Download as pdf or txt
You might also like
- BOQ of Factory Building - Civil, CostingDocument16 pagesBOQ of Factory Building - Civil, CostingMaciek Majewski100% (1)
- Non Ferrous MetalsDocument7 pagesNon Ferrous MetalselleNo ratings yet
- How To Size A PipeDocument15 pagesHow To Size A PipeShabin ShabiNo ratings yet
- How To Laminate On Site. Specifications, Norms and Precautions.Document8 pagesHow To Laminate On Site. Specifications, Norms and Precautions.Ahsan JavedNo ratings yet
- Engineering Materials SyllabusDocument3 pagesEngineering Materials Syllabusfaizankhan23No ratings yet
- Belin CatalogDocument40 pagesBelin CatalogDaniel Austin100% (3)
- WSS Technical Update - Repair Welding of Seawater PipesDocument8 pagesWSS Technical Update - Repair Welding of Seawater PipesIvan GrbacNo ratings yet
- The Rotating Cylinder Electrode PDFDocument11 pagesThe Rotating Cylinder Electrode PDFbuvanseaNo ratings yet
- Austral Wright Metals: CuttingDocument10 pagesAustral Wright Metals: CuttingScribdSnake123100% (1)
- Metalco Catalog PDFDocument12 pagesMetalco Catalog PDFLuis M CatedianoNo ratings yet
- Application of Cu-Ni Alloys For Sea Water ServicesDocument14 pagesApplication of Cu-Ni Alloys For Sea Water ServiceskarunaNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- 171020Document27 pages171020lort1971No ratings yet
- Pub 157 Preventing Bio Fouling With Copper NickelDocument4 pagesPub 157 Preventing Bio Fouling With Copper NickelBiyong SantocildesNo ratings yet
- 90-10 Copper-Nickel vs. Aluminum BrassDocument7 pages90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqNo ratings yet
- SG Materials Selection SS 316Document4 pagesSG Materials Selection SS 316rkukgNo ratings yet
- L12-Cathodic & Anodic ProtectionDocument41 pagesL12-Cathodic & Anodic ProtectionAmir Khalid100% (1)
- Condenser Tube LifeDocument12 pagesCondenser Tube LifeAlvinmorNo ratings yet
- Copper-Nickel Welding and Fabrication - 3Document1 pageCopper-Nickel Welding and Fabrication - 3satnamNo ratings yet
- Copper & Its AlloysDocument16 pagesCopper & Its AlloysNataliyaNo ratings yet
- 1.8. Difference Between Pipe and Tube: Process Piping Fundamentals, Codes and Standards - Module 1Document5 pages1.8. Difference Between Pipe and Tube: Process Piping Fundamentals, Codes and Standards - Module 1Raakze MoviNo ratings yet
- Shell and Tube Heat ExchangerDocument54 pagesShell and Tube Heat ExchangerQOBITNo ratings yet
- Galvanic CorrDocument6 pagesGalvanic CorrdhlinvaNo ratings yet
- Copper Alloys For Marine EnvironmentsDocument32 pagesCopper Alloys For Marine EnvironmentsMohamed FaragNo ratings yet
- Iwcc Cu-Vortrag AldDocument16 pagesIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Copper: (Project Presentation)Document17 pagesCopper: (Project Presentation)Ha M ZaNo ratings yet
- Copper AlloysDocument4 pagesCopper AlloysMuhammed SulfeekNo ratings yet
- 10.0 Desalination Plants: 20 - Copper-Nickel Welding and FabricationDocument1 page10.0 Desalination Plants: 20 - Copper-Nickel Welding and FabricationsatnamNo ratings yet
- Corrodium MarineDocument2 pagesCorrodium Marinekelvinc256No ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsErdem ÜnelNo ratings yet
- Application Notes Copper EnglishDocument6 pagesApplication Notes Copper EnglishMiguel Eduardo Cabrejos ChavezNo ratings yet
- The Removal of Electrodeposits of Nickel From SteelDocument5 pagesThe Removal of Electrodeposits of Nickel From SteelKeily VilcarromeroNo ratings yet
- Leif BerthagenDocument5 pagesLeif BerthagenCarlos PimentelNo ratings yet
- Monel Sheathing Technial PaperDocument15 pagesMonel Sheathing Technial Paperharan2000No ratings yet
- Advances in Environmental Biology: Corrosion Behavior of MAB Alloys in SeawaterDocument8 pagesAdvances in Environmental Biology: Corrosion Behavior of MAB Alloys in SeawaterBima SantosoNo ratings yet
- The Corrosion of Superduplex SS in Different Types of SeawaterDocument9 pagesThe Corrosion of Superduplex SS in Different Types of SeawaterdevangmajithiaNo ratings yet
- Copper Nickel - Splash Zone Sheathing of Oil-Gas PlatformsDocument11 pagesCopper Nickel - Splash Zone Sheathing of Oil-Gas Platformsbello imamNo ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power Plantsmohamed AdelNo ratings yet
- Copper and Its AlloysDocument6 pagesCopper and Its AlloysNaidra AbarquezNo ratings yet
- World Oil CorrosionDocument4 pagesWorld Oil CorrosionmutemuNo ratings yet
- CuniDocument32 pagesCunikampit100% (1)
- Corrosion and Its PreventionDocument28 pagesCorrosion and Its PreventionMehul Neha Bisht100% (2)
- SolderDocument12 pagesSolderJustin Francis BriggsNo ratings yet
- Metals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoDocument88 pagesMetals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoNaidra AbarquezNo ratings yet
- Corrosion Testing of Metals - Is It Needed?: Presented atDocument21 pagesCorrosion Testing of Metals - Is It Needed?: Presented atandrea assanelliNo ratings yet
- Copper and Its AlloysDocument4 pagesCopper and Its AlloysneilNo ratings yet
- Corrosion of Copper and Copper Alloys: Ahmed JabirDocument14 pagesCorrosion of Copper and Copper Alloys: Ahmed JabirAhmed JabirNo ratings yet
- Effectsof Metallic ImpuritiesDocument7 pagesEffectsof Metallic ImpuritiesJoel JacoboNo ratings yet
- Material Science 1 Assignment 2Document4 pagesMaterial Science 1 Assignment 2Mehul BansalNo ratings yet
- Welding of Copper and Its AlloysDocument30 pagesWelding of Copper and Its Alloysaj87_goswami100% (2)
- Copper Its AlloysDocument33 pagesCopper Its AlloysMuhammad Waqas AkbarNo ratings yet
- Copper AlloysDocument39 pagesCopper Alloys1209540046No ratings yet
- Acom95 2Document8 pagesAcom95 2sateesh chandNo ratings yet
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNo ratings yet
- Cupronickel - WikipediaDocument8 pagesCupronickel - Wikipediaramthecharm_46098467No ratings yet
- Cu-Ni Corrosion BehaviourDocument14 pagesCu-Ni Corrosion BehaviourSivaraman VisvanathanNo ratings yet
- The Best of Most Worlds: Recent Developments in Duplex and Super DuplexDocument4 pagesThe Best of Most Worlds: Recent Developments in Duplex and Super DuplexThinh NguyenNo ratings yet
- Cathodic Protection of Steel in ConcreteDocument5 pagesCathodic Protection of Steel in ConcretegersomNo ratings yet
- The Weldability of Steels Used in Jack-Up Drilling PlatformsDocument10 pagesThe Weldability of Steels Used in Jack-Up Drilling PlatformsAnat HershkovitzNo ratings yet
- Introduction To CopperDocument7 pagesIntroduction To CopperAbdul RashidNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- AOT 4-1/2" & 5-1/2" "TS-100" MANUAL SPIDER: Aot# Description # REQ. WTDocument1 pageAOT 4-1/2" & 5-1/2" "TS-100" MANUAL SPIDER: Aot# Description # REQ. WTRICHARDNo ratings yet
- Name Address PhoneDocument35 pagesName Address Phonebilal shehzadNo ratings yet
- SEMINAR REPORT - PXFGDFDocument28 pagesSEMINAR REPORT - PXFGDFig200100% (3)
- MSDS - Est2Document4 pagesMSDS - Est2Jeremy KaiNo ratings yet
- BERNSTEIN Standard-EnclosuresDocument60 pagesBERNSTEIN Standard-EnclosuresDacar ValladaresNo ratings yet
- Method For Aluminum Oxide Thin Films Prepared Through Low Temperature Atomic Layer Deposition For Encapsulating Organic Electroluminescent DevicesDocument11 pagesMethod For Aluminum Oxide Thin Films Prepared Through Low Temperature Atomic Layer Deposition For Encapsulating Organic Electroluminescent DevicesjayaneNo ratings yet
- 70 A2019 NEC P06 SD SRStatements XDocument71 pages70 A2019 NEC P06 SD SRStatements XJasm MutingNo ratings yet
- Haber & Contact ProcessesDocument32 pagesHaber & Contact ProcessesNataline LiviaNo ratings yet
- Asbestos Cement (AC) SewerDocument2 pagesAsbestos Cement (AC) SewerroyNo ratings yet
- DPP - Mole Concept - 2Document1 pageDPP - Mole Concept - 2Haresh Tripathy 2No ratings yet
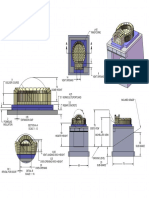
- Pizza Oven SchematicDocument1 pagePizza Oven Schematicsir.roy.keaneNo ratings yet
- TDS - Conbextra BB72 IN - IndiaDocument2 pagesTDS - Conbextra BB72 IN - IndiaVikas Singh ChandelNo ratings yet
- Carbon Fiber Final PresentationDocument20 pagesCarbon Fiber Final PresentationcurtiseatsyouNo ratings yet
- Carbon 1Document25 pagesCarbon 1mayadevi03031947No ratings yet
- Chapter 10 The S-Block ElementsDocument18 pagesChapter 10 The S-Block ElementsYash PlayNo ratings yet
- Advantages of Shell StructuresDocument3 pagesAdvantages of Shell StructuresNeven Ahmed HassanNo ratings yet
- Internship Report: of A Report Submitted in Partial Fulfillment of The Requirements of The Award of DegreeDocument35 pagesInternship Report: of A Report Submitted in Partial Fulfillment of The Requirements of The Award of DegreeSiddh NayakNo ratings yet
- Paint ApplicationDocument4 pagesPaint ApplicationSteven FlynnNo ratings yet
- Prefabricated Building Size 81'x27' Thallian Camp FWODocument3 pagesPrefabricated Building Size 81'x27' Thallian Camp FWOSagheer AhmedNo ratings yet
- Sika® Viscocrete®-8066: Product Data SheetDocument3 pagesSika® Viscocrete®-8066: Product Data SheetBimo Adhi TamoroNo ratings yet
- 2019 Y5 Work Book 1 (Practical 3) SolutionsDocument9 pages2019 Y5 Work Book 1 (Practical 3) SolutionsChenluyingNo ratings yet
- Temasil BlueDocument1 pageTemasil BluealkjghNo ratings yet
- Producing A Novel Cold Mix Asphalt: University of Anbar College of Engineering Civil Engineering DepartmentDocument36 pagesProducing A Novel Cold Mix Asphalt: University of Anbar College of Engineering Civil Engineering Departmentحميد مجيدNo ratings yet
- Flintkote 3: Binder For Abeco Flooring System and Heavy Duty Bituminous CoatingDocument2 pagesFlintkote 3: Binder For Abeco Flooring System and Heavy Duty Bituminous Coatingengramir07No ratings yet
- VeveveveveDocument3 pagesVeveveveveYassine HalouaNo ratings yet