Download as pdf or txt
You might also like
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Ens0211 PDFDocument37 pagesEns0211 PDFRosso50% (2)
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Document1 pageWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNo ratings yet
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Document2 pagesWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNo ratings yet
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Document6 pagesWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNo ratings yet
- WPS Final PLATE 13062018 RevisedDocument8 pagesWPS Final PLATE 13062018 RevisedPradip GhoshNo ratings yet
- Welder'S Qualification Test Certificate: (As Per Asme Sec Ix)Document2 pagesWelder'S Qualification Test Certificate: (As Per Asme Sec Ix)vijay100% (1)
- WPQ-105-15 GMAW 3G Wilmer MolinaDocument1 pageWPQ-105-15 GMAW 3G Wilmer MolinaDiego Alexander Rueda OlaveNo ratings yet
- Gulf Coast Welding Corp. Houston, Texas Orp.: Qw-483 Procedure Qualification RecordDocument2 pagesGulf Coast Welding Corp. Houston, Texas Orp.: Qw-483 Procedure Qualification RecordCubzlookNo ratings yet
- Welder Performance Qualifications (WPQ) (ASME Boiler and Pressure Vessel Code)Document1 pageWelder Performance Qualifications (WPQ) (ASME Boiler and Pressure Vessel Code)Edinson Herrera VasquezNo ratings yet
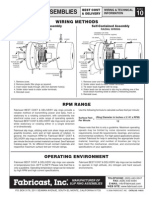
- Slip Ring Assemblies: Wiring MethodsDocument1 pageSlip Ring Assemblies: Wiring MethodsSatadal DashNo ratings yet
- Wpq-105-03 Gmaw 3g Jose A. RivasDocument1 pageWpq-105-03 Gmaw 3g Jose A. RivasDiego Alexander Rueda OlaveNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Wps PQR Welder Qualification Certification ConsultancyDocument2 pagesWps PQR Welder Qualification Certification ConsultancyEmam SayedNo ratings yet
- WPQ-105-26 GMAW 3G JORGE GONGORA. Ref - 4768Document1 pageWPQ-105-26 GMAW 3G JORGE GONGORA. Ref - 4768Diego Alexander Rueda OlaveNo ratings yet
- Wpq-105-21 Gmaw 3g Omar Steveen Sanchez. Ref - 2812Document1 pageWpq-105-21 Gmaw 3g Omar Steveen Sanchez. Ref - 2812Diego Alexander Rueda OlaveNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- Acfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Document6 pagesAcfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Daniel CamposNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- WPS PQR XLSXDocument4 pagesWPS PQR XLSXMd Sahabul IslamNo ratings yet
- WPQ 006Document1 pageWPQ 006vinuNo ratings yet
- PT - SAE WPS PQR - MIGAS (PGDP) - Unlocked-2Document16 pagesPT - SAE WPS PQR - MIGAS (PGDP) - Unlocked-2Batara SinagaNo ratings yet
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
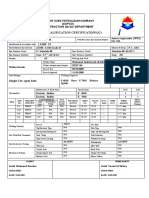
- Welder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentDocument1 pageWelder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentMohamad ShafeyNo ratings yet
- WPS Astm - A 53Document2 pagesWPS Astm - A 53S. K. M. ShujonNo ratings yet
- Wpq-105-25 Gmaw 3g Felipe Hurtado. Ref - 3247Document1 pageWpq-105-25 Gmaw 3g Felipe Hurtado. Ref - 3247Diego Alexander Rueda OlaveNo ratings yet
- Wps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationDocument5 pagesWps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationAmit ChapagainNo ratings yet
- Graycor WPS 19 SampleDocument5 pagesGraycor WPS 19 SampleRaul SebastiamNo ratings yet
- Registro de Calificacion Del Procedimiento (PQR) : JOINTS (QW-402)Document2 pagesRegistro de Calificacion Del Procedimiento (PQR) : JOINTS (QW-402)Anonymous Xa5rkMZm9ZNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Qw-483 Suggested Format For Welding Procedure Qualification Records (PQR)Document4 pagesQw-483 Suggested Format For Welding Procedure Qualification Records (PQR)aliNo ratings yet
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Document1 pageWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- WPQ Asme IxDocument1 pageWPQ Asme IxEDEN GONZALEZNo ratings yet
- W15 001S ASME Ahmad TermiziDocument1 pageW15 001S ASME Ahmad TermiziHoJienHauNo ratings yet
- PQR - 1Document1 pagePQR - 1janardan.sfeNo ratings yet
- Case Study - Welder WPQ - 2Document6 pagesCase Study - Welder WPQ - 2MOHAMED SALEH ABDALLAH ARAFATNo ratings yet
- Appl Up Po - AllDocument11 pagesAppl Up Po - AllSwanand AtreNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Wps PQR PipexlsxDocument190 pagesWps PQR PipexlsxIshwarNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- ER89-187-2 CL 9002 VacDocument1 pageER89-187-2 CL 9002 VacGabriel VejarNo ratings yet
- Smaw PQR FinalDocument3 pagesSmaw PQR Finalsheikmoin100% (1)
- Format WPQDocument2 pagesFormat WPQAkash Singh TomarNo ratings yet
- 3.ofis-W-39 - Ofis-Wps-02aDocument3 pages3.ofis-W-39 - Ofis-Wps-02aanandNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- Submittal Data Information: KV Series Vertical Close Coupled PumpsDocument3 pagesSubmittal Data Information: KV Series Vertical Close Coupled PumpsSneyder MontoyaNo ratings yet
- Catalogo Interuptor 220 KVDocument2 pagesCatalogo Interuptor 220 KVRommel Augusto Arnica AguedoNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Gtaw - Inox - 6g Julio Arriagada Gallegos Constructora Laja Mayo 2023Document1 pageGtaw - Inox - 6g Julio Arriagada Gallegos Constructora Laja Mayo 2023elevacerchileNo ratings yet
- Fillet Inspection SheetDocument2 pagesFillet Inspection SheetShankey JAlanNo ratings yet
- GF 4, GF 6 (Avm/Mvm) : Pipe Cutting MachinesDocument2 pagesGF 4, GF 6 (Avm/Mvm) : Pipe Cutting MachinesksracingNo ratings yet
- Joint (QW-402)Document3 pagesJoint (QW-402)Satyaprakash RayNo ratings yet
- Welder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentDocument1 pageWelder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentMohamad ShafeyNo ratings yet
- Viking Oil Pump 495 SeriesDocument2 pagesViking Oil Pump 495 SeriesIkhwanEfendiNo ratings yet
- Grinding Aids For High Performance Cements: M.Magistri, P.Recchi, Mapei Spa, Milan, ItalyDocument7 pagesGrinding Aids For High Performance Cements: M.Magistri, P.Recchi, Mapei Spa, Milan, Italyimsurender87No ratings yet
- Welder Diameter Limitation ASME SEC IXDocument1 pageWelder Diameter Limitation ASME SEC IXkumarNo ratings yet
- CH 7 Weld ProcessesDocument62 pagesCH 7 Weld Processesho1971No ratings yet
- Desmi Pumps SparesDocument174 pagesDesmi Pumps SparesThomas Irwin DsouzaNo ratings yet
- Is 1364 Part 2 or ISO 4017Document19 pagesIs 1364 Part 2 or ISO 4017santhosh kumarNo ratings yet
- Chapter 7 - (Bolted Connections)Document52 pagesChapter 7 - (Bolted Connections)TobiNo ratings yet
- Welding and Allied ProcessesDocument48 pagesWelding and Allied ProcessesFarazAhmed100% (1)
- Hydraulics - BypassDocument3 pagesHydraulics - BypassLeandro SalNo ratings yet
- WPQR Status Register For EPS ProjectDocument3 pagesWPQR Status Register For EPS ProjectIlkin hasanovNo ratings yet
- Omron CablesDocument13 pagesOmron CablesRogelio FelixNo ratings yet
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Document4 pagesWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215No ratings yet
- Welder Worksheet - ASME - SMAW - 6GDocument2 pagesWelder Worksheet - ASME - SMAW - 6GKarim ZahranNo ratings yet
- Radiographic Film Interpretation of WeldsDocument193 pagesRadiographic Film Interpretation of WeldskenNo ratings yet
- Answers Drawing BDocument9 pagesAnswers Drawing Bharoub_nasNo ratings yet
- File D85ess 2Document2 pagesFile D85ess 2andi yusufNo ratings yet
- V Yank.. Rav .1 Ni: Ay Av& An - Aiwa WM% Yavat VatDocument2 pagesV Yank.. Rav .1 Ni: Ay Av& An - Aiwa WM% Yavat Vatxuan anhNo ratings yet
- Research Paper On Tig Welding PDFDocument4 pagesResearch Paper On Tig Welding PDFafeaqzhna100% (1)
- Welding Processes - Chapter 31Document109 pagesWelding Processes - Chapter 31xharpreetx100% (1)
- Reparacion Deutsch HD y DT Sehs9615Document17 pagesReparacion Deutsch HD y DT Sehs9615polish22No ratings yet
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument11 pagesWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- 04 - Testing Cables and Breakout BoxesDocument38 pages04 - Testing Cables and Breakout BoxesThang TongNo ratings yet
- RH Shaker Plate, Supports, Bearings (Optimized Shakers)Document2 pagesRH Shaker Plate, Supports, Bearings (Optimized Shakers)TOny OlivenciaNo ratings yet
- DMC Crimp Dies For A Full Range of CapabilitiesDocument8 pagesDMC Crimp Dies For A Full Range of Capabilitiesken liNo ratings yet
- BTS3902E WCDMA Quick Installation Guide (01) (PDF) - enDocument16 pagesBTS3902E WCDMA Quick Installation Guide (01) (PDF) - enhungpn84100% (1)
- Spot WeldDocument8 pagesSpot Weld0502raviNo ratings yet
- Welding Consumables Request Card: Client LogoDocument1 pageWelding Consumables Request Card: Client LogoZaidiNo ratings yet
- Eclipse CrimpersDocument13 pagesEclipse CrimperstessellationcaNo ratings yet
- Bolt Din 933-Iso 4017Document2 pagesBolt Din 933-Iso 4017Ramzi BEN AHMEDNo ratings yet
- Spare Part ListDocument236 pagesSpare Part ListYusif MəmmədovNo ratings yet