Download as pdf or txt
You might also like
- National Building Code Part8Document5 pagesNational Building Code Part8Sema Jain50% (2)
- Course Caterpillar 3408 3412 3126b Heui Engines Components Oil Flow System IDocument24 pagesCourse Caterpillar 3408 3412 3126b Heui Engines Components Oil Flow System IX'mix ĐreamerNo ratings yet
- Controlling LOI From Coal Reburning in A Coal-Fired Boiler: Hou-Peng Wan, Chyh-Sen Yang, B.R. Adams, S.L. ChenDocument7 pagesControlling LOI From Coal Reburning in A Coal-Fired Boiler: Hou-Peng Wan, Chyh-Sen Yang, B.R. Adams, S.L. ChenJayanath Nuwan SameeraNo ratings yet
- Experimental and Numerical Study On CO2 Absorption Mass TransferDocument13 pagesExperimental and Numerical Study On CO2 Absorption Mass TransferIrvinSerranoJNo ratings yet
- Water Supply EngineeringDocument2 pagesWater Supply Engineeringprashmce0% (1)
- Energy: William X. Meng, Subhodeep Banerjee, Xiao Zhang, Ramesh K. AgarwalDocument9 pagesEnergy: William X. Meng, Subhodeep Banerjee, Xiao Zhang, Ramesh K. AgarwalThanapat WanotayarojNo ratings yet
- 1 s2.0 S0016236113011277 Main PDFDocument17 pages1 s2.0 S0016236113011277 Main PDFFares EhabNo ratings yet
- Energy: Carlo Carcasci, Riccardo Ferraro, Edoardo MiliottiDocument10 pagesEnergy: Carlo Carcasci, Riccardo Ferraro, Edoardo MiliottipuNo ratings yet
- Starkloff Et Al. - 2016 - Investigation Into Gas Dynamics in An Oxyfuel CoalDocument9 pagesStarkloff Et Al. - 2016 - Investigation Into Gas Dynamics in An Oxyfuel CoalZhouNo ratings yet
- Applied Energy: Medhat A. Nemitallah, Mohamed A. HabibDocument15 pagesApplied Energy: Medhat A. Nemitallah, Mohamed A. HabibsoroushNo ratings yet
- Analysis of Hot Spots in Boilers of Organic Rankine Cycle Units During Transient Operation A. BenatoDocument13 pagesAnalysis of Hot Spots in Boilers of Organic Rankine Cycle Units During Transient Operation A. BenatoMarcus BaltesNo ratings yet
- Zhu Et Al. - 2023 - Dynamic Modeling and Comprehensive Analysis of DirDocument17 pagesZhu Et Al. - 2023 - Dynamic Modeling and Comprehensive Analysis of DirZhouNo ratings yet
- Fluidised ParticlesDocument17 pagesFluidised ParticlesBelen CRNo ratings yet
- 1 s2.0 S1750583621001997 MainDocument15 pages1 s2.0 S1750583621001997 MainAbdul ZahirNo ratings yet
- Sciencedirect: A B A A C D E ADocument17 pagesSciencedirect: A B A A C D E AsoroushNo ratings yet
- Enhancing CO2 Conversion With Plasma Reactors in Series andDocument23 pagesEnhancing CO2 Conversion With Plasma Reactors in Series andShivaNatarajNo ratings yet
- Experiences From Oxy Fuel Combustion of Bituminous Coal in A 150 KWTH Circulating Fluidized Bed Pilot FacilityDocument7 pagesExperiences From Oxy Fuel Combustion of Bituminous Coal in A 150 KWTH Circulating Fluidized Bed Pilot FacilityjdfhakfdNo ratings yet
- Paper Cement PDFDocument8 pagesPaper Cement PDFAnonymous N3LpAXNo ratings yet
- Applied Thermal Engineering: P. Regulagadda, I. Dincer, G.F. NatererDocument7 pagesApplied Thermal Engineering: P. Regulagadda, I. Dincer, G.F. Natererjhugo_mirandaNo ratings yet
- Energy Conversion and ManagementDocument9 pagesEnergy Conversion and ManagementAbeer El ShahawyNo ratings yet
- 1 s2.0 S001793101631047X Main PDFDocument11 pages1 s2.0 S001793101631047X Main PDFVlad MarţianNo ratings yet
- Steam Assisted Temperature Swing Adsorption For Carbon CaptureDocument16 pagesSteam Assisted Temperature Swing Adsorption For Carbon CaptureAngel RumboNo ratings yet
- Simulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel CellsDocument18 pagesSimulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel Cellswww.beatricechongNo ratings yet
- Thermal ManagementDocument15 pagesThermal ManagementKiran JojiNo ratings yet
- Tariq ShamimDocument13 pagesTariq ShamimAzharuddin Ehtesham FarooquiNo ratings yet
- Audai Hussein Al-Abbas, Jamal Naser, Emad Kamil Hussein: Sciverse SciencedirectDocument11 pagesAudai Hussein Al-Abbas, Jamal Naser, Emad Kamil Hussein: Sciverse SciencedirectSwar SwarraditNo ratings yet
- 1 s2.0 S0016236112009532 Main PDFDocument11 pages1 s2.0 S0016236112009532 Main PDFSwar SwarraditNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- Thermal Management of A Sabatier Reactor For CO 2 Conversion Into CH4 - Simulation-Based AnalysisDocument15 pagesThermal Management of A Sabatier Reactor For CO 2 Conversion Into CH4 - Simulation-Based AnalysisBudi PriswantoNo ratings yet
- The Usability and Limits of The Steady Flamelet Approach in Oxy-Fuel CombustionsDocument13 pagesThe Usability and Limits of The Steady Flamelet Approach in Oxy-Fuel CombustionsCehanNo ratings yet
- Han 2018Document7 pagesHan 2018yoga aryatamaNo ratings yet
- Cipiti 2009Document8 pagesCipiti 2009Engr Anees AhmadNo ratings yet
- Sadeghi 2020 AnalisisDocument11 pagesSadeghi 2020 AnalisisAdrián Lume HuayllaniNo ratings yet
- Thermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage EjectorDocument11 pagesThermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage Ejectorjose baenaNo ratings yet
- Separation and Purification Technology: Wenjuan Sun, Xuewen Cao, Wen Yang, Xuetang JinDocument12 pagesSeparation and Purification Technology: Wenjuan Sun, Xuewen Cao, Wen Yang, Xuetang Jinait hssainNo ratings yet
- J Energy 2016 11 116Document12 pagesJ Energy 2016 11 116Alifiandi LaksanaNo ratings yet
- Energy Conversion and Management: SciencedirectDocument18 pagesEnergy Conversion and Management: Sciencedirectmohammad ravanbakhshNo ratings yet
- Iloeje 2018Document12 pagesIloeje 2018¡SrDanecMxNo ratings yet
- Electrical Swing AdsorptionDocument8 pagesElectrical Swing AdsorptionGiuseppe PezzellaNo ratings yet
- HTPRDocument11 pagesHTPRDiego MaportiNo ratings yet
- Calautit 2013Document16 pagesCalautit 2013abdellaoui.mabrouka abdellaoui.mabroukaNo ratings yet
- Art. 2 AdelantoDocument14 pagesArt. 2 AdelantoYuliiana HernandezNo ratings yet
- Modelling of ReformerDocument11 pagesModelling of ReformerTaniadi SuriaNo ratings yet
- Chemical Engineering Journal: Michael Patrascu, Moshe SheintuchDocument13 pagesChemical Engineering Journal: Michael Patrascu, Moshe Sheintuchfatemeh najafiNo ratings yet
- 2015 - O Joneydi Shariatzadeh - Modelingandoptimizationofanovelsolarchimneycogener (Retrieved 2019-10-30)Document10 pages2015 - O Joneydi Shariatzadeh - Modelingandoptimizationofanovelsolarchimneycogener (Retrieved 2019-10-30)Min YikaiNo ratings yet
- 1 s2.0 S0196890422000577 MainDocument12 pages1 s2.0 S0196890422000577 MainStephen WilleeNo ratings yet
- Fixed Bed Adsorption of CO H Mixtures On Activated Carbon: Experiments and ModelingDocument19 pagesFixed Bed Adsorption of CO H Mixtures On Activated Carbon: Experiments and ModelingSaba GheniNo ratings yet
- Revisión Del Rendimiento Dinámico y Estrategia de Control Del Ciclo Brayton de CO2 SupercríticoDocument28 pagesRevisión Del Rendimiento Dinámico y Estrategia de Control Del Ciclo Brayton de CO2 SupercríticoAlfred Rua VasquezNo ratings yet
- A New Process Splitting Analytical Method For The Coal Based Allam - 2023 - EneDocument11 pagesA New Process Splitting Analytical Method For The Coal Based Allam - 2023 - EneVEDER MIGUEL TORRES BENITESNo ratings yet
- 1 s2.0 S259017452200023X MainDocument13 pages1 s2.0 S259017452200023X Mainjolugoto1991No ratings yet
- Economic Evaaluation of Kinetic Based Copper Chorine Thermochemical Cycle PlantDocument9 pagesEconomic Evaaluation of Kinetic Based Copper Chorine Thermochemical Cycle Plantbarsha2sweetNo ratings yet
- Applied Energy: Sheng Shang, Xianting Li, Wei Chen, Baolong Wang, Wenxing ShiDocument11 pagesApplied Energy: Sheng Shang, Xianting Li, Wei Chen, Baolong Wang, Wenxing Shioctober monthNo ratings yet
- Exothermic Oxidation: Carbon Capture From Power GenerationDocument12 pagesExothermic Oxidation: Carbon Capture From Power GenerationDaniel GuerraNo ratings yet
- Energy Conversion and ManagementDocument16 pagesEnergy Conversion and ManagementKátia Sofia GomesNo ratings yet
- Conversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentDocument10 pagesConversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentRoberto Macias NNo ratings yet
- Zhu 2016Document11 pagesZhu 2016Azharuddin_kfupmNo ratings yet
- Fig - He - 14 - A Novel Process For Small-Scale Pipeline Natural Gas LiquefactionDocument8 pagesFig - He - 14 - A Novel Process For Small-Scale Pipeline Natural Gas LiquefactionRohit Kumar PandeyNo ratings yet
- Reff5 PDFDocument5 pagesReff5 PDFJuneeNo ratings yet
- 2018 05 14 SCO2 Cycle For CoalFiredPowerGeneration With PCC V1Document33 pages2018 05 14 SCO2 Cycle For CoalFiredPowerGeneration With PCC V1Olumayegun OlumideNo ratings yet
- Peksen2009 (Conservation)Document12 pagesPeksen2009 (Conservation)Faris HamidiNo ratings yet
- Analysis and Optimization of Cascade Rankine Cycle For Liquefied N - 2013 - EnerDocument17 pagesAnalysis and Optimization of Cascade Rankine Cycle For Liquefied N - 2013 - EnerSyed Jiaul HoqueNo ratings yet
- 1 s2.0 S2451904918304050 MainDocument9 pages1 s2.0 S2451904918304050 MainJonathan TupizaNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Techno-Economic Assessment of Membrane-Assisted Gas Switching Reforming For Pure H2 Production With CO2 CaptureDocument12 pagesTechno-Economic Assessment of Membrane-Assisted Gas Switching Reforming For Pure H2 Production With CO2 CaptureDaniel Z JucaNo ratings yet
- Techno-Economic Analysis of Processes With Integration of Fluidized Bed Heat Exchangers For H2 Production e Part 2 - Chemical-Looping CombustionDocument21 pagesTechno-Economic Analysis of Processes With Integration of Fluidized Bed Heat Exchangers For H2 Production e Part 2 - Chemical-Looping CombustionDaniel Z JucaNo ratings yet
- Chemical Engineering Science: Aitor Ochoa, Álvaro Ibarra, Javier Bilbao, José M. Arandes, Pedro CastañoDocument12 pagesChemical Engineering Science: Aitor Ochoa, Álvaro Ibarra, Javier Bilbao, José M. Arandes, Pedro CastañoDaniel Z JucaNo ratings yet
- Upper Dilute Zone in Fluidized BedsDocument44 pagesUpper Dilute Zone in Fluidized BedsDaniel Z JucaNo ratings yet
- 3D Numerical Simulation of A Large Scale MTO Fluidized Bed ReactorDocument11 pages3D Numerical Simulation of A Large Scale MTO Fluidized Bed ReactorDaniel Z JucaNo ratings yet
- Modeling E Ffects of Operating Conditions On Biomass Fast Pyrolysis in Bubbling Fluidized Bed ReactorsDocument9 pagesModeling E Ffects of Operating Conditions On Biomass Fast Pyrolysis in Bubbling Fluidized Bed ReactorsDaniel Z JucaNo ratings yet
- Sciencedirect: Attitudes of Undergraduate Students To The Use of Ict in EducationDocument7 pagesSciencedirect: Attitudes of Undergraduate Students To The Use of Ict in EducationDaniel Z JucaNo ratings yet
- Microprocessors and Microsystems: Qian GaoDocument8 pagesMicroprocessors and Microsystems: Qian GaoDaniel Z JucaNo ratings yet
- Computers & Education: Alexander W. Wiseman, Emily AndersonDocument12 pagesComputers & Education: Alexander W. Wiseman, Emily AndersonDaniel Z JucaNo ratings yet
- Journal of Natural Gas Science and Engineering: Yuefa Wang, Zhongxi Chao, Hugo A. JakobsenDocument9 pagesJournal of Natural Gas Science and Engineering: Yuefa Wang, Zhongxi Chao, Hugo A. JakobsenDaniel Z JucaNo ratings yet
- Telematics and Informatics: Dongsuk Kang, Min Jae ParkDocument13 pagesTelematics and Informatics: Dongsuk Kang, Min Jae ParkDaniel Z JucaNo ratings yet
- Research of Ict Literacy Education in The Czech Republic: Vladimír Rambousek, Jiĝí Štípek, Radka WildováDocument7 pagesResearch of Ict Literacy Education in The Czech Republic: Vladimír Rambousek, Jiĝí Štípek, Radka WildováDaniel Z JucaNo ratings yet
- Children and Youth Services Review: Hau-Lin Tam, Angus Yuk-Fung Chan, Oscar Long-Hin LaiDocument14 pagesChildren and Youth Services Review: Hau-Lin Tam, Angus Yuk-Fung Chan, Oscar Long-Hin LaiDaniel Z JucaNo ratings yet
- Crosby Pressure Relief Valve Engineering HandbookDocument93 pagesCrosby Pressure Relief Valve Engineering HandbookPetdeptub100% (1)
- SP200 PDFDocument8 pagesSP200 PDFalyNo ratings yet
- 18.2 Simpliste DUSABE (6008201014)Document10 pages18.2 Simpliste DUSABE (6008201014)Amelia SafitriNo ratings yet
- Nsce 40-125-55Document3 pagesNsce 40-125-55Edmund BritanicoNo ratings yet
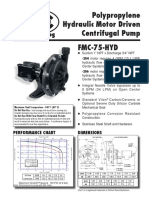
- Polypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsDocument2 pagesPolypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsIlson FariasNo ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Lecture - 1Document17 pagesLecture - 1Tadele BekeleNo ratings yet
- Perhitungan Sistem Bilga Di KapalDocument63 pagesPerhitungan Sistem Bilga Di KapalNatalia Dea KartikaNo ratings yet
- MT Lab Mini Project Groups - 3!2!2022Document6 pagesMT Lab Mini Project Groups - 3!2!2022Pavan ChinnaNo ratings yet
- Ce353 Part 3 HydrologyDocument24 pagesCe353 Part 3 HydrologyAnnie TheExplorerNo ratings yet
- 3.0-Load Data Summary For Cpau 11-IfcDocument33 pages3.0-Load Data Summary For Cpau 11-IfcPhani Krishna BadipatiNo ratings yet
- Models - Cfd.bimetallic Strip FsiDocument18 pagesModels - Cfd.bimetallic Strip FsiHyacinthe DemisNo ratings yet
- Overview of Polymer Flooding (EOR) in North Africa Fields - Elements of Designing A New Polymer/Surfactant Flood Offshore (Case Study)Document12 pagesOverview of Polymer Flooding (EOR) in North Africa Fields - Elements of Designing A New Polymer/Surfactant Flood Offshore (Case Study)abdulsalam alssafi94No ratings yet
- Manufacturer of Reaction Vessel, Pressure Vessel, CGMP Vessel, Autoclave Call: +91 98790 91953 +91 94275 54374Document1 pageManufacturer of Reaction Vessel, Pressure Vessel, CGMP Vessel, Autoclave Call: +91 98790 91953 +91 94275 54374Hitesh B GandhiNo ratings yet
- Brewing Capability Guide PDFDocument38 pagesBrewing Capability Guide PDFAminur RahmanNo ratings yet
- ENIN 355 Experiment Handout Winter 2016 PDFDocument53 pagesENIN 355 Experiment Handout Winter 2016 PDFJohn DoeNo ratings yet
- 11 ESP in Gassy WellsDocument36 pages11 ESP in Gassy WellsrahulNo ratings yet
- 4-Activated Sludge F11Document17 pages4-Activated Sludge F11Ankit Bansal100% (1)
- Arituclo SostenibleDocument24 pagesArituclo Sosteniblesamara navasNo ratings yet
- 4000 Series T&BDocument9 pages4000 Series T&BTalha BaigNo ratings yet
- Lab ManualsDocument33 pagesLab ManualsHoai Anh NgoNo ratings yet
- An Overview of Pipe Stress Engineering (Sample)Document34 pagesAn Overview of Pipe Stress Engineering (Sample)Vu Truong Giang100% (2)
- AMIES-A-004 - 3 - General Requirements For Pressure TestingDocument29 pagesAMIES-A-004 - 3 - General Requirements For Pressure TestingSeungtai JeongNo ratings yet
- Check Valves My Notes and CalculationsDocument3 pagesCheck Valves My Notes and CalculationsMohamed RashedNo ratings yet
- Adv Fluid HandoutDocument9 pagesAdv Fluid Handoutarfat_ahmad_khanNo ratings yet
- Brochure Oil Gas Flow Solutions For Fiscal Measurement Daniel en 44088Document5 pagesBrochure Oil Gas Flow Solutions For Fiscal Measurement Daniel en 44088josecordova2014No ratings yet
- TTC - Thermodynamics and Heat Transfer: Teaching Unit: Academic Year: Coordinating UnitDocument5 pagesTTC - Thermodynamics and Heat Transfer: Teaching Unit: Academic Year: Coordinating UnitCherrymae JaspiNo ratings yet