financial Accounting Baker 1st EditionDocument15 pagesInstructor Manual For Essentials of Advanced Financial Accounting Baker 1st EditionLindaCruzykeaz100% (90)
- Instructor Manual For Essentials of Negotiation 5th Edition by Roy Lewicki Bruce Barry David SaundersDocument6 pagesInstructor Manual For Essentials of Negotiation 5th Edition by Roy Lewicki Bruce Barry David SaundersLindaCruzykeaz100% (82)
- Income Tax Fundamentals 2014 Whittenburg 32nd Edition Solutions ManualDocument21 pagesIncome Tax Fundamentals 2014 Whittenburg 32nd Edition Solutions ManualArianaDiaztkzsn100% (81)
- Advanced Accounting Hoyle 10th Edition Solutions ManualDocument50 pagesAdvanced Accounting Hoyle 10th Edition Solutions ManualBrentBrowncgwzm100% (83)
- Solution Manual For Cognitive Psychology Connecting Mind Research and Everyday Experience 5th Edition e Bruce GoldsteinDocument23 pagesSolution Manual For Cognitive Psychology Connecting Mind Research and Everyday Experience 5th Edition e Bruce GoldsteinAngelKelleycfayo100% (93)
- Solution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyDocument18 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 19th Edition Jacqueline Reck Suzanne Lowensohn Daniel NeelyAmyBowmanngdq100% (44)
- Solution Manual For Introduction To Javascript Programming With XML and PHP 0133068307Document3 pagesSolution Manual For Introduction To Javascript Programming With XML and PHP 0133068307RobertSchmidtfenxm100% (82)
- Leadership Roles and Management Functions in Nursing Theory and Application Marquis 8th Edition Test BankDocument10 pagesLeadership Roles and Management Functions in Nursing Theory and Application Marquis 8th Edition Test BankMonicaAcostagzqkx100% (79)
- Instructor Manual For The Cultural Landscape An Introduction To Human Geography 11th Edition by James M RubensteinDocument19 pagesInstructor Manual For The Cultural Landscape An Introduction To Human Geography 11th Edition by James M RubensteinSharonChavezdisck100% (85)
- Solution Manual For Internet and World Wide Web How To Program 5 e 5th Edition 0132151006Document7 pagesSolution Manual For Internet and World Wide Web How To Program 5 e 5th Edition 0132151006LuisMurraymrzye100% (88)
- Solution Manual For Accounting For Governmental and Nonprofit Entities Edition 16th by Jacqueline Reck Suzanne Lowensohn Earl WilsonDocument38 pagesSolution Manual For Accounting For Governmental and Nonprofit Entities Edition 16th by Jacqueline Reck Suzanne Lowensohn Earl Wilsonvodkadinnerlyv1t9100% (18)
- Solution Manual For Operations Management Creating Value Along The Supply Chain 7th Edition by RussellDocument15 pagesSolution Manual For Operations Management Creating Value Along The Supply Chain 7th Edition by RussellChristinaMitchellxjker100% (93)
- Earth Science Tarbuck 14th Edition Solutions ManualDocument10 pagesEarth Science Tarbuck 14th Edition Solutions ManualAustinGarciaxbcti100% (84)
- Solution Manual For Chemistry The Central Science 12 e Brown Lemay Bursten Murphy WoodwardDocument15 pagesSolution Manual For Chemistry The Central Science 12 e Brown Lemay Bursten Murphy WoodwardChristianGonzalezsrybm100% (89)
- Solution Manual For Practice of Public Relations 12 e 12th Edition 0133083578Document8 pagesSolution Manual For Practice of Public Relations 12 e 12th Edition 0133083578VeronicaBurchcekij100% (88)
- Advanced Accounting Hoyle 12th Edition Solutions ManualDocument33 pagesAdvanced Accounting Hoyle 12th Edition Solutions ManualBrentBrowncgwzm100% (94)
- Test Bank For 3 2 1 Code It 7th Edition by Green Full DownloadDocument12 pagesTest Bank For 3 2 1 Code It 7th Edition by Green Full Downloadrobertabergmjnxqrasct100% (44)
- Instructor Manual For Applied Statistics For Public and Nonprofit Administration 8th Edition by Kenneth J Meier Author Jeffrey L Brudney John BohteDocument5 pagesInstructor Manual For Applied Statistics For Public and Nonprofit Administration 8th Edition by Kenneth J Meier Author Jeffrey L Brudney John BohteArianaDiaztkzsn100% (88)
- Advanced Accounting 12th Edition Hoyle Solutions ManualDocument25 pagesAdvanced Accounting 12th Edition Hoyle Solutions ManualNathanToddkprjq100% (56)
- Solution Manual For American Government Institutions and Policies 14th EditionDocument7 pagesSolution Manual For American Government Institutions and Policies 14th EditionStevenFoleybrnpa100% (87)
- Marketing 2014 Pride 17th Edition Solutions ManualDocument25 pagesMarketing 2014 Pride 17th Edition Solutions ManualPeterThomasizbjf100% (91)
- Solution Manual For Oral Pharmacology For The Dental Hygienist 2nd Edition 2 e Mea A Weinberg Cheryl Westphal Theile James Burke FineDocument10 pagesSolution Manual For Oral Pharmacology For The Dental Hygienist 2nd Edition 2 e Mea A Weinberg Cheryl Westphal Theile James Burke FineChristinaMitchellxjker100% (83)
- Solution Manual For Using Mis 7 e 7th Edition 0133546438Document14 pagesSolution Manual For Using Mis 7 e 7th Edition 0133546438MarieHughesebgjp100% (80)
- Instructor Manual For Corrections The Essentials 2nd Second Edition Mary K Stohr Anthony WalshDocument7 pagesInstructor Manual For Corrections The Essentials 2nd Second Edition Mary K Stohr Anthony WalshLindaCruzykeaz100% (91)
- Computer Accounting With Peachtree by Sage Complete Accounting 2012 16th Edition Yacht Test Bank DownloadDocument15 pagesComputer Accounting With Peachtree by Sage Complete Accounting 2012 16th Edition Yacht Test Bank DownloadWanda Webb100% (28)
- Solution Manual For Business Analysis Valuation Using Financial Statements 5th EditionDocument9 pagesSolution Manual For Business Analysis Valuation Using Financial Statements 5th EditionJasonRicebicrq100% (88)
- Solution Manual For Career Counseling A Holistic Approach 9th EditionDocument7 pagesSolution Manual For Career Counseling A Holistic Approach 9th EditionThomasClinefrsep100% (83)
- Instructor Manual For Financial Managerial Accounting 16th Sixteenth Edition by Jan R Williams Sue F Haka Mark S Bettner Joseph V CarcelloDocument14 pagesInstructor Manual For Financial Managerial Accounting 16th Sixteenth Edition by Jan R Williams Sue F Haka Mark S Bettner Joseph V CarcelloLindaCruzykeaz100% (86)
- Organizational Behavior Kreitner 10th Edition Solutions ManualDocument33 pagesOrganizational Behavior Kreitner 10th Edition Solutions ManualLaurieDennissnjek100% (98)
- Solution Manual For Selling Today 12 e 12th Edition 013325092xDocument11 pagesSolution Manual For Selling Today 12 e 12th Edition 013325092xLauraLittleigfmz100% (83)
- Chapter 7 AIS James HallDocument45 pagesChapter 7 AIS James HallheyheyNo ratings yet
- SM 07 New CHAPT 7Document44 pagesSM 07 New CHAPT 7jelNo ratings yet
- SM-07-new CHAPT 7Document44 pagesSM-07-new CHAPT 7psbacloud89% (18)
- Solution Manual For Accounting Principles 13th Edition WeygandtDocument50 pagesSolution Manual For Accounting Principles 13th Edition WeygandtPamelaSmithcxdoe100% (96)
- Solution Manual For Accounting Information Systems 11th Edition by BodnarDocument20 pagesSolution Manual For Accounting Information Systems 11th Edition by BodnarPamelaSmithcxdoe100% (85)
- Solution Manual For Accounting Information Systems 11th Edition GelinasDocument16 pagesSolution Manual For Accounting Information Systems 11th Edition GelinasPamelaSmithcxdoe100% (94)
- Solution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonDocument28 pagesSolution Manual For Accounting For Governmental Nonprofit Entities 18th Edition Jacqueline Reck Suzanne Lowensohn Daniel Neely Earl WilsonPamelaSmithcxdoe100% (86)
- Solution Manual For Accounting For Governmental and Nonprofit Entities 18th Edition ReckDocument28 pagesSolution Manual For Accounting For Governmental and Nonprofit Entities 18th Edition ReckPamelaSmithcxdoe100% (84)
- Solution Manual For Accounting For Decision Making and Control 7th Edition by ZimmermanDocument47 pagesSolution Manual For Accounting For Decision Making and Control 7th Edition by ZimmermanPamelaSmithcxdoe100% (78)
- Aras Innovator Programmers GuideDocument105 pagesAras Innovator Programmers Guidem0de570No ratings yet
- Is Codes ListDocument37 pagesIs Codes Listmoondonoo7No ratings yet
- Sample Essay 2 - MLA FormatDocument4 pagesSample Essay 2 - MLA FormatSimon JonesNo ratings yet
- AMRITA EXAM DatesheetDocument9 pagesAMRITA EXAM DatesheetSARRALLE EQUIPMENT INDIA PVT LTDNo ratings yet
- RRLsDocument6 pagesRRLsRobot RobotNo ratings yet
- 134.4902.06 - DM4170 - DatasheetDocument7 pages134.4902.06 - DM4170 - DatasheetVinicius MollNo ratings yet
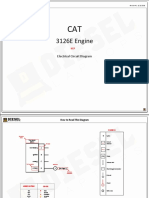
- 3126E Engine: Electrical Circuit DiagramDocument10 pages3126E Engine: Electrical Circuit DiagramPhil B.No ratings yet
- Unit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesDocument14 pagesUnit 1 Nissim Ezekiel and Eunice de Souza: 1.0 ObjectivesJasmineNo ratings yet
- Lab6 Phase Locked LoopsDocument20 pagesLab6 Phase Locked Loopsuitce2011No ratings yet
- SafeGrid Tutorial How To Perform A Simple Earthing DesignDocument10 pagesSafeGrid Tutorial How To Perform A Simple Earthing DesignAnwesh Kumar MaddikuntaNo ratings yet
- Product Description: Mark II Electric Fire Pump ControllersDocument2 pagesProduct Description: Mark II Electric Fire Pump ControllersBill Kerwin Nava JimenezNo ratings yet
- 3 Generations of Human RightsDocument1 page3 Generations of Human RightsDzenan HakalovicNo ratings yet
- WINPROPDocument296 pagesWINPROPEfrain Ramirez Chavez100% (2)
- The Preschooler and The SchoolerDocument16 pagesThe Preschooler and The Schoolerquidditch07No ratings yet
- Assignment 6 Solar ERGY 420Document14 pagesAssignment 6 Solar ERGY 420Mostafa Ahmed ZeinNo ratings yet
- Productivity and Leadership SkillsDocument22 pagesProductivity and Leadership SkillsDan Jezreel EsguerraNo ratings yet
- CBRDocument3 pagesCBRJunita PasaribuNo ratings yet
- DMA Actuator Drives For - Motorised Butterfly Valve DMK - Motorised Throttle DMLDocument8 pagesDMA Actuator Drives For - Motorised Butterfly Valve DMK - Motorised Throttle DMLemil_88No ratings yet
- Half-Cell Potential Test From The Upper-Side and The Lower-Side of Reinforced Concrete Slabs: A Comparative StudyDocument6 pagesHalf-Cell Potential Test From The Upper-Side and The Lower-Side of Reinforced Concrete Slabs: A Comparative StudyANNADURAINo ratings yet
- Comm 1100 Info Speech (Tolentino, Nirelle V.)Document5 pagesComm 1100 Info Speech (Tolentino, Nirelle V.)Nirelle TolentinoNo ratings yet
- 1st Quarter ToolkitDocument6 pages1st Quarter ToolkitDimple BolotaoloNo ratings yet
- Geostr C: Engineering and Testing ServicesDocument2 pagesGeostr C: Engineering and Testing ServicesTechnical Priyanka GroupNo ratings yet
- Optare Electric Vehicles: Embracing The EnvironmentDocument4 pagesOptare Electric Vehicles: Embracing The EnvironmentarrenNo ratings yet
- Linear Programming TheoryDocument104 pagesLinear Programming Theorykostas_ntougias5453No ratings yet
- Worksheet in Deloittes System Design DocumentDocument32 pagesWorksheet in Deloittes System Design Documentascentcommerce100% (1)
- Shortest Route ProblemDocument7 pagesShortest Route ProblemkaushalmightyNo ratings yet
- Extension 2 Proof GuideDocument6 pagesExtension 2 Proof GuideAlexander XieNo ratings yet