
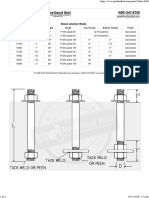
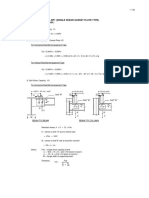
Weld Access Hole (AISC 360 Section J1.6&7)
Weld Access Hole (AISC 360 Section J1.6&7)
You might also like
- Seafastening ExcelDocument13 pagesSeafastening ExcelRiyan EsapermanaNo ratings yet
- Rfis On Circular Ties, Rotating Hooks, Staggered Lap Splices, and Closure StripsDocument6 pagesRfis On Circular Ties, Rotating Hooks, Staggered Lap Splices, and Closure Stripsvelmurug_bala100% (1)
- Asnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyDocument215 pagesAsnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyTapan Kumar Nayak100% (8)
- Aws C7.2-98Document116 pagesAws C7.2-98venkatesh100% (3)
- Chapter Five, Plate GirdersDocument21 pagesChapter Five, Plate GirdersZeleke TaimuNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- AISC 2022-Capitulo JDocument36 pagesAISC 2022-Capitulo JLeonardo ReynaNo ratings yet
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- Skewed CalcsDocument8 pagesSkewed Calcspost boxNo ratings yet
- Mod 1-3Document3 pagesMod 1-3Gopal UttupurathNo ratings yet
- ANSI-AISC 358-20 - C7SA - InglésDocument7 pagesANSI-AISC 358-20 - C7SA - InglésmanuelNo ratings yet
- Chapter M - Design of Fabrication and ErectionDocument5 pagesChapter M - Design of Fabrication and ErectionGirl Who LivedNo ratings yet
- Guidance Note Bracing and Cross Girder Connections No. 2.03: ScopeDocument5 pagesGuidance Note Bracing and Cross Girder Connections No. 2.03: ScopeRaquel CarmonaNo ratings yet
- Chapter 7, ConnectionsDocument23 pagesChapter 7, Connectionsetsubdinkabeje3No ratings yet
- End Plate ConnectionsDocument9 pagesEnd Plate ConnectionsJohn PetterNo ratings yet
- Chevron Bracing Details - SteelwiseDocument4 pagesChevron Bracing Details - SteelwiseEugene Afable100% (1)
- Tek 12 03aDocument6 pagesTek 12 03acardusansilniNo ratings yet
- Moment Connection TipsDocument7 pagesMoment Connection TipsManoj JaiswalNo ratings yet
- CHAPTER 2 - Cross Section ClasificationDocument21 pagesCHAPTER 2 - Cross Section ClasificationHalina HamidNo ratings yet
- 001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewDocument10 pages001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewSwati KulkarniNo ratings yet
- Weld Access HolesDocument1 pageWeld Access HolesLINI O VNo ratings yet
- 5 Design of ConnectionsDocument19 pages5 Design of ConnectionsWinnie SayoNo ratings yet
- Conexiones de AceroDocument8 pagesConexiones de AceroRenzo Xavier Chavez HurtadoNo ratings yet
- Bolted Beam Splice: (A) Conventional SpliceDocument11 pagesBolted Beam Splice: (A) Conventional SpliceKimberly Binay-anNo ratings yet
- EJ Fisher BracingwithJoistsDocument6 pagesEJ Fisher BracingwithJoistsGabby KenNo ratings yet
- Design of BoltsDocument18 pagesDesign of BoltsFunny & InformativeNo ratings yet
- WelsDocument1 pageWelsArun NarendranathNo ratings yet
- Design of BeamsDocument28 pagesDesign of BeamsNayan Fatania100% (2)
- Shear Design of Beams: CE 470 - Steel Design ClassDocument16 pagesShear Design of Beams: CE 470 - Steel Design Classcecdesign09No ratings yet
- Design of Connections GateDocument25 pagesDesign of Connections GateShaik Mastan ValiNo ratings yet
- Design of Steel StructureDocument16 pagesDesign of Steel Structuresuraj kumarNo ratings yet
- Bolted Beam Column ConnectionsDocument16 pagesBolted Beam Column Connectionslael00No ratings yet
- Ready Reckoner For Bracket and Column SplicesDocument6 pagesReady Reckoner For Bracket and Column Splicespavan kumar tNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Galvanized Slip-Critical ConnectionsDocument2 pagesGalvanized Slip-Critical Connectionsaams_sNo ratings yet
- Finite Element Analysis of Castellated Steel BeamDocument8 pagesFinite Element Analysis of Castellated Steel BeamTomislav ŠimagNo ratings yet
- Constructability of Embedded Steel Plates in CIP ConcreteDocument7 pagesConstructability of Embedded Steel Plates in CIP ConcreteimranNo ratings yet
- Recent Advances in Design of Steel and Composite Beams With Web OpeningsDocument16 pagesRecent Advances in Design of Steel and Composite Beams With Web OpeningsmokhtazulNo ratings yet
- Mat Chapter 31Document27 pagesMat Chapter 31hemant_durgawaleNo ratings yet
- Course Content A) Bolted ConnectionsDocument18 pagesCourse Content A) Bolted Connectionsram894uNo ratings yet
- Introduction-Design-Guide 2Document16 pagesIntroduction-Design-Guide 2Sutha100% (1)
- Simple Steel ConnectionsDocument7 pagesSimple Steel ConnectionsShams Abbas NaqviNo ratings yet
- Moment Connections To Column WebsDocument3 pagesMoment Connections To Column WebsAmro Ahmad AliNo ratings yet
- AASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFDocument28 pagesAASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFMehedi HasanNo ratings yet
- Steel DetailerDocument3 pagesSteel DetailerKooroshNo ratings yet
- Tek 12-03CDocument16 pagesTek 12-03CponjoveNo ratings yet
- Design of Anchor Bolts Embedded in Concrete MasonryDocument16 pagesDesign of Anchor Bolts Embedded in Concrete MasonryRodrigo FonsecaNo ratings yet
- Simple Shear ConnectionsDocument44 pagesSimple Shear ConnectionsAdam JonesNo ratings yet
- Srividya College of Engineering and Technology Question BankDocument6 pagesSrividya College of Engineering and Technology Question BankAravindNo ratings yet
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDocument2 pagesSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send Yourgv Sathishkumar KumarNo ratings yet
- CFSEI Tech Note X Bracing L001-09Document8 pagesCFSEI Tech Note X Bracing L001-09Jane EyreNo ratings yet
- 6 Connections ModifiedDocument59 pages6 Connections Modifiedkebede amezeneNo ratings yet
- Bracing ConnectionDocument16 pagesBracing ConnectionMa N U VenusNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- Si 12 2011 PDFDocument2 pagesSi 12 2011 PDFHectorNo ratings yet
- Dec11 Si PDFDocument2 pagesDec11 Si PDFspaceheaterNo ratings yet
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDocument2 pagesSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazNo ratings yet
- Detailing Corner-Grade BeamDocument4 pagesDetailing Corner-Grade BeamProfessor Dr. Nabeel Al-Bayati-Consultant Engineer100% (2)
- Ci 31 Detallado Del Acero de Refuerzo PDFDocument6 pagesCi 31 Detallado Del Acero de Refuerzo PDFflucayNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- Simple Connections ETOOLKITDocument27 pagesSimple Connections ETOOLKITLesego MatojaneNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Detailing StandardsDocument31 pagesDetailing StandardsJovito EdillonNo ratings yet
- Nutted Anchor BoltDocument1 pageNutted Anchor BoltJovito EdillonNo ratings yet
- 90° Anchor BoltDocument2 pages90° Anchor BoltJovito EdillonNo ratings yet
- Shut It Catalog English Volume Hi Res InteractiveDocument52 pagesShut It Catalog English Volume Hi Res InteractiveJovito EdillonNo ratings yet
- Aisc TablesDocument1 pageAisc TablesJovito EdillonNo ratings yet
- AISC Anchor Bolt Hole SizeDocument1 pageAISC Anchor Bolt Hole SizeJovito EdillonNo ratings yet
- Weldinglectures14 16 Weld DefectsDocument100 pagesWeldinglectures14 16 Weld DefectsAnonymous d23gWCRQNo ratings yet
- Mandatory Appendix 10Document3 pagesMandatory Appendix 10leytonruizNo ratings yet
- EC-SRC-0004 Weldment Visual Inspection Requirements Rev 2.0 (20160708)Document10 pagesEC-SRC-0004 Weldment Visual Inspection Requirements Rev 2.0 (20160708)Prasad MagdumNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesDocument12 pagesGeneral Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesJose Anisio SilvaNo ratings yet
- Final Proposal Presentation ME Project1Document12 pagesFinal Proposal Presentation ME Project1Miguel Paolo LademoraNo ratings yet
- Pessing Libya INC: Sfa. No: A5.9Document1 pagePessing Libya INC: Sfa. No: A5.9Mahmoud HaggagNo ratings yet
- Question Bank 4th SemesterDocument16 pagesQuestion Bank 4th SemesterJeevanandam ShanmugasundaramNo ratings yet
- Naval Blek enDocument12 pagesNaval Blek enGabriela DanaNo ratings yet
- Unit 2 PPT WeldingDocument40 pagesUnit 2 PPT WeldingTushar Singh100% (1)
- Rewari PIPE ERECTION SpecificationDocument71 pagesRewari PIPE ERECTION Specificationkselvan_1100% (1)
- A Review On Hybrid Laser Arc WeldingDocument22 pagesA Review On Hybrid Laser Arc WeldingAkshay AcchuNo ratings yet
- Ineos - Polypropylene Processing GuideDocument18 pagesIneos - Polypropylene Processing GuideStarchyLittleOleMeNo ratings yet
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriNo ratings yet
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Pamphlet MG-51T PDFDocument2 pagesPamphlet MG-51T PDFImmalatulhusnaNo ratings yet
- DX200 ArcDocument50 pagesDX200 Arcelmacuarro5No ratings yet
- Hardness Test ProcedureDocument5 pagesHardness Test Procedurefebinjohns87100% (1)
- Se 273Document4 pagesSe 273solrac4371No ratings yet
- Wel 12 CDocument7 pagesWel 12 CWilly UioNo ratings yet
- Commentary On Highly Restrained Welded Connections PDFDocument13 pagesCommentary On Highly Restrained Welded Connections PDFDaney EspinozaNo ratings yet
- Readiness of Grade 12 Smaw LearnersDocument11 pagesReadiness of Grade 12 Smaw LearnersJoelouis Sudario100% (2)
- Principles of Brazing and Soldering: Joining TechnologyDocument26 pagesPrinciples of Brazing and Soldering: Joining Technologyyared Belete100% (1)
- BP1 Bolt Connection CapacityDocument22 pagesBP1 Bolt Connection CapacityballisnothingNo ratings yet
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngNo ratings yet
- Datasheet For Stainless Steel Super Duplex 2507Document10 pagesDatasheet For Stainless Steel Super Duplex 2507Prem EditsNo ratings yet





























































































Download as pdf or txt
You might also like
- Seafastening ExcelDocument13 pagesSeafastening ExcelRiyan EsapermanaNo ratings yet
- Rfis On Circular Ties, Rotating Hooks, Staggered Lap Splices, and Closure StripsDocument6 pagesRfis On Circular Ties, Rotating Hooks, Staggered Lap Splices, and Closure Stripsvelmurug_bala100% (1)
- Asnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyDocument215 pagesAsnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyTapan Kumar Nayak100% (8)
- Aws C7.2-98Document116 pagesAws C7.2-98venkatesh100% (3)
- Chapter Five, Plate GirdersDocument21 pagesChapter Five, Plate GirdersZeleke TaimuNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- AISC 2022-Capitulo JDocument36 pagesAISC 2022-Capitulo JLeonardo ReynaNo ratings yet
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- Skewed CalcsDocument8 pagesSkewed Calcspost boxNo ratings yet
- Mod 1-3Document3 pagesMod 1-3Gopal UttupurathNo ratings yet
- ANSI-AISC 358-20 - C7SA - InglésDocument7 pagesANSI-AISC 358-20 - C7SA - InglésmanuelNo ratings yet
- Chapter M - Design of Fabrication and ErectionDocument5 pagesChapter M - Design of Fabrication and ErectionGirl Who LivedNo ratings yet
- Guidance Note Bracing and Cross Girder Connections No. 2.03: ScopeDocument5 pagesGuidance Note Bracing and Cross Girder Connections No. 2.03: ScopeRaquel CarmonaNo ratings yet
- Chapter 7, ConnectionsDocument23 pagesChapter 7, Connectionsetsubdinkabeje3No ratings yet
- End Plate ConnectionsDocument9 pagesEnd Plate ConnectionsJohn PetterNo ratings yet
- Chevron Bracing Details - SteelwiseDocument4 pagesChevron Bracing Details - SteelwiseEugene Afable100% (1)
- Tek 12 03aDocument6 pagesTek 12 03acardusansilniNo ratings yet
- Moment Connection TipsDocument7 pagesMoment Connection TipsManoj JaiswalNo ratings yet
- CHAPTER 2 - Cross Section ClasificationDocument21 pagesCHAPTER 2 - Cross Section ClasificationHalina HamidNo ratings yet
- 001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewDocument10 pages001-Behaviour of Reduced Beam Section Moment Connection With Refernce To Continuity Plates State Od Art ReviewSwati KulkarniNo ratings yet
- Weld Access HolesDocument1 pageWeld Access HolesLINI O VNo ratings yet
- 5 Design of ConnectionsDocument19 pages5 Design of ConnectionsWinnie SayoNo ratings yet
- Conexiones de AceroDocument8 pagesConexiones de AceroRenzo Xavier Chavez HurtadoNo ratings yet
- Bolted Beam Splice: (A) Conventional SpliceDocument11 pagesBolted Beam Splice: (A) Conventional SpliceKimberly Binay-anNo ratings yet
- EJ Fisher BracingwithJoistsDocument6 pagesEJ Fisher BracingwithJoistsGabby KenNo ratings yet
- Design of BoltsDocument18 pagesDesign of BoltsFunny & InformativeNo ratings yet
- WelsDocument1 pageWelsArun NarendranathNo ratings yet
- Design of BeamsDocument28 pagesDesign of BeamsNayan Fatania100% (2)
- Shear Design of Beams: CE 470 - Steel Design ClassDocument16 pagesShear Design of Beams: CE 470 - Steel Design Classcecdesign09No ratings yet
- Design of Connections GateDocument25 pagesDesign of Connections GateShaik Mastan ValiNo ratings yet
- Design of Steel StructureDocument16 pagesDesign of Steel Structuresuraj kumarNo ratings yet
- Bolted Beam Column ConnectionsDocument16 pagesBolted Beam Column Connectionslael00No ratings yet
- Ready Reckoner For Bracket and Column SplicesDocument6 pagesReady Reckoner For Bracket and Column Splicespavan kumar tNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Galvanized Slip-Critical ConnectionsDocument2 pagesGalvanized Slip-Critical Connectionsaams_sNo ratings yet
- Finite Element Analysis of Castellated Steel BeamDocument8 pagesFinite Element Analysis of Castellated Steel BeamTomislav ŠimagNo ratings yet
- Constructability of Embedded Steel Plates in CIP ConcreteDocument7 pagesConstructability of Embedded Steel Plates in CIP ConcreteimranNo ratings yet
- Recent Advances in Design of Steel and Composite Beams With Web OpeningsDocument16 pagesRecent Advances in Design of Steel and Composite Beams With Web OpeningsmokhtazulNo ratings yet
- Mat Chapter 31Document27 pagesMat Chapter 31hemant_durgawaleNo ratings yet
- Course Content A) Bolted ConnectionsDocument18 pagesCourse Content A) Bolted Connectionsram894uNo ratings yet
- Introduction-Design-Guide 2Document16 pagesIntroduction-Design-Guide 2Sutha100% (1)
- Simple Steel ConnectionsDocument7 pagesSimple Steel ConnectionsShams Abbas NaqviNo ratings yet
- Moment Connections To Column WebsDocument3 pagesMoment Connections To Column WebsAmro Ahmad AliNo ratings yet
- AASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFDocument28 pagesAASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFMehedi HasanNo ratings yet
- Steel DetailerDocument3 pagesSteel DetailerKooroshNo ratings yet
- Tek 12-03CDocument16 pagesTek 12-03CponjoveNo ratings yet
- Design of Anchor Bolts Embedded in Concrete MasonryDocument16 pagesDesign of Anchor Bolts Embedded in Concrete MasonryRodrigo FonsecaNo ratings yet
- Simple Shear ConnectionsDocument44 pagesSimple Shear ConnectionsAdam JonesNo ratings yet
- Srividya College of Engineering and Technology Question BankDocument6 pagesSrividya College of Engineering and Technology Question BankAravindNo ratings yet
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDocument2 pagesSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send Yourgv Sathishkumar KumarNo ratings yet
- CFSEI Tech Note X Bracing L001-09Document8 pagesCFSEI Tech Note X Bracing L001-09Jane EyreNo ratings yet
- 6 Connections ModifiedDocument59 pages6 Connections Modifiedkebede amezeneNo ratings yet
- Bracing ConnectionDocument16 pagesBracing ConnectionMa N U VenusNo ratings yet
- 30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) ProvidesDocument5 pages30) - Overall, Abou-Zidan and Liu (2015) Concluded That The AISC Design Method (2011) Providesmn4webNo ratings yet
- Si 12 2011 PDFDocument2 pagesSi 12 2011 PDFHectorNo ratings yet
- Dec11 Si PDFDocument2 pagesDec11 Si PDFspaceheaterNo ratings yet
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDocument2 pagesSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazNo ratings yet
- Detailing Corner-Grade BeamDocument4 pagesDetailing Corner-Grade BeamProfessor Dr. Nabeel Al-Bayati-Consultant Engineer100% (2)
- Ci 31 Detallado Del Acero de Refuerzo PDFDocument6 pagesCi 31 Detallado Del Acero de Refuerzo PDFflucayNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- Simple Connections ETOOLKITDocument27 pagesSimple Connections ETOOLKITLesego MatojaneNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Detailing StandardsDocument31 pagesDetailing StandardsJovito EdillonNo ratings yet
- Nutted Anchor BoltDocument1 pageNutted Anchor BoltJovito EdillonNo ratings yet
- 90° Anchor BoltDocument2 pages90° Anchor BoltJovito EdillonNo ratings yet
- Shut It Catalog English Volume Hi Res InteractiveDocument52 pagesShut It Catalog English Volume Hi Res InteractiveJovito EdillonNo ratings yet
- Aisc TablesDocument1 pageAisc TablesJovito EdillonNo ratings yet
- AISC Anchor Bolt Hole SizeDocument1 pageAISC Anchor Bolt Hole SizeJovito EdillonNo ratings yet
- Weldinglectures14 16 Weld DefectsDocument100 pagesWeldinglectures14 16 Weld DefectsAnonymous d23gWCRQNo ratings yet
- Mandatory Appendix 10Document3 pagesMandatory Appendix 10leytonruizNo ratings yet
- EC-SRC-0004 Weldment Visual Inspection Requirements Rev 2.0 (20160708)Document10 pagesEC-SRC-0004 Weldment Visual Inspection Requirements Rev 2.0 (20160708)Prasad MagdumNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesDocument12 pagesGeneral Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesJose Anisio SilvaNo ratings yet
- Final Proposal Presentation ME Project1Document12 pagesFinal Proposal Presentation ME Project1Miguel Paolo LademoraNo ratings yet
- Pessing Libya INC: Sfa. No: A5.9Document1 pagePessing Libya INC: Sfa. No: A5.9Mahmoud HaggagNo ratings yet
- Question Bank 4th SemesterDocument16 pagesQuestion Bank 4th SemesterJeevanandam ShanmugasundaramNo ratings yet
- Naval Blek enDocument12 pagesNaval Blek enGabriela DanaNo ratings yet
- Unit 2 PPT WeldingDocument40 pagesUnit 2 PPT WeldingTushar Singh100% (1)
- Rewari PIPE ERECTION SpecificationDocument71 pagesRewari PIPE ERECTION Specificationkselvan_1100% (1)
- A Review On Hybrid Laser Arc WeldingDocument22 pagesA Review On Hybrid Laser Arc WeldingAkshay AcchuNo ratings yet
- Ineos - Polypropylene Processing GuideDocument18 pagesIneos - Polypropylene Processing GuideStarchyLittleOleMeNo ratings yet
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriNo ratings yet
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Pamphlet MG-51T PDFDocument2 pagesPamphlet MG-51T PDFImmalatulhusnaNo ratings yet
- DX200 ArcDocument50 pagesDX200 Arcelmacuarro5No ratings yet
- Hardness Test ProcedureDocument5 pagesHardness Test Procedurefebinjohns87100% (1)
- Se 273Document4 pagesSe 273solrac4371No ratings yet
- Wel 12 CDocument7 pagesWel 12 CWilly UioNo ratings yet
- Commentary On Highly Restrained Welded Connections PDFDocument13 pagesCommentary On Highly Restrained Welded Connections PDFDaney EspinozaNo ratings yet
- Readiness of Grade 12 Smaw LearnersDocument11 pagesReadiness of Grade 12 Smaw LearnersJoelouis Sudario100% (2)
- Principles of Brazing and Soldering: Joining TechnologyDocument26 pagesPrinciples of Brazing and Soldering: Joining Technologyyared Belete100% (1)
- BP1 Bolt Connection CapacityDocument22 pagesBP1 Bolt Connection CapacityballisnothingNo ratings yet
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngNo ratings yet
- Datasheet For Stainless Steel Super Duplex 2507Document10 pagesDatasheet For Stainless Steel Super Duplex 2507Prem EditsNo ratings yet