Download as doc, pdf, or txt
You might also like
- JIS G5502 2001 Spheroidal Graphite Iron Castings (FCD) CHNDocument10 pagesJIS G5502 2001 Spheroidal Graphite Iron Castings (FCD) CHNRicky ZengNo ratings yet
- 9-5 钢筋焊接Document39 pages9-5 钢筋焊接秦川No ratings yet
- 高強度船体用鋼板 (GB 712 88)Document3 pages高強度船体用鋼板 (GB 712 88)Jay私人No ratings yet
- Jis G3507 1 2005 PDFDocument6 pagesJis G3507 1 2005 PDFVõ Quang KiệtNo ratings yet
- 耐候钢在输电铁塔中的应用技术Document28 pages耐候钢在输电铁塔中的应用技术Roger NiuNo ratings yet
- Yf 0701DDocument26 pagesYf 0701DMaster WimalaNo ratings yet
- ASTM A217-2004铸造合金钢【中文】Document5 pagesASTM A217-2004铸造合金钢【中文】yuan yangNo ratings yet
- 焊接技术人员培训手册Document47 pages焊接技术人员培训手册黃靖紜No ratings yet
- 雙向不鏽鋼Document25 pages雙向不鏽鋼Shu-Shen HsuNo ratings yet
- EN 10025 6 2004中文版Document15 pagesEN 10025 6 2004中文版董磊No ratings yet
- Q235B PDFDocument4 pagesQ235B PDFfrancisco baezaNo ratings yet
- NBT47019.2-2021 锅炉、热交换器用管订货技术条件 第2部分:规定室温性能Document13 pagesNBT47019.2-2021 锅炉、热交换器用管订货技术条件 第2部分:规定室温性能Jinliang LiuNo ratings yet
- Jis G 3115Document9 pagesJis G 3115Thanh Tín TăngNo ratings yet
- GB 50661-2011 钢结构焊接规范Document163 pagesGB 50661-2011 钢结构焊接规范ccq0707No ratings yet
- 金屬材料說明Document101 pages金屬材料說明魯士強100% (1)
- q 371100bhcg01 2016连续热镀锌钢板和钢带最新Document9 pagesq 371100bhcg01 2016连续热镀锌钢板和钢带最新Trang PhạmNo ratings yet
- 氩弧焊技术Document68 pages氩弧焊技术jackNo ratings yet
- HTW 50Document2 pagesHTW 50patrickng794No ratings yet
- 任务11:钢筋工程 施工工艺流程 20210130Document46 pages任务11:钢筋工程 施工工艺流程 20210130杨羊羊No ratings yet
- NBT47019.5-2021 锅炉、热交换器用管订货技术条件 第5部分:不锈钢Document14 pagesNBT47019.5-2021 锅炉、热交换器用管订货技术条件 第5部分:不锈钢Jinliang LiuNo ratings yet
- 2-3 混凝土结构计算Document19 pages2-3 混凝土结构计算秦川No ratings yet
- SOW 70S2045X36 SpecSheetDocument2 pagesSOW 70S2045X36 SpecSheetTravel DiaryNo ratings yet
- EN10088 1 (欧洲不锈钢标准) 中文版Document38 pagesEN10088 1 (欧洲不锈钢标准) 中文版Lei YifanNo ratings yet
- 钣金结构设计工艺手册Document36 pages钣金结构设计工艺手册王振华No ratings yet
- 美标镀锌钢材Document19 pages美标镀锌钢材pinckneylyleNo ratings yet
- GBT3098 1机械性能-螺栓Document23 pagesGBT3098 1机械性能-螺栓liu changzhiNo ratings yet
- 双相不锈钢加工使用指南practical guidelines for the fabrication of duplex stainless steels chinese 2014 edition 16000Document64 pages双相不锈钢加工使用指南practical guidelines for the fabrication of duplex stainless steels chinese 2014 edition 16000HY LiuNo ratings yet
- BQB311Document5 pagesBQB311WesolowskiNo ratings yet
- GBT 24186-2009 NM450 NM500 StandardDocument6 pagesGBT 24186-2009 NM450 NM500 StandardSyarif Irwanto100% (1)
- DL - T - 869-2012 火力发电厂焊接技术规程Document47 pagesDL - T - 869-2012 火力发电厂焊接技术规程YY yyloveuuNo ratings yet
- 镁及镁合金Document25 pages镁及镁合金rebecca18180201106No ratings yet
- 材料对应表Document2 pages材料对应表MR.ZHANG100% (1)
- CALCELL VAC1100.1 Service ManualDocument17 pagesCALCELL VAC1100.1 Service ManualAlhim Lepestronov50% (2)
- LED 无铅回流焊的详细介绍Document14 pagesLED 无铅回流焊的详细介绍salih dağdurNo ratings yet
- GBT 14976 (Stainless Pipe)Document16 pagesGBT 14976 (Stainless Pipe)Tuan NguyenNo ratings yet
- 各类钢材对应的焊接材料对照表Document3 pages各类钢材对应的焊接材料对照表蔡佳伟No ratings yet
- En 10025 - 1993Document3 pagesEn 10025 - 1993Mohamad Syamsul Hizham0% (1)
- 9-1 材料Document14 pages9-1 材料秦川No ratings yet
- 加热丝十点知识Document5 pages加热丝十点知识munger.xuNo ratings yet
- ST 201Document5 pagesST 201张佩No ratings yet
- 2-5 钢结构计算Document26 pages2-5 钢结构计算秦川No ratings yet
- 钣金结构设计工艺手册Document37 pages钣金结构设计工艺手册Andy YanNo ratings yet
- 鈮在鋼中的效果Document13 pages鈮在鋼中的效果蕭有玉No ratings yet
- 中德材料对照表Document6 pages中德材料对照表Wei YaoNo ratings yet
- 認識鑄鋼材料PMF IFM0202Document35 pages認識鑄鋼材料PMF IFM0202M'Q BottleNo ratings yet
- Datasheet PDFDocument2 pagesDatasheet PDFhuynhtrinhNo ratings yet
- GBT 699-2015Document11 pagesGBT 699-2015w374496581No ratings yet
- GBT 13793-2016 直缝电焊钢管Document16 pagesGBT 13793-2016 直缝电焊钢管李仁俊No ratings yet
- 阀门产品样本 国标安全阀Document63 pages阀门产品样本 国标安全阀Joanna GohNo ratings yet
- 不銹鋼鋼種性質及其應用Document86 pages不銹鋼鋼種性質及其應用Jerry Huang100% (1)
- 9-6 钢筋机械连接Document26 pages9-6 钢筋机械连接秦川No ratings yet
- 锅炉压力容器压力管道焊工考试与管理规则Document35 pages锅炉压力容器压力管道焊工考试与管理规则api-3696334100% (3)
- 首钢锌铝镁产品手册Document9 pages首钢锌铝镁产品手册hongtonganna17No ratings yet
- Evb 50Document1 pageEvb 50Nenad NedeljkovicNo ratings yet
- GB - T5310-2017 高压锅炉用无缝钢管Document26 pagesGB - T5310-2017 高压锅炉用无缝钢管daubdlesNo ratings yet
- ASTM Material Specifications PDFDocument9 pagesASTM Material Specifications PDFPatrick Dominguez100% (1)
- 加氢装置TP321管道焊接及稳定化热处理技术Document4 pages加氢装置TP321管道焊接及稳定化热处理技术Cary zhNo ratings yet
- PDFDocument18 pagesPDFchefNo ratings yet
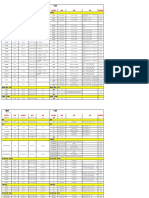
- Sch系列管道尺寸、厚度对照表 (Sch壁厚与毫米对照表)Document2 pagesSch系列管道尺寸、厚度对照表 (Sch壁厚与毫米对照表)蔡佳伟No ratings yet
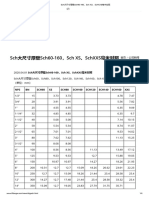
- Sch大尺寸厚壁Sch60-160,Sch XS、SchXXS毫米对照Document2 pagesSch大尺寸厚壁Sch60-160,Sch XS、SchXXS毫米对照蔡佳伟No ratings yet
- api1104中文版新版Document76 pagesapi1104中文版新版蔡佳伟No ratings yet
- 大西洋焊接材料试验计划SMAWDocument1 page大西洋焊接材料试验计划SMAW蔡佳伟No ratings yet
- VERSILINE CUI 56990 - ChineseDocument2 pagesVERSILINE CUI 56990 - ChineseFreddy Carl FredricksenNo ratings yet
- 第3章 金属与非金属讲义Document27 pages第3章 金属与非金属讲义Lucas LohNo ratings yet
- 02 鐵金屬的生產Document19 pages02 鐵金屬的生產Alan tsaiNo ratings yet
- 金相检测常用国家标准Document36 pages金相检测常用国家标准Nicole WuNo ratings yet