
Syn Gas Compressor Oil Tank Explosion
Syn Gas Compressor Oil Tank Explosion
You might also like
- SM-0006900 - G Pulse 120H Service Manual 27dec2018Document636 pagesSM-0006900 - G Pulse 120H Service Manual 27dec2018MacKiiz ซี้แหงแก๋100% (4)
- J. M. Haile Molecular Dynamics Simulation Elementary Methods 1992Document505 pagesJ. M. Haile Molecular Dynamics Simulation Elementary Methods 1992Anonymous HijNGQtN100% (4)
- Roots BlowerDocument36 pagesRoots BlowerSrijan PramanikNo ratings yet
- 2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)Document19 pages2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)howieNo ratings yet
- Turbogrupo Pni1: Vibrotest 60 Bruel & Kjaer VibroDocument16 pagesTurbogrupo Pni1: Vibrotest 60 Bruel & Kjaer VibroNestor Lopez100% (1)
- Darb Zubaydah in The Abbāsid PeriodDocument14 pagesDarb Zubaydah in The Abbāsid PeriodZar Alzaz100% (1)
- REFORMER Forced Draft & Induced Draft Fan Systems (India) X 0Document8 pagesREFORMER Forced Draft & Induced Draft Fan Systems (India) X 0David Pierre100% (1)
- Elliott Turbine-Generator ConfigurationsDocument8 pagesElliott Turbine-Generator Configurationskishwar999100% (1)
- Mechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocusDocument21 pagesMechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocuspratapNo ratings yet
- MAN-Service Experience Small Bore Four-Stroke Engines PDFDocument20 pagesMAN-Service Experience Small Bore Four-Stroke Engines PDFvangeliskyriakos8998No ratings yet
- 1977 - Wildman - Developments in Steam TurbinesDocument6 pages1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- Lesson 01 - MeasurementDocument25 pagesLesson 01 - MeasurementmayureshrmahajanNo ratings yet
- Compressors Valves Reprint eDocument8 pagesCompressors Valves Reprint eNavigator VirgoNo ratings yet
- Microproject Report HPCDocument7 pagesMicroproject Report HPCkadamnavadeep5863No ratings yet
- Fred K. Geitner, Ronald G. Eierman Process MachineryDocument522 pagesFred K. Geitner, Ronald G. Eierman Process Machinerynguyen.songtung9xNo ratings yet
- Failure Mode and Effects Analysis1Document6 pagesFailure Mode and Effects Analysis1VLASTARNo ratings yet
- Ondition Onitoring: P - H N.SDocument39 pagesOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- Coking 101Document26 pagesCoking 101digecaNo ratings yet
- Atex PumpDocument31 pagesAtex PumpZMARKANOVICNo ratings yet
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocument22 pagesReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (4)
- Control and Condition Monitoring of Reciprocating CompressorDocument2 pagesControl and Condition Monitoring of Reciprocating CompressorPedro DiazNo ratings yet
- Systematic Approach To Solving Vibration ProblemsDocument24 pagesSystematic Approach To Solving Vibration Problemsantok09No ratings yet
- Avoid Cavitation in Centrifugal PumpsDocument6 pagesAvoid Cavitation in Centrifugal PumpsMatiasefloresNo ratings yet
- Chemical Engineering Progress: An PublicationDocument1 pageChemical Engineering Progress: An PublicationgoalgoalNo ratings yet
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocument15 pagesCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Performance Prediction of Axial Flow Compressors Using Stage Characteristics PDFDocument10 pagesPerformance Prediction of Axial Flow Compressors Using Stage Characteristics PDFgready64100% (1)
- LN Uk Magtecta 01Document8 pagesLN Uk Magtecta 01denizarazNo ratings yet
- Oil Mist Manual PDFDocument34 pagesOil Mist Manual PDFWong DaNo ratings yet
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Document5 pagesCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleNo ratings yet
- Axial Thrust Dummy PistonDocument12 pagesAxial Thrust Dummy Pistondeevan rajNo ratings yet
- Converter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWDocument6 pagesConverter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWInternational Journal of Research in Engineering and ScienceNo ratings yet
- Fan Curves and LawsDocument6 pagesFan Curves and LawsEduardoPomarMakthonNo ratings yet
- Seminar - Active Magnetic BearingsDocument14 pagesSeminar - Active Magnetic BearingskichupadiyathNo ratings yet
- IGB016.E1-Centrifugal Fan New PDFDocument13 pagesIGB016.E1-Centrifugal Fan New PDFSusan LamNo ratings yet
- High Vibration of GA-101DDocument17 pagesHigh Vibration of GA-101DHabibie RahmanNo ratings yet
- IPCL Project ReportDocument98 pagesIPCL Project ReportGosai Jaydeep100% (1)
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor Rivera100% (1)
- Hydraulic ProfilingDocument104 pagesHydraulic ProfilingiJordanScribdNo ratings yet
- Compressor Turbo-Air API a4-IRDocument12 pagesCompressor Turbo-Air API a4-IRMachineryengNo ratings yet
- Explosive DecompressionDocument11 pagesExplosive DecompressionAndrey EkkertNo ratings yet
- MMM M1 PPT 2022Document190 pagesMMM M1 PPT 202202jahnavi YADAVNo ratings yet
- CEP VFD ManualDocument234 pagesCEP VFD ManualUsama ZubairNo ratings yet
- Steam Turbines Mechanical Drive Applications 1 160 MWDocument8 pagesSteam Turbines Mechanical Drive Applications 1 160 MWKalai SelvanNo ratings yet
- Full Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Document6 pagesFull Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Touati SaidNo ratings yet
- Reciprocating Compressor BasicsDocument3 pagesReciprocating Compressor BasicsAsad AshfaqNo ratings yet
- BCD Rings - A New Packing Ring DesignDocument7 pagesBCD Rings - A New Packing Ring Designasamad54No ratings yet
- Belt Installation and MaintenanceDocument6 pagesBelt Installation and Maintenancefaizan abbasiNo ratings yet
- Pelletizing Systems: Gala PelletizersDocument12 pagesPelletizing Systems: Gala PelletizersjjpenetoNo ratings yet
- Design and Evaluation of Geothermal Steam SeparatorsDocument6 pagesDesign and Evaluation of Geothermal Steam SeparatorsHÜSEYİN ALBAYRAKNo ratings yet
- DONIT IG Brosura NOVO PDFDocument36 pagesDONIT IG Brosura NOVO PDFMohamed RizkNo ratings yet
- Multi-Stage Steam Turbines: Proven Reliability and EfficiencyDocument8 pagesMulti-Stage Steam Turbines: Proven Reliability and EfficiencyAlfredo Velasquez100% (1)
- EagleBurgmann - E11061 - E1 - DF-SAF-P-I Mechanical Seals For Boiler Feed Pumps - 07.11Document2 pagesEagleBurgmann - E11061 - E1 - DF-SAF-P-I Mechanical Seals For Boiler Feed Pumps - 07.11Octama RizkyNo ratings yet
- Impeller Repair Techniques For Centrifugal Compressors PDFDocument8 pagesImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09No ratings yet
- Stonewall ControlDocument3 pagesStonewall ControlDiana Catalina Molano Bayona100% (1)
- Catalog FPJ Kinsburry PDFDocument10 pagesCatalog FPJ Kinsburry PDFkalam2k2No ratings yet
- Manual of Applied Machinery Design-ME450-1Document78 pagesManual of Applied Machinery Design-ME450-1Abdulrahman AlkhowaiterNo ratings yet
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocument8 pagesRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterNo ratings yet
- Voting Thrust Measurements With Other Parameters: Steve SabinDocument4 pagesVoting Thrust Measurements With Other Parameters: Steve Sabinirly FizaharizNo ratings yet
- Some Practical Aspects of Balancing An Ultracentrifuge RotorDocument10 pagesSome Practical Aspects of Balancing An Ultracentrifuge RotorGustavo da SilvaNo ratings yet
- Catastrophic Fire in Ammonia Plant Compressor RoomDocument10 pagesCatastrophic Fire in Ammonia Plant Compressor RoomRavi KasaudhanNo ratings yet
- Syngas Fire in Ammonia Plant Compressor HouseDocument11 pagesSyngas Fire in Ammonia Plant Compressor HouseAbdul AwanNo ratings yet
- 015Document10 pages015pf06No ratings yet
- Investigarea Unui Incendiu La Bordul NaveiDocument5 pagesInvestigarea Unui Incendiu La Bordul NaveiSilviu NistorNo ratings yet
- ECAT Past Papers (Mathematics Portion) PDFDocument16 pagesECAT Past Papers (Mathematics Portion) PDFtanoligNo ratings yet
- Design of Electrical Apparatus: A Course Material OnDocument144 pagesDesign of Electrical Apparatus: A Course Material OnBARANIDHARAN TNo ratings yet
- Fisa Tehnica Ventiloconvector EVOCLIMA FC3+1-35Document3 pagesFisa Tehnica Ventiloconvector EVOCLIMA FC3+1-35Cristi ConstantinNo ratings yet
- Book of AbstractsDocument196 pagesBook of AbstractsRaletic GoranNo ratings yet
- BWE Brochure After ProofDocument12 pagesBWE Brochure After ProofNut AssanaiNo ratings yet
- Heatless Desiccant Compressed Air Dryer: Models Tw10 - Tw55Document20 pagesHeatless Desiccant Compressed Air Dryer: Models Tw10 - Tw55Freddy ChecaNo ratings yet
- STOKES DRAG Derivation PDFDocument4 pagesSTOKES DRAG Derivation PDFVadiraj HemadriNo ratings yet
- 160 Grundfos Motor BookDocument16 pages160 Grundfos Motor BookKraponis TylnessNo ratings yet
- NYJC H2 2021 Prelim P1Document5 pagesNYJC H2 2021 Prelim P1sunguar.sanjayNo ratings yet
- Paul Bradley Thesis 2012Document383 pagesPaul Bradley Thesis 2012AlhumaidNo ratings yet
- Foundation Mock Test Studying V 16 10 21Document12 pagesFoundation Mock Test Studying V 16 10 21Vimal MNo ratings yet
- COD 15101 BIOALUMIN-WVHS-MetricDocument2 pagesCOD 15101 BIOALUMIN-WVHS-MetricKAREN RODRIGUEZ LOZANONo ratings yet
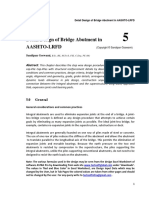
- Detail Design of Bridge Abutment 1Document4 pagesDetail Design of Bridge Abutment 1mohammad azimNo ratings yet
- Second Law of Thermodynamics - WikipediaDocument131 pagesSecond Law of Thermodynamics - WikipediaPallab ChakrabortyNo ratings yet
- Brochure RESCONCEPT - 2019 - LowDocument8 pagesBrochure RESCONCEPT - 2019 - LowTrần Yến NhiNo ratings yet
- N. Metrópolis The Beginning of The Monte Carlo Method PDFDocument6 pagesN. Metrópolis The Beginning of The Monte Carlo Method PDFAlberto Baron SanchezNo ratings yet
- Dirac Delta Function As A Distribution: 8.323: Relativistic Quantum Field Theory IDocument2 pagesDirac Delta Function As A Distribution: 8.323: Relativistic Quantum Field Theory IRajesh Kumar DasNo ratings yet
- Non - Rectangular Components: Prepared By: D.M.ODocument2 pagesNon - Rectangular Components: Prepared By: D.M.OCiero John MarkNo ratings yet
- P215PR - Product - BulletinDocument6 pagesP215PR - Product - BulletinSon Pham ThanhNo ratings yet
- SWCC (Index Properties) PDFDocument28 pagesSWCC (Index Properties) PDFMuhammad AfrasiyabNo ratings yet
- ARC Welding Machine, Industr..Document7 pagesARC Welding Machine, Industr..roni_arsyahNo ratings yet
- Conext CL SpecsDocument2 pagesConext CL SpecsMatthew OlanrewajuNo ratings yet
- Circuit Breaker - WikipediaDocument9 pagesCircuit Breaker - WikipediaManigandan212No ratings yet
- Triflex ™ 3-Layer Combinations: Technical Data SheetDocument2 pagesTriflex ™ 3-Layer Combinations: Technical Data SheetSantosh JayasavalNo ratings yet
- Se Commercial Three Phase Inverters For Medium Voltage GridDocument2 pagesSe Commercial Three Phase Inverters For Medium Voltage GridDaniel CastroNo ratings yet
- 1st Cot Benefits of MagnetsDocument26 pages1st Cot Benefits of MagnetsMa. Giebelle SalvacionNo ratings yet
- Physics Investigatory ProjectDocument10 pagesPhysics Investigatory ProjectYuvan DSNo ratings yet

























































































Download as pdf or txt
You might also like
- SM-0006900 - G Pulse 120H Service Manual 27dec2018Document636 pagesSM-0006900 - G Pulse 120H Service Manual 27dec2018MacKiiz ซี้แหงแก๋100% (4)
- J. M. Haile Molecular Dynamics Simulation Elementary Methods 1992Document505 pagesJ. M. Haile Molecular Dynamics Simulation Elementary Methods 1992Anonymous HijNGQtN100% (4)
- Roots BlowerDocument36 pagesRoots BlowerSrijan PramanikNo ratings yet
- 2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)Document19 pages2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)howieNo ratings yet
- Turbogrupo Pni1: Vibrotest 60 Bruel & Kjaer VibroDocument16 pagesTurbogrupo Pni1: Vibrotest 60 Bruel & Kjaer VibroNestor Lopez100% (1)
- Darb Zubaydah in The Abbāsid PeriodDocument14 pagesDarb Zubaydah in The Abbāsid PeriodZar Alzaz100% (1)
- REFORMER Forced Draft & Induced Draft Fan Systems (India) X 0Document8 pagesREFORMER Forced Draft & Induced Draft Fan Systems (India) X 0David Pierre100% (1)
- Elliott Turbine-Generator ConfigurationsDocument8 pagesElliott Turbine-Generator Configurationskishwar999100% (1)
- Mechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocusDocument21 pagesMechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocuspratapNo ratings yet
- MAN-Service Experience Small Bore Four-Stroke Engines PDFDocument20 pagesMAN-Service Experience Small Bore Four-Stroke Engines PDFvangeliskyriakos8998No ratings yet
- 1977 - Wildman - Developments in Steam TurbinesDocument6 pages1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- Lesson 01 - MeasurementDocument25 pagesLesson 01 - MeasurementmayureshrmahajanNo ratings yet
- Compressors Valves Reprint eDocument8 pagesCompressors Valves Reprint eNavigator VirgoNo ratings yet
- Microproject Report HPCDocument7 pagesMicroproject Report HPCkadamnavadeep5863No ratings yet
- Fred K. Geitner, Ronald G. Eierman Process MachineryDocument522 pagesFred K. Geitner, Ronald G. Eierman Process Machinerynguyen.songtung9xNo ratings yet
- Failure Mode and Effects Analysis1Document6 pagesFailure Mode and Effects Analysis1VLASTARNo ratings yet
- Ondition Onitoring: P - H N.SDocument39 pagesOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- Coking 101Document26 pagesCoking 101digecaNo ratings yet
- Atex PumpDocument31 pagesAtex PumpZMARKANOVICNo ratings yet
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocument22 pagesReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (4)
- Control and Condition Monitoring of Reciprocating CompressorDocument2 pagesControl and Condition Monitoring of Reciprocating CompressorPedro DiazNo ratings yet
- Systematic Approach To Solving Vibration ProblemsDocument24 pagesSystematic Approach To Solving Vibration Problemsantok09No ratings yet
- Avoid Cavitation in Centrifugal PumpsDocument6 pagesAvoid Cavitation in Centrifugal PumpsMatiasefloresNo ratings yet
- Chemical Engineering Progress: An PublicationDocument1 pageChemical Engineering Progress: An PublicationgoalgoalNo ratings yet
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocument15 pagesCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Performance Prediction of Axial Flow Compressors Using Stage Characteristics PDFDocument10 pagesPerformance Prediction of Axial Flow Compressors Using Stage Characteristics PDFgready64100% (1)
- LN Uk Magtecta 01Document8 pagesLN Uk Magtecta 01denizarazNo ratings yet
- Oil Mist Manual PDFDocument34 pagesOil Mist Manual PDFWong DaNo ratings yet
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Document5 pagesCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleNo ratings yet
- Axial Thrust Dummy PistonDocument12 pagesAxial Thrust Dummy Pistondeevan rajNo ratings yet
- Converter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWDocument6 pagesConverter Station Water-Cooled Pump Vibration Monitoring and Condition Assessment System Based On LabVIEWInternational Journal of Research in Engineering and ScienceNo ratings yet
- Fan Curves and LawsDocument6 pagesFan Curves and LawsEduardoPomarMakthonNo ratings yet
- Seminar - Active Magnetic BearingsDocument14 pagesSeminar - Active Magnetic BearingskichupadiyathNo ratings yet
- IGB016.E1-Centrifugal Fan New PDFDocument13 pagesIGB016.E1-Centrifugal Fan New PDFSusan LamNo ratings yet
- High Vibration of GA-101DDocument17 pagesHigh Vibration of GA-101DHabibie RahmanNo ratings yet
- IPCL Project ReportDocument98 pagesIPCL Project ReportGosai Jaydeep100% (1)
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor Rivera100% (1)
- Hydraulic ProfilingDocument104 pagesHydraulic ProfilingiJordanScribdNo ratings yet
- Compressor Turbo-Air API a4-IRDocument12 pagesCompressor Turbo-Air API a4-IRMachineryengNo ratings yet
- Explosive DecompressionDocument11 pagesExplosive DecompressionAndrey EkkertNo ratings yet
- MMM M1 PPT 2022Document190 pagesMMM M1 PPT 202202jahnavi YADAVNo ratings yet
- CEP VFD ManualDocument234 pagesCEP VFD ManualUsama ZubairNo ratings yet
- Steam Turbines Mechanical Drive Applications 1 160 MWDocument8 pagesSteam Turbines Mechanical Drive Applications 1 160 MWKalai SelvanNo ratings yet
- Full Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Document6 pagesFull Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Touati SaidNo ratings yet
- Reciprocating Compressor BasicsDocument3 pagesReciprocating Compressor BasicsAsad AshfaqNo ratings yet
- BCD Rings - A New Packing Ring DesignDocument7 pagesBCD Rings - A New Packing Ring Designasamad54No ratings yet
- Belt Installation and MaintenanceDocument6 pagesBelt Installation and Maintenancefaizan abbasiNo ratings yet
- Pelletizing Systems: Gala PelletizersDocument12 pagesPelletizing Systems: Gala PelletizersjjpenetoNo ratings yet
- Design and Evaluation of Geothermal Steam SeparatorsDocument6 pagesDesign and Evaluation of Geothermal Steam SeparatorsHÜSEYİN ALBAYRAKNo ratings yet
- DONIT IG Brosura NOVO PDFDocument36 pagesDONIT IG Brosura NOVO PDFMohamed RizkNo ratings yet
- Multi-Stage Steam Turbines: Proven Reliability and EfficiencyDocument8 pagesMulti-Stage Steam Turbines: Proven Reliability and EfficiencyAlfredo Velasquez100% (1)
- EagleBurgmann - E11061 - E1 - DF-SAF-P-I Mechanical Seals For Boiler Feed Pumps - 07.11Document2 pagesEagleBurgmann - E11061 - E1 - DF-SAF-P-I Mechanical Seals For Boiler Feed Pumps - 07.11Octama RizkyNo ratings yet
- Impeller Repair Techniques For Centrifugal Compressors PDFDocument8 pagesImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09No ratings yet
- Stonewall ControlDocument3 pagesStonewall ControlDiana Catalina Molano Bayona100% (1)
- Catalog FPJ Kinsburry PDFDocument10 pagesCatalog FPJ Kinsburry PDFkalam2k2No ratings yet
- Manual of Applied Machinery Design-ME450-1Document78 pagesManual of Applied Machinery Design-ME450-1Abdulrahman AlkhowaiterNo ratings yet
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocument8 pagesRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterNo ratings yet
- Voting Thrust Measurements With Other Parameters: Steve SabinDocument4 pagesVoting Thrust Measurements With Other Parameters: Steve Sabinirly FizaharizNo ratings yet
- Some Practical Aspects of Balancing An Ultracentrifuge RotorDocument10 pagesSome Practical Aspects of Balancing An Ultracentrifuge RotorGustavo da SilvaNo ratings yet
- Catastrophic Fire in Ammonia Plant Compressor RoomDocument10 pagesCatastrophic Fire in Ammonia Plant Compressor RoomRavi KasaudhanNo ratings yet
- Syngas Fire in Ammonia Plant Compressor HouseDocument11 pagesSyngas Fire in Ammonia Plant Compressor HouseAbdul AwanNo ratings yet
- 015Document10 pages015pf06No ratings yet
- Investigarea Unui Incendiu La Bordul NaveiDocument5 pagesInvestigarea Unui Incendiu La Bordul NaveiSilviu NistorNo ratings yet
- ECAT Past Papers (Mathematics Portion) PDFDocument16 pagesECAT Past Papers (Mathematics Portion) PDFtanoligNo ratings yet
- Design of Electrical Apparatus: A Course Material OnDocument144 pagesDesign of Electrical Apparatus: A Course Material OnBARANIDHARAN TNo ratings yet
- Fisa Tehnica Ventiloconvector EVOCLIMA FC3+1-35Document3 pagesFisa Tehnica Ventiloconvector EVOCLIMA FC3+1-35Cristi ConstantinNo ratings yet
- Book of AbstractsDocument196 pagesBook of AbstractsRaletic GoranNo ratings yet
- BWE Brochure After ProofDocument12 pagesBWE Brochure After ProofNut AssanaiNo ratings yet
- Heatless Desiccant Compressed Air Dryer: Models Tw10 - Tw55Document20 pagesHeatless Desiccant Compressed Air Dryer: Models Tw10 - Tw55Freddy ChecaNo ratings yet
- STOKES DRAG Derivation PDFDocument4 pagesSTOKES DRAG Derivation PDFVadiraj HemadriNo ratings yet
- 160 Grundfos Motor BookDocument16 pages160 Grundfos Motor BookKraponis TylnessNo ratings yet
- NYJC H2 2021 Prelim P1Document5 pagesNYJC H2 2021 Prelim P1sunguar.sanjayNo ratings yet
- Paul Bradley Thesis 2012Document383 pagesPaul Bradley Thesis 2012AlhumaidNo ratings yet
- Foundation Mock Test Studying V 16 10 21Document12 pagesFoundation Mock Test Studying V 16 10 21Vimal MNo ratings yet
- COD 15101 BIOALUMIN-WVHS-MetricDocument2 pagesCOD 15101 BIOALUMIN-WVHS-MetricKAREN RODRIGUEZ LOZANONo ratings yet
- Detail Design of Bridge Abutment 1Document4 pagesDetail Design of Bridge Abutment 1mohammad azimNo ratings yet
- Second Law of Thermodynamics - WikipediaDocument131 pagesSecond Law of Thermodynamics - WikipediaPallab ChakrabortyNo ratings yet
- Brochure RESCONCEPT - 2019 - LowDocument8 pagesBrochure RESCONCEPT - 2019 - LowTrần Yến NhiNo ratings yet
- N. Metrópolis The Beginning of The Monte Carlo Method PDFDocument6 pagesN. Metrópolis The Beginning of The Monte Carlo Method PDFAlberto Baron SanchezNo ratings yet
- Dirac Delta Function As A Distribution: 8.323: Relativistic Quantum Field Theory IDocument2 pagesDirac Delta Function As A Distribution: 8.323: Relativistic Quantum Field Theory IRajesh Kumar DasNo ratings yet
- Non - Rectangular Components: Prepared By: D.M.ODocument2 pagesNon - Rectangular Components: Prepared By: D.M.OCiero John MarkNo ratings yet
- P215PR - Product - BulletinDocument6 pagesP215PR - Product - BulletinSon Pham ThanhNo ratings yet
- SWCC (Index Properties) PDFDocument28 pagesSWCC (Index Properties) PDFMuhammad AfrasiyabNo ratings yet
- ARC Welding Machine, Industr..Document7 pagesARC Welding Machine, Industr..roni_arsyahNo ratings yet
- Conext CL SpecsDocument2 pagesConext CL SpecsMatthew OlanrewajuNo ratings yet
- Circuit Breaker - WikipediaDocument9 pagesCircuit Breaker - WikipediaManigandan212No ratings yet
- Triflex ™ 3-Layer Combinations: Technical Data SheetDocument2 pagesTriflex ™ 3-Layer Combinations: Technical Data SheetSantosh JayasavalNo ratings yet
- Se Commercial Three Phase Inverters For Medium Voltage GridDocument2 pagesSe Commercial Three Phase Inverters For Medium Voltage GridDaniel CastroNo ratings yet
- 1st Cot Benefits of MagnetsDocument26 pages1st Cot Benefits of MagnetsMa. Giebelle SalvacionNo ratings yet
- Physics Investigatory ProjectDocument10 pagesPhysics Investigatory ProjectYuvan DSNo ratings yet