Download as pdf or txt
You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- 4l40e 5l40e 5l50e A5s360r A5s390rDocument2 pages4l40e 5l40e 5l50e A5s360r A5s390rtadeuNo ratings yet
- Kyocera TASKalfa 3050ci 3550ci 4550ci 5550ci Parts ListDocument83 pagesKyocera TASKalfa 3050ci 3550ci 4550ci 5550ci Parts Listdwina roche100% (1)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- NX Progressive Die WizardDocument4 pagesNX Progressive Die WizardNguyễn Thế Quang Dũng100% (1)
- Tutorial - Vane Pump Modeling in FLUENTDocument32 pagesTutorial - Vane Pump Modeling in FLUENTMohamed Osman AbdallaNo ratings yet
- Gearbox VT2412B: Design and FunctionDocument40 pagesGearbox VT2412B: Design and Functionlahcen boudaoud100% (2)
- Stress Analysis Spur Gear Design by Using Ansys Workbench PDFDocument3 pagesStress Analysis Spur Gear Design by Using Ansys Workbench PDFJai SharmaNo ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- Hydraulic Rod Bending MachineDocument14 pagesHydraulic Rod Bending Machinek.santhosh kumar50% (2)
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchDocument27 pagesDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- Design and Fabrication of Cycloidal Gear Box: A Project Report OnDocument25 pagesDesign and Fabrication of Cycloidal Gear Box: A Project Report OnAjay NishadNo ratings yet
- Gear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDocument1 pageGear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDhruv SutharNo ratings yet
- Module 1 MergedDocument209 pagesModule 1 MergedDivyansh JainNo ratings yet
- Design Considerations With Powder MetallurgyDocument15 pagesDesign Considerations With Powder MetallurgyTagaytayan MaritesNo ratings yet
- Reverse EngineeringDocument24 pagesReverse EngineeringAl Mutiry MuardNo ratings yet
- ME83691-Computer Aided Design and ManufacturingDocument15 pagesME83691-Computer Aided Design and Manufacturingraman thiru55No ratings yet
- Lecture 06 Grinding AMS Jan29 23Document69 pagesLecture 06 Grinding AMS Jan29 23QAQC GCCNo ratings yet
- Experiment No: 3: AIM: To Study About Flexible Manufacturing SystemDocument17 pagesExperiment No: 3: AIM: To Study About Flexible Manufacturing SystemHarshal HodarNo ratings yet
- Tseng 2004 Mechanism and Machine TheoryDocument15 pagesTseng 2004 Mechanism and Machine TheoryKhanh VqNo ratings yet
- Question Bank BTMEC601 Manufacturing Processes IIDocument14 pagesQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNo ratings yet
- Plant Layout DesignDocument4 pagesPlant Layout DesignSam SelinNo ratings yet
- Sudipta Nath: Materials EngineeringDocument19 pagesSudipta Nath: Materials EngineeringSudipta NathNo ratings yet
- Basic of Hobbing.Document71 pagesBasic of Hobbing.Himanshu MishraNo ratings yet
- TurningDocument6 pagesTurningShivshankar Singh0% (1)
- Forming Assessment Questions - SanfoundryDocument5 pagesForming Assessment Questions - SanfoundryrahmaNo ratings yet
- Lecture Notes Set 2 - Designing Mechatronic SystemsDocument14 pagesLecture Notes Set 2 - Designing Mechatronic SystemsMark AzzopardiNo ratings yet
- Student Copy-Manufacturing Process SelectionDocument49 pagesStudent Copy-Manufacturing Process SelectionAnishMendisNo ratings yet
- Durability Assessments of Motorcycle Handlebars Ken-Yuan Lin, 2005 XXXXXDocument25 pagesDurability Assessments of Motorcycle Handlebars Ken-Yuan Lin, 2005 XXXXXjaydeepnaruleNo ratings yet
- Design and Analysis of A Spur Gear With Composite Material IJERTV10IS040129Document13 pagesDesign and Analysis of A Spur Gear With Composite Material IJERTV10IS040129ahmadNo ratings yet
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Document87 pagesME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Me 2401 Mechatronics 1-5 Important QuestionsDocument4 pagesMe 2401 Mechatronics 1-5 Important QuestionsvasanthavananNo ratings yet
- Advanced Drivetrain AssignmentDocument16 pagesAdvanced Drivetrain AssignmentyogapostNo ratings yet
- Gear Shaving PresentationDocument45 pagesGear Shaving PresentationHimanshu MishraNo ratings yet
- Near Net Shape CastingDocument3 pagesNear Net Shape CastingNURNo ratings yet
- Failure Analysis of A Half Shaft of A Formula SAE Racing Car PDFDocument7 pagesFailure Analysis of A Half Shaft of A Formula SAE Racing Car PDFhayyanadmaNo ratings yet
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- Design and Fabrication of Spur Gear Cutting Attachment For Lathe MachineDocument10 pagesDesign and Fabrication of Spur Gear Cutting Attachment For Lathe MachineIJRASETPublicationsNo ratings yet
- Training ReportDocument34 pagesTraining ReportVarun AggarwalNo ratings yet
- c07 Catia v5r15 Transformation FeaturesDocument32 pagesc07 Catia v5r15 Transformation FeaturesNayefGhazaliNo ratings yet
- Technology of Machine Tools: Steady Rests, Follower Rests, and MandrelsDocument27 pagesTechnology of Machine Tools: Steady Rests, Follower Rests, and MandrelsAnibal DazaNo ratings yet
- Recycling and Filament Extruder For 3D Printer PresentationDocument30 pagesRecycling and Filament Extruder For 3D Printer PresentationRJ Munn100% (1)
- Me - 1 Gtu Cad/cam SyllabusDocument3 pagesMe - 1 Gtu Cad/cam SyllabusKumar BhattNo ratings yet
- Kisssoft Tut 009 E GearsizingDocument20 pagesKisssoft Tut 009 E GearsizingLuis TestaNo ratings yet
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- How To Model Helical Gears in ProE - Creo (Module)Document6 pagesHow To Model Helical Gears in ProE - Creo (Module)Rupesh ChitariNo ratings yet
- Classification of Machine ToolsDocument7 pagesClassification of Machine ToolsglisoNo ratings yet
- Knuckle Joints DesignDocument10 pagesKnuckle Joints DesignKvrd Prasad100% (1)
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDocument21 pagesJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuNo ratings yet
- MMAM (21ME54), Assignment-2., 2023-24Document1 pageMMAM (21ME54), Assignment-2., 2023-24pranamnathanielrajNo ratings yet
- Gear Skiving EvolutionDocument8 pagesGear Skiving EvolutionRuchira Chanda InduNo ratings yet
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- Power Skiving PDFDocument11 pagesPower Skiving PDFmadhavikNo ratings yet
- Efficycle 2018-Marketing Presentation FormatDocument4 pagesEfficycle 2018-Marketing Presentation FormatSimranpreet SinghNo ratings yet
- Bevel GearDocument28 pagesBevel Gearmahesh kitturNo ratings yet
- Representation of Flying ShearDocument25 pagesRepresentation of Flying ShearSwathi KondaNo ratings yet
- Design and Manufacturing of Special Purpose Machine For DrillingDocument4 pagesDesign and Manufacturing of Special Purpose Machine For DrillingInternational Journal of Innovative Science and Research Technology100% (1)
- Final - Thesis Pre Defence EditedDocument40 pagesFinal - Thesis Pre Defence EditedSoad SolaimanNo ratings yet
- PERTDocument16 pagesPERTSoad SolaimanNo ratings yet
- Earned Value Analysis - Lec Qawsar - IPE 415Document3 pagesEarned Value Analysis - Lec Qawsar - IPE 415Soad SolaimanNo ratings yet
- Leadership SlideDocument13 pagesLeadership SlideSoad SolaimanNo ratings yet
- Lecture 1 - Qawsar AliDocument9 pagesLecture 1 - Qawsar AliSoad SolaimanNo ratings yet
- Design of Bevel Gears Used in DifferentialDocument5 pagesDesign of Bevel Gears Used in Differentialप्रबुद्ध खिलाड़ीNo ratings yet
- Parts - Equipment REMEXIM OÜDocument12 pagesParts - Equipment REMEXIM OÜBOCHORIDISMEUROPARTSNo ratings yet
- Gearpro eDocument1 pageGearpro ealecandro_90No ratings yet
- DS Exercise Pack 04 Rev2Document4 pagesDS Exercise Pack 04 Rev2gluttonytahirNo ratings yet
- 2 Speed Rear Axle SpicerDocument51 pages2 Speed Rear Axle SpicerMario Jesus Pedraza CardenasNo ratings yet
- Blower Boost Chart For CatalogDocument1 pageBlower Boost Chart For Catalogwillker airesNo ratings yet
- Belts For US Trailer Range Upd050404Document2 pagesBelts For US Trailer Range Upd050404ОльгаNo ratings yet
- Design Projects For Students (Gear Box Design) (Ii)Document2 pagesDesign Projects For Students (Gear Box Design) (Ii)ethiomoney15No ratings yet
- Auto 4HP16 (0 30)Document31 pagesAuto 4HP16 (0 30)Jose David Huanca Taype67% (3)
- Gear 1Document9 pagesGear 1Ariyant CreativeNo ratings yet
- Belts Tables PDFDocument30 pagesBelts Tables PDFM Hamdy EladwyNo ratings yet
- ContiTech K-T GRMDocument118 pagesContiTech K-T GRMsalvador2meNo ratings yet
- Power Transmitting ElementsDocument20 pagesPower Transmitting ElementsAsma Khan100% (1)
- Materi Roda Gigi PayungDocument11 pagesMateri Roda Gigi PayungSteven WijayNo ratings yet
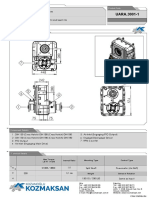
- UARA.3001-1 CatalogueDocument1 pageUARA.3001-1 CatalogueEslamAldenAbdoNo ratings yet
- Intro To Gears & Gear TrainsDocument20 pagesIntro To Gears & Gear TrainsBrettNo ratings yet
- Atsg Transmission F5a51 Technical ServiceDocument10 pagesAtsg Transmission F5a51 Technical Servicejamie100% (36)
- MV 4222 Automotive PowerTrain DesignDocument10 pagesMV 4222 Automotive PowerTrain DesignGetachew TikueNo ratings yet
- Belt DrivesDocument35 pagesBelt Drives222Gaurav AherNo ratings yet
- High Speed Gear: Quality Driven High Speed Gears For The WorldDocument5 pagesHigh Speed Gear: Quality Driven High Speed Gears For The WorldNur YantoNo ratings yet
- Drive Axle and Defferentials Institutional AssessmentDocument5 pagesDrive Axle and Defferentials Institutional AssessmentMarion ObongNo ratings yet
- 1985-Tooth Forms For HobsDocument2 pages1985-Tooth Forms For Hobsluis_dominguezeNo ratings yet
- Training Material DANA CalibrationDocument5 pagesTraining Material DANA CalibrationFauan S100% (1)
- Atc TRT2221 (Ver 00)Document43 pagesAtc TRT2221 (Ver 00)sandyNo ratings yet
- Poly V Pulleys, V-Pulleys & BeltsDocument44 pagesPoly V Pulleys, V-Pulleys & Beltshalder_kalyan9216No ratings yet
- Driving With EuroTronicDocument18 pagesDriving With EuroTronicBroCactus100% (2)
- S221 Transmission System Project ME3145Document20 pagesS221 Transmission System Project ME3145VIỆT LÊ BÁ QUỐCNo ratings yet