Download as pdf or txt
You might also like
- Mercury.6 8 9.9 15HP.2 Stroke - Service.manualDocument0 pagesMercury.6 8 9.9 15HP.2 Stroke - Service.manualRodolfo Molinas80% (5)
- Mercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeDocument300 pagesMercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeJaume Clarens75% (12)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- 2004 Liberty Service Manual (Inc.)Document131 pages2004 Liberty Service Manual (Inc.)Terrance Vinson MooreNo ratings yet
- S488 S588 S688 PartsDocument229 pagesS488 S588 S688 PartsHai Van75% (4)
- Foote-Jones 8000 Series Gear Reducer ManualDocument20 pagesFoote-Jones 8000 Series Gear Reducer ManualbwelzNo ratings yet
- Tightening Procedure For Tie Rod PDFDocument6 pagesTightening Procedure For Tie Rod PDFLenine DmonteiroNo ratings yet
- GEK - 91716 Shipping Instructions 5GDY106Document4 pagesGEK - 91716 Shipping Instructions 5GDY106Emmanuel Torres Herrera100% (1)
- 1000-1109 - Index 17 GE Jenbacher Gas EnginesDocument14 pages1000-1109 - Index 17 GE Jenbacher Gas EnginesDavid PomaNo ratings yet
- Bulletin 6l90 PDFDocument4 pagesBulletin 6l90 PDFAnonymous WzR5h9g8VNo ratings yet
- Erection and Commissioning ProcedureDocument94 pagesErection and Commissioning Procedurekdsrathod5100% (6)
- Troika Three Shot Plastic Electric Pistol - Mad AbeDocument3 pagesTroika Three Shot Plastic Electric Pistol - Mad AbeJosé Roberto Romeiro Abrahão50% (2)
- Gunpowder Grades and Percussion Revolver PerformanceDocument4 pagesGunpowder Grades and Percussion Revolver PerformanceDave Markowitz100% (1)
- Compressor Torque Manual GES089Document93 pagesCompressor Torque Manual GES089Jeff LNo ratings yet
- TCM Torque SB96 7DDocument14 pagesTCM Torque SB96 7DИван КоньковNo ratings yet
- d601000258 Man 001Document24 pagesd601000258 Man 001Oswaldo VillarroelNo ratings yet
- SB-912-056 - Replacement of The Propeller Gearbox For Some Rotax Engines Type 912-914 (Series)Document5 pagesSB-912-056 - Replacement of The Propeller Gearbox For Some Rotax Engines Type 912-914 (Series)mmNo ratings yet
- ES9-54 Fastener Installation Torque Values Rev GDocument34 pagesES9-54 Fastener Installation Torque Values Rev GIfran SierraNo ratings yet
- Make-Up Procedure Makeup-003Document7 pagesMake-Up Procedure Makeup-003huyenhvtc252No ratings yet
- Mack Section 4 PDFDocument11 pagesMack Section 4 PDFLeonardo AltuveNo ratings yet
- Operation, Erection & Maintenance For Power TrafoDocument50 pagesOperation, Erection & Maintenance For Power TrafoJagdeep KumarNo ratings yet
- Jenbacher Approval 1Document4 pagesJenbacher Approval 1Mohamadreza NakhaeeNo ratings yet
- Pre-Chamber RegulatorDocument3 pagesPre-Chamber RegulatorfahadullahNo ratings yet
- Final Mack Section 4Document14 pagesFinal Mack Section 4Guillermo OvalleNo ratings yet
- Make-Up Procedure Mu-Cplg-004Document7 pagesMake-Up Procedure Mu-Cplg-004huyenhvtc252No ratings yet
- ASB-912-060UL - ASB-914-043UL - Checking of The Oil Pump Fixing Bolts For Correct Torque For ROTAX Engine Type 912 and 914 (Series)Document10 pagesASB-912-060UL - ASB-914-043UL - Checking of The Oil Pump Fixing Bolts For Correct Torque For ROTAX Engine Type 912 and 914 (Series)Dennis HNo ratings yet
- DG-12 Degasser PDFDocument98 pagesDG-12 Degasser PDFLeonardo SantosNo ratings yet
- Tuning The Lucas Distributor PDFDocument12 pagesTuning The Lucas Distributor PDFgreg titanNo ratings yet
- Voith Fluid Couplings - End in XGDocument18 pagesVoith Fluid Couplings - End in XGDênis DáyolNo ratings yet
- JGC & JGD Compressor InstalationDocument6 pagesJGC & JGD Compressor InstalationAhmad Imam TohariNo ratings yet
- Fluidos HMS Em0277440001Document20 pagesFluidos HMS Em0277440001Cesar G. AhureNo ratings yet
- Performer-Plus Camshaft/Lifters/Lube Kit #2177 MODEL: 318-360 C.I.D. Chrysler V8, 1967 & Later (Not For 1985 & Later 318 V8 With Roller Lifters)Document6 pagesPerformer-Plus Camshaft/Lifters/Lube Kit #2177 MODEL: 318-360 C.I.D. Chrysler V8, 1967 & Later (Not For 1985 & Later 318 V8 With Roller Lifters)v8chargeNo ratings yet
- Mds ManualDocument20 pagesMds ManualStefanHristozovNo ratings yet
- PMChecklistReport Con Capacidades de LlenadoDocument2 pagesPMChecklistReport Con Capacidades de LlenadoSandRo ChavezNo ratings yet
- Product Bulletin No. - TDS Top Drive Drilling SystemDocument10 pagesProduct Bulletin No. - TDS Top Drive Drilling Systemali rezaNo ratings yet
- Er 108 1 PDFDocument3 pagesEr 108 1 PDFDIEGO YECID MILLAN MENDOZANo ratings yet
- Er 108 1Document3 pagesEr 108 1DIEGO YECID MILLAN MENDOZANo ratings yet
- Fundamentals of HVOF Spray For Reconditioning ComponentsDocument49 pagesFundamentals of HVOF Spray For Reconditioning ComponentsEdgard Molina100% (1)
- Merc Gas EnginesDocument181 pagesMerc Gas EnginesyamyrulesNo ratings yet
- GE JENBACHER t1000-1109Document16 pagesGE JENBACHER t1000-1109nemesis8835No ratings yet
- CH 02Document28 pagesCH 02Anwar HossainNo ratings yet
- SI-912-032 - SI-914-033 - SI-2ST-011 - Running Modifications of The Bing Constant Depression Carburetor For ROTAX Engine Type 912 and 914 Series and 582 UL Mod. 99-Mod. 17 SeriesDocument11 pagesSI-912-032 - SI-914-033 - SI-2ST-011 - Running Modifications of The Bing Constant Depression Carburetor For ROTAX Engine Type 912 and 914 Series and 582 UL Mod. 99-Mod. 17 SeriesAO BeltranNo ratings yet
- GL XX Mobil Jet Oil IIDocument3 pagesGL XX Mobil Jet Oil IIJavier Renzo Cayampi PomallihuaNo ratings yet
- Alpha Operation and Maintenance Manual (PDF, EnG, 1.62 MB)Document181 pagesAlpha Operation and Maintenance Manual (PDF, EnG, 1.62 MB)smbmotNo ratings yet
- Piston Assembly, Skirt and Ring RTA-72Document6 pagesPiston Assembly, Skirt and Ring RTA-72rafaelNo ratings yet
- Comer Sw803Document6 pagesComer Sw803colo1evanNo ratings yet
- SB 912 064ulDocument2 pagesSB 912 064ulRafael PeresNo ratings yet
- 12165-70 Spare PartsDocument279 pages12165-70 Spare PartskodrysNo ratings yet
- MBS329 GB ES Owners ManualDocument16 pagesMBS329 GB ES Owners ManualAdolfo TehuintleNo ratings yet
- 303-08 P1396 RepairDocument6 pages303-08 P1396 Repairmarcelo ustarezNo ratings yet
- Chain Chain Exchange ProcedureDocument6 pagesChain Chain Exchange Procedurecengiz kutukcuNo ratings yet
- 1625-UDBE Disc Brake TestDocument6 pages1625-UDBE Disc Brake TestArimatheaNo ratings yet
- Pioneer Gm-A6604 Crt5455Document31 pagesPioneer Gm-A6604 Crt5455boroda2410No ratings yet
- 5.12 Bop Es 15MDocument30 pages5.12 Bop Es 15MJavier Rivas50% (2)
- D601000439 Man 001Document25 pagesD601000439 Man 001Riski KurniawanNo ratings yet
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocument34 pagesTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopPastor VelasquezNo ratings yet
- 3340 and 3345 Off-Highway Trucks Service ManualDocument41 pages3340 and 3345 Off-Highway Trucks Service Manualasdf100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- CN 11 - 008 Allowable VS. Maximum Operating SpeedDocument2 pagesCN 11 - 008 Allowable VS. Maximum Operating SpeedJavier PalaciosNo ratings yet
- CN 12 - 003 Cylinder Wall Oil Film Wipe TestDocument4 pagesCN 12 - 003 Cylinder Wall Oil Film Wipe TestJavier PalaciosNo ratings yet
- CN 02-008 Cylinder Maintenance RSPL KitsDocument5 pagesCN 02-008 Cylinder Maintenance RSPL KitsJavier PalaciosNo ratings yet
- Sigma-Netics Tranducer 703uDocument2 pagesSigma-Netics Tranducer 703uJavier PalaciosNo ratings yet
- 06-3096a - Nuevo Regulador Vapores CarterDocument14 pages06-3096a - Nuevo Regulador Vapores CarterJavier PalaciosNo ratings yet
- CN 03-001 GE Gemini - New FacilityDocument2 pagesCN 03-001 GE Gemini - New FacilityJavier PalaciosNo ratings yet
- 2000 MA4 CatalogDocument52 pages2000 MA4 CatalogJavier PalaciosNo ratings yet
- IMS Notes ReguladorDocument1 pageIMS Notes ReguladorJavier PalaciosNo ratings yet
- CN 12 - 006 Standard Liner Removal and ReplacementDocument6 pagesCN 12 - 006 Standard Liner Removal and ReplacementJavier PalaciosNo ratings yet
- CN 01-005 Magnetic Cycle IndicatorDocument1 pageCN 01-005 Magnetic Cycle IndicatorJavier PalaciosNo ratings yet
- CN 02-001 Dual DriveDocument2 pagesCN 02-001 Dual DriveJavier PalaciosNo ratings yet
- CN 05-008 Coupling Adapter Installation Rev4Document7 pagesCN 05-008 Coupling Adapter Installation Rev4Javier PalaciosNo ratings yet
- IMS NotesDocument1 pageIMS NotesJavier PalaciosNo ratings yet
- GE Soft - Guia UsuarioDocument77 pagesGE Soft - Guia UsuarioJavier PalaciosNo ratings yet
- Diagrama General Control 3300.Document2 pagesDiagrama General Control 3300.Javier PalaciosNo ratings yet
- fv9404 McsDocument1 pagefv9404 McsJavier PalaciosNo ratings yet
- Ajax Preventative Maintenance ManualDocument7 pagesAjax Preventative Maintenance ManualJavier PalaciosNo ratings yet
- TDXMDocument20 pagesTDXMJavier PalaciosNo ratings yet
- Washington Democrats Ram Through Semi-Auto Ban, Training Requirement 1240-SDocument15 pagesWashington Democrats Ram Through Semi-Auto Ban, Training Requirement 1240-SAmmoLand Shooting Sports NewsNo ratings yet
- BARREDORA SB 205 Hopper Broom ColdDocument75 pagesBARREDORA SB 205 Hopper Broom ColdsimonNo ratings yet
- Metric Thread - Extended Thread Size RangeDocument28 pagesMetric Thread - Extended Thread Size RangeAlejandro HernandezNo ratings yet
- Ac CDM835Document8 pagesAc CDM835bakrimohNo ratings yet
- Valvula Freno EmergenciaDocument2 pagesValvula Freno EmergenciaJaime JimenezNo ratings yet
- 01 Juknis KTTDocument13 pages01 Juknis KTTKukuh Tri AtmantoNo ratings yet
- Touch Typing Lesson 4 - Capital Letters - How To Type - Free Typing Lessons, Typing Practice and Typing Tests.Document1 pageTouch Typing Lesson 4 - Capital Letters - How To Type - Free Typing Lessons, Typing Practice and Typing Tests.Dinesh KushwahaNo ratings yet
- Atlanta 2022 Pricelist COMPLETEDocument4 pagesAtlanta 2022 Pricelist COMPLETEKCI Engg DepartmentNo ratings yet
- DBF 630 800 enDocument9 pagesDBF 630 800 enShady MohamedNo ratings yet
- BOTEK Single Flute Gundrills Type 110Document32 pagesBOTEK Single Flute Gundrills Type 110radius designNo ratings yet
- Service KitsDocument10 pagesService KitsGuillermoNo ratings yet
- Summative 6-1Document2 pagesSummative 6-1Princess AnnNo ratings yet
- Hydraulic Breakers Spare Parts List For MB 1200 and MB 1200 DustprotectorDocument20 pagesHydraulic Breakers Spare Parts List For MB 1200 and MB 1200 DustprotectorTeknik MakinaNo ratings yet
- D3K, D4K, and D5K Track-Type Tractor Hydraulic and Power Train SystemDocument2 pagesD3K, D4K, and D5K Track-Type Tractor Hydraulic and Power Train Systemjulio peña limaNo ratings yet
- Radius, Taper and Welding GaugeDocument1 pageRadius, Taper and Welding GaugeArief AmirudinNo ratings yet
- WarrantyDocument4 pagesWarrantyFernandoNo ratings yet
- All Terrain Crane 120 T Terex-Demag Ac 100/4LDocument12 pagesAll Terrain Crane 120 T Terex-Demag Ac 100/4Lkarol1301No ratings yet
- Manual de Partes Bomba Manual P392Document2 pagesManual de Partes Bomba Manual P392Mauricio Hermosilla OrellanaNo ratings yet
- Carrier Module Dd320-26x 110d17488-1Document171 pagesCarrier Module Dd320-26x 110d17488-1Stefano Russell Bravo100% (1)
- Hospital in Johr Town D-II, Block: Commercial Area, LahoreDocument8 pagesHospital in Johr Town D-II, Block: Commercial Area, LahoreMani UsmanNo ratings yet
- P & ID Review Check List: Chemical Engineering SiteDocument7 pagesP & ID Review Check List: Chemical Engineering SiteMayur ParmarNo ratings yet
- Saudi Arabian Oil Company: N W o DDocument1 pageSaudi Arabian Oil Company: N W o DNadia BahloulNo ratings yet
- 2018 Top Hammer Tooling Catalog PDFDocument132 pages2018 Top Hammer Tooling Catalog PDFLuis huaytaNo ratings yet
- Once Fired: (Twice Fried) Glen Zediker, From "Handloading For Competition"Document5 pagesOnce Fired: (Twice Fried) Glen Zediker, From "Handloading For Competition"rob256789No ratings yet
- Genesis 3.8L Section 5Document86 pagesGenesis 3.8L Section 5Nacho MowjiNo ratings yet
- Ew7 Brochure Ruag Swiss P en PDFDocument16 pagesEw7 Brochure Ruag Swiss P en PDFGautam NatrajanNo ratings yet
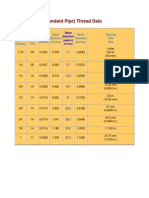
- BSP Pipe ThreadDocument1 pageBSP Pipe ThreadgvmindiaNo ratings yet
- Box Cutter SafetyDocument1 pageBox Cutter Safetyaxcelofficial04No ratings yet