Download as xlsx, pdf, or txt
You might also like
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
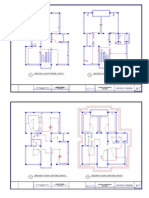
- Pinakafinal BD Plan Floor PlanDocument3 pagesPinakafinal BD Plan Floor PlanJohn Carlo Telan Panganiban100% (1)
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Wps Format Asme Sec - IxDocument2 pagesWps Format Asme Sec - IxDeepu ChandranNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- WPS 10Document2 pagesWPS 10Arab WeldersNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Megha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedDocument2 pagesMegha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedABINASH SINGHNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- Wps LCC Gt6 Cs GT 001Document3 pagesWps LCC Gt6 Cs GT 001AhedNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Wps LCC Gt6 Cs GTSM 002Document3 pagesWps LCC Gt6 Cs GTSM 002AhedNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- Bdde PQR CS 001Document2 pagesBdde PQR CS 001mainur mechanical engineer0% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyDocument10 pagesWPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyUripTobingNo ratings yet
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- WQR V01 PLT 012-ComDocument3 pagesWQR V01 PLT 012-Comhaim timorNo ratings yet
- PQR A106 HAL-1Document1 pagePQR A106 HAL-1Budi Setia RahmanNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- WPS Astm - A 53Document2 pagesWPS Astm - A 53S. K. M. ShujonNo ratings yet
- PQR (52a) ModelDocument1 pagePQR (52a) ModelSIDDHARTH BEHERAYNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- PQR FC-12-22Document2 pagesPQR FC-12-22cycsi02No ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- Rep PQR 02Document3 pagesRep PQR 02shaniraj BirajdarNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
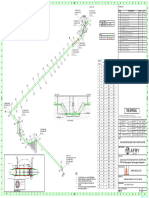
- DGCL-RBLPL-ISO-001-RD - Isometric DrawingDocument5 pagesDGCL-RBLPL-ISO-001-RD - Isometric Drawingসীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- Correction WPS For Construction of 24 Inch Dia.X1000 PSIG Gas Transmission Pipeline. (RELIANDocument6 pagesCorrection WPS For Construction of 24 Inch Dia.X1000 PSIG Gas Transmission Pipeline. (RELIANসীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- Reliance 0001Document13 pagesReliance 0001সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- TECHNICALPart 5Document1,521 pagesTECHNICALPart 5সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- NRL MapDocument44 pagesNRL Mapসীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- TECHNICALPart 6Document1,280 pagesTECHNICALPart 6সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- TECHNICALPart 4Document320 pagesTECHNICALPart 4সীমান্ত ছাড়িয়ে - Shemanto ChariyeNo ratings yet
- Schedule of Charges and Procedure PDFDocument58 pagesSchedule of Charges and Procedure PDFabhi...No ratings yet
- Data Sheet ZenerDocument2 pagesData Sheet ZenerMeitaNo ratings yet
- International JournalDocument4 pagesInternational JournalBrahma Hakim Yuanda HutabaratNo ratings yet
- Fill in The Blanks (Dynamo)Document2 pagesFill in The Blanks (Dynamo)Mac Raphael VillanuevaNo ratings yet
- L 7-8 Periodic Variations in Atomic PropertiesDocument15 pagesL 7-8 Periodic Variations in Atomic PropertiesアゼロスレイゼルNo ratings yet
- Practical ResearchDocument22 pagesPractical ResearchKyle Bravo0% (1)
- Process System Engineers (India) Pvt. LTD.: Marketing, Distribution & System Building ByDocument13 pagesProcess System Engineers (India) Pvt. LTD.: Marketing, Distribution & System Building ByvuongNo ratings yet
- SUBTOPIC 1 - Electrical Design and Standard For Commercial EstablishmentDocument30 pagesSUBTOPIC 1 - Electrical Design and Standard For Commercial EstablishmentJasperNo ratings yet
- Electric EquipmentDocument221 pagesElectric EquipmentCarlos Andrés Sánchez Vargas100% (1)
- Light Is Technology PDFDocument84 pagesLight Is Technology PDFJoao SilvaNo ratings yet
- FrassDocument152 pagesFrassManikanta SwamyNo ratings yet
- Eart162: Planetary Interiors: Francis NimmoDocument29 pagesEart162: Planetary Interiors: Francis NimmoasmitaNo ratings yet
- Ee 2202: Introduction To Electronic Engineering: Laboratory 01Document18 pagesEe 2202: Introduction To Electronic Engineering: Laboratory 01daytodayfeelings123No ratings yet
- Final Paper Gas Hydrates Around Makassar StraitsDocument6 pagesFinal Paper Gas Hydrates Around Makassar StraitsriowicaksonoNo ratings yet
- Three Phase Synchronous GeneratorDocument29 pagesThree Phase Synchronous GeneratorYazan YousefNo ratings yet
- MWT - Product Intro - Artsen Plus - ENDocument13 pagesMWT - Product Intro - Artsen Plus - ENBhumikaNo ratings yet
- HVAC Brochure Rev No 12Document66 pagesHVAC Brochure Rev No 12steve@air-innovations.co.zaNo ratings yet
- Gas Dynamics Volume Multi Dimensional Flow 0471018066 PDFDocument4 pagesGas Dynamics Volume Multi Dimensional Flow 0471018066 PDFpuryNo ratings yet
- Illustration 29 07 2017Document1 pageIllustration 29 07 2017Glenn D. KleinNo ratings yet
- Breathable Waterproof ClothingDocument14 pagesBreathable Waterproof ClothingYashica GuptaNo ratings yet
- To Investigate Relationship Between Specific Energy and Depth of FlowDocument8 pagesTo Investigate Relationship Between Specific Energy and Depth of FlowEngr Muhammad TariqNo ratings yet
- Setting Instructions For Movement Caliber 0855: (Click On A Topic)Document12 pagesSetting Instructions For Movement Caliber 0855: (Click On A Topic)Enrike Krema UNo ratings yet
- AA Metatron The Story of The Fall of AtlantisDocument54 pagesAA Metatron The Story of The Fall of AtlantisMeaghan Mathews100% (1)
- Presentation From Sem Sepulveda, Forum On Residential Recycling, 10/7/19Document33 pagesPresentation From Sem Sepulveda, Forum On Residential Recycling, 10/7/19State Senator Liz KruegerNo ratings yet
- Formal Interpretations 2012Document5 pagesFormal Interpretations 2012sgttomasNo ratings yet
- Presentation Case A 4 Shell Greenpeace and Brent SparDocument24 pagesPresentation Case A 4 Shell Greenpeace and Brent SparBhaiNo ratings yet
- Brosur ToyotaDocument8 pagesBrosur Toyotayuliani fitriaNo ratings yet
- A 5HP Electrical Generator Fully Powered With The BingoFuel Reactor by JL NaudinDocument5 pagesA 5HP Electrical Generator Fully Powered With The BingoFuel Reactor by JL Naudinsuherlan endanNo ratings yet