Download as pdf or txt
You might also like
- BS 1521-1972Document11 pagesBS 1521-1972nazgul85No ratings yet
- DevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsFrom EverandDevOps For Beginners: DevOps Software Development Method Guide For Software Developers and IT ProfessionalsNo ratings yet
- Production Cutover PlanningDocument38 pagesProduction Cutover Planningprasvis208100% (3)
- Spring and Spring Boot Interview Questions and Answers. Tech interviewer’s notesFrom EverandSpring and Spring Boot Interview Questions and Answers. Tech interviewer’s notesRating: 5 out of 5 stars5/5 (3)
- FM IS Standard 3615Document33 pagesFM IS Standard 3615SureshNo ratings yet
- Motor Whittle V8 PDFDocument39 pagesMotor Whittle V8 PDFBorralla Cinza100% (1)
- Lab 18Document5 pagesLab 18Fazool FarighNo ratings yet
- Usman $razaDocument2 pagesUsman $razaahmad imranNo ratings yet
- Infowave OOAD 01 BestPracticesDocument4 pagesInfowave OOAD 01 BestPracticesRabindra AcharyaNo ratings yet
- Lab 6Document5 pagesLab 6Fazool FarighNo ratings yet
- BACKFIT RCM Tri-Fold - MSCDocument2 pagesBACKFIT RCM Tri-Fold - MSCAmar Saadi100% (1)
- Goal Setting For Year 2017-18: Mouseover The Column Headers For InstructionsDocument10 pagesGoal Setting For Year 2017-18: Mouseover The Column Headers For InstructionschitragupteNo ratings yet
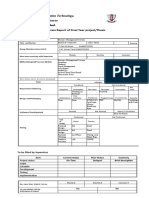
- Progress Report FypDocument1 pageProgress Report Fypmuhammad17374No ratings yet
- Dpaeg Company Listing 1 Dec 23Document2 pagesDpaeg Company Listing 1 Dec 23Austin GohNo ratings yet
- Complex Engineering Assignemt Power Plant Session 2017Document2 pagesComplex Engineering Assignemt Power Plant Session 2017vj kumar100% (2)
- 04b.wo - CNH Book of Knowledge - STEP2 - Rev03Document184 pages04b.wo - CNH Book of Knowledge - STEP2 - Rev03osakaNo ratings yet
- Business Process Management INMT5504: Week 1 Introduction DR Nick LetchDocument28 pagesBusiness Process Management INMT5504: Week 1 Introduction DR Nick LetchBiqi WongNo ratings yet
- Assessment 2 Brief: Assessment Individual/Group Length Learning OutcomesDocument7 pagesAssessment 2 Brief: Assessment Individual/Group Length Learning OutcomesJack BijarNo ratings yet
- Assignment DescriptionDocument5 pagesAssignment DescriptionSeemab KanwalNo ratings yet
- Lab 13Document5 pagesLab 13Fazool FarighNo ratings yet
- Project: Individual: Duration: 4 Weeks Weightage: 20%Document2 pagesProject: Individual: Duration: 4 Weeks Weightage: 20%guraNo ratings yet
- 63204b31518a9 WEB 3.0 CASE CHAIN ROUND 2Document14 pages63204b31518a9 WEB 3.0 CASE CHAIN ROUND 2Shinde Chaitanya Sharad C-DOT 5688No ratings yet
- Three-Module Framework For Automated Software TestingDocument4 pagesThree-Module Framework For Automated Software TestingMushlih RidhoNo ratings yet
- 4 How To Build Agent Based ModelsDocument53 pages4 How To Build Agent Based ModelsCao MarshallNo ratings yet
- Topic 1Document15 pagesTopic 1afiqahNo ratings yet
- Cavite State University: Tanza CampusDocument2 pagesCavite State University: Tanza CampusJhon Rhey CabañasNo ratings yet
- Objective: Deepak Chanana (Senior Lead Consultant)Document10 pagesObjective: Deepak Chanana (Senior Lead Consultant)ankit sharmaNo ratings yet
- CNHi - WO Bok Step7 Rev1Document81 pagesCNHi - WO Bok Step7 Rev1rohitNo ratings yet
- Bsee21028 Lab07Document6 pagesBsee21028 Lab07Sumama Bin RiazNo ratings yet
- Software Testing: ER/CORP/CRS/SE04/003 E&R Infosys 1Document85 pagesSoftware Testing: ER/CORP/CRS/SE04/003 E&R Infosys 1Sheetal GiriyaNo ratings yet
- Automatically Authoring Regression Tests For Machine-Learning Based SystemsDocument10 pagesAutomatically Authoring Regression Tests For Machine-Learning Based Systemssharath ravindranNo ratings yet
- DevOps - Maturity Model - 3 - 10 - 14Document24 pagesDevOps - Maturity Model - 3 - 10 - 14Jayaraman RamdasNo ratings yet
- Executing and Debugging InterfacesDocument24 pagesExecuting and Debugging InterfacesHuong Nguyen HuuNo ratings yet
- Maintenance and Reliability KPI Dashboards: Overall Equipment EffectivenessDocument5 pagesMaintenance and Reliability KPI Dashboards: Overall Equipment EffectivenessKelvin Smith Alvarez GarateNo ratings yet
- Celdas de ManufacturaDocument5 pagesCeldas de ManufacturaAna KarenNo ratings yet
- Team TaskDocument2 pagesTeam Taskpece.o.rodiceNo ratings yet
- Installation and CommisioningDocument9 pagesInstallation and CommisioninghasanNo ratings yet
- Dela Fuente - TRBDocument10 pagesDela Fuente - TRBponzquiapo0705No ratings yet
- 03 - Engineering Processes-V2.2Document35 pages03 - Engineering Processes-V2.2avesh ansariNo ratings yet
- Operation Analysis Sheet: Determine and Describe Details of Analysis ActionDocument11 pagesOperation Analysis Sheet: Determine and Describe Details of Analysis Actiontcalhoun1285100% (3)
- Testing-PPT-1-Fundamentals of Testing - Part-2Document12 pagesTesting-PPT-1-Fundamentals of Testing - Part-2NagfaceNo ratings yet
- Robot Rubric - 0Document1 pageRobot Rubric - 0Vj L AnunshadowNo ratings yet
- Conventional ToolingDocument108 pagesConventional Toolingreginaldo joseNo ratings yet
- Turtle Diagram (Process Mapping) - ContohDocument3 pagesTurtle Diagram (Process Mapping) - Contohjefry sitorusNo ratings yet
- Actividad 2 Análisis de ProcesosDocument9 pagesActividad 2 Análisis de ProcesosAndres CastellanosNo ratings yet
- Commerce Department SESSION: 2 2021/2022 Dpa10023-Computer Application in Accounting Laboratory Exercise 3 (5%)Document5 pagesCommerce Department SESSION: 2 2021/2022 Dpa10023-Computer Application in Accounting Laboratory Exercise 3 (5%)faza7672No ratings yet
- Preventive Maintenance Maturity MatrixDocument2 pagesPreventive Maintenance Maturity MatrixGustavo Gustavo100% (3)
- SENS Sponsor Project Update FInalDocument27 pagesSENS Sponsor Project Update FInalTristan KevinNo ratings yet
- Presentasion ON: Examination Activities Management SystemDocument34 pagesPresentasion ON: Examination Activities Management SystemMansa SinghNo ratings yet
- CE100L - Lab Task 2A - Week 2Document4 pagesCE100L - Lab Task 2A - Week 2Nadir AbbasNo ratings yet
- Jenkins CJE Exam Prep SheetDocument8 pagesJenkins CJE Exam Prep SheetRpl MarseilleNo ratings yet
- Software EngineeringDocument9 pagesSoftware EngineeringNishtha SinghNo ratings yet
- Scope of Operations: From: Date Prepared or Revised: ToDocument18 pagesScope of Operations: From: Date Prepared or Revised: ToBalaji SNo ratings yet
- Cost ComparisionDocument1 pageCost ComparisionnecsolutionsusaNo ratings yet
- adm_reference_architecture_documentationDocument1 pageadm_reference_architecture_documentationDushyantChaudhryNo ratings yet
- Handbook of Improving Performance in the Workplace, The Handbook of Selecting and Implementing Performance InterventionsFrom EverandHandbook of Improving Performance in the Workplace, The Handbook of Selecting and Implementing Performance InterventionsNo ratings yet
- Developing Web Applications with Visual Basic.NET and ASP.NETFrom EverandDeveloping Web Applications with Visual Basic.NET and ASP.NETNo ratings yet
- Hyundai Motor CompanyDocument39 pagesHyundai Motor Companyvishnu0751No ratings yet
- JICA - Kaizen Handbook MainDocument105 pagesJICA - Kaizen Handbook MainMarco Antonio Figueroa RamírezNo ratings yet
- Midas: Mobile Insulation Diagnosis & Analysing SystemDocument6 pagesMidas: Mobile Insulation Diagnosis & Analysing SystemAriel Leandro Toro MuñozNo ratings yet
- EclatDocument24 pagesEclatMade TokeNo ratings yet
- RDBMS Course MaterialDocument281 pagesRDBMS Course MaterialGopalan RamakrishnanNo ratings yet
- Orig UAP Docs 200-208Document85 pagesOrig UAP Docs 200-208Mary Mae JeremiasNo ratings yet
- Fluid and Filter: Change RecommendationsDocument8 pagesFluid and Filter: Change RecommendationsJIMJEO100% (2)
- Unscrupulousness by BEL & SPIC DRDODocument4 pagesUnscrupulousness by BEL & SPIC DRDONathaniel Ware100% (1)
- Data PreparationDocument28 pagesData PreparationnaveengargnsNo ratings yet
- Mte April2011webDocument23 pagesMte April2011webb_b_yNo ratings yet
- PfhomologationDocument31 pagesPfhomologationibrahime mohammedNo ratings yet
- Transportation Problem: A Network Model and Linear Programming FormulationDocument22 pagesTransportation Problem: A Network Model and Linear Programming FormulationVinaySingh100% (1)
- Robotics and MechatronicsDocument311 pagesRobotics and MechatronicsAdrian David88% (8)
- Mb0032 Operation ResearchDocument11 pagesMb0032 Operation Researchrajivkunal100% (1)
- Catalogo Ricambi Liste de Pieces Parts Manual ErsatzteillisteDocument156 pagesCatalogo Ricambi Liste de Pieces Parts Manual ErsatzteillistealexNo ratings yet
- Ramprabhu M: No:14/8 1 Street, Annaisathya Nagar, Nesapakkam, Chennai - 600078 Phone: 091-7200189388Document4 pagesRamprabhu M: No:14/8 1 Street, Annaisathya Nagar, Nesapakkam, Chennai - 600078 Phone: 091-7200189388RAMPRABHU MANOHARANNo ratings yet
- Indorub ProjectDocument76 pagesIndorub ProjectgoswamiphotostatNo ratings yet
- Cheemlok 5151Document2 pagesCheemlok 5151madumaxNo ratings yet
- Implementation of Lin Protocol For Automotive Applications Using PicDocument3 pagesImplementation of Lin Protocol For Automotive Applications Using PicSalim MalickNo ratings yet
- Introduction To Chemical Process Design EngineeringDocument4 pagesIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- E Business Website: A Case Study of ASOSDocument4 pagesE Business Website: A Case Study of ASOSPatty NutnichaNo ratings yet
- Romaco DB Macofar Micro-ENDocument2 pagesRomaco DB Macofar Micro-ENDwi Cahyo KusumoNo ratings yet
- AhlDocument25 pagesAhlHassaan DarNo ratings yet
- IT CompaniesDocument57 pagesIT CompaniesMahmoud MansourNo ratings yet
- A Case Study in IT Audit's Program Risk Management Role On A Large-Scale System ImplementationDocument4 pagesA Case Study in IT Audit's Program Risk Management Role On A Large-Scale System ImplementationkjheiinNo ratings yet
- Customer SatisfactionDocument112 pagesCustomer Satisfactionyogesh kothariNo ratings yet