Download as pdf or txt
You might also like
- 9 E.T.H.E.RDocument53 pages9 E.T.H.E.Rjamjam_95678853100% (18)
- Forging Die DesignDocument6 pagesForging Die Designرضوان العادلى100% (2)
- 17 Surface Treatment Review PDFDocument43 pages17 Surface Treatment Review PDFMart Ort UzielNo ratings yet
- EICO 147A Signal TracerDocument43 pagesEICO 147A Signal Tracerbhaidri100% (1)
- EeeeDocument5 pagesEeeeGallardo SantiniNo ratings yet
- TP-Stencil Printing Basics AJohnson-WWE-SM000 05-06-29Document5 pagesTP-Stencil Printing Basics AJohnson-WWE-SM000 05-06-29Imran SikandarNo ratings yet
- Injection Mould ManufacturingDocument20 pagesInjection Mould ManufacturingNilesh PatilNo ratings yet
- An Overview of The Use of Rheology For Adhesive ManufacturersDocument8 pagesAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressNo ratings yet
- Dimensional Stability After MoldingDocument14 pagesDimensional Stability After MoldingpgovindaiahNo ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- Choosing A StencilDocument7 pagesChoosing A Stencilsuresh2711991No ratings yet
- IJEART021004Document5 pagesIJEART021004erpublicationNo ratings yet
- A2 RefDocument4 pagesA2 RefAlya WorkerNo ratings yet
- Tech TipsDocument7 pagesTech TipsPetchi MuthuNo ratings yet
- Gate LightingDocument4 pagesGate Lightingpradeep sekarNo ratings yet
- How To Choose The Wall ThicknessDocument10 pagesHow To Choose The Wall Thicknessmysterioussecret771No ratings yet
- Stencil Printing - WikipediaDocument31 pagesStencil Printing - WikipediaLKMs HUBNo ratings yet
- The Importance of Gate Location: Thick To ThinDocument3 pagesThe Importance of Gate Location: Thick To ThinVenkatesh VaraNo ratings yet
- 10 Tips For Injection Molding Polypropylene ResinsDocument52 pages10 Tips For Injection Molding Polypropylene ResinsaynudeenNo ratings yet
- Thin Wall DesignDocument4 pagesThin Wall DesignHugoAlvarezNo ratings yet
- 03mm Pitch DFR SummaryDocument5 pages03mm Pitch DFR SummaryarunatpuneNo ratings yet
- Challenges Faced in Precision ForgingDocument39 pagesChallenges Faced in Precision ForgingHardikNo ratings yet
- Comparison of Bottle Wall Thickness Distribution PDFDocument6 pagesComparison of Bottle Wall Thickness Distribution PDFaleskytronNo ratings yet
- Injection Molding ProcessDocument3 pagesInjection Molding ProcessSteven ChengNo ratings yet
- Ineos Polypropylene Processing GuideDocument18 pagesIneos Polypropylene Processing GuideLe Toan100% (1)
- 10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsDocument4 pages10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsGunjanNo ratings yet
- PP Cast FilmDocument4 pagesPP Cast FilmMiguel MarujoNo ratings yet
- The Effects of Tool Surface Quality in Micro-Injection MouldingDocument10 pagesThe Effects of Tool Surface Quality in Micro-Injection MouldingTrần Long VũNo ratings yet
- Basics of Injection Molding DesignDocument23 pagesBasics of Injection Molding DesignVinay Kumar Kumar100% (1)
- How To Develop A Paste Print Print Process. M03015 - M0201Document20 pagesHow To Develop A Paste Print Print Process. M03015 - M0201jose rodeaNo ratings yet
- How Screw Design Affects ProcessingDocument4 pagesHow Screw Design Affects ProcessingTaner DemirelNo ratings yet
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Standards For Dimensional TolerancesDocument10 pagesStandards For Dimensional TolerancesMEENAKSHI MOLDINGS P LTD CHENNAINo ratings yet
- Sprues, Runners and Gates of Plastic MoldDocument13 pagesSprues, Runners and Gates of Plastic Moldprashant_cool_4_uNo ratings yet
- Hydraulics WhitepaperDocument4 pagesHydraulics WhitepaperHUERTANESTORNo ratings yet
- Five Golden Rules of Injection MoldingDocument4 pagesFive Golden Rules of Injection MoldingJyoti KaleNo ratings yet
- Dam and Fill EncapsulationDocument16 pagesDam and Fill EncapsulationgguerNo ratings yet
- Module:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingDocument17 pagesModule:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingNishanth RajkumarNo ratings yet
- 02 - Paint ApplicationDocument6 pages02 - Paint ApplicationChrisDanger2No ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Optimize Your Polymer Extrusion Process by Eliminating InstabilitiesDocument1 pageOptimize Your Polymer Extrusion Process by Eliminating InstabilitiesMekonnen BirhaneNo ratings yet
- Gradation of AggregatesDocument3 pagesGradation of AggregatesVictoriaNo ratings yet
- Ryton Design GuideDocument24 pagesRyton Design GuideKostas FrantzikNo ratings yet
- Resin Transfer MoldingDocument23 pagesResin Transfer Moldinglovilove01100% (1)
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Paint ApplicationDocument4 pagesPaint ApplicationSteven FlynnNo ratings yet
- Fines Management For Tissue MachinesDocument8 pagesFines Management For Tissue MachinesRodrigoNoferiniNo ratings yet
- Choosing The Right Emulsion For Your ApplicationDocument6 pagesChoosing The Right Emulsion For Your ApplicationMichel GarciaNo ratings yet
- Establishing The Injection SpeedDocument5 pagesEstablishing The Injection SpeedPurushothama Nanje GowdaNo ratings yet
- Poro Die Casting MethologyDocument3 pagesPoro Die Casting Methologypurushothaman1234566No ratings yet
- F023 - Ritik Mehta - AM Experiment 6Document4 pagesF023 - Ritik Mehta - AM Experiment 6Vanessa SmithNo ratings yet
- Claronpolyseal: Claron As A Manufacturer of Hydraulic Pressure Seals in A HugeDocument3 pagesClaronpolyseal: Claron As A Manufacturer of Hydraulic Pressure Seals in A HugeAhmed Baha MahjoubNo ratings yet
- Material JettingDocument14 pagesMaterial Jettingqaps lrkNo ratings yet
- 20917-Article Text-49910-1-10-20160525Document4 pages20917-Article Text-49910-1-10-20160525daithvl1No ratings yet
- Injection Molding Design GuidelinesDocument13 pagesInjection Molding Design GuidelinesSreedhar PugalendhiNo ratings yet
- Robocasting of Structural Ceramic Parts With Hydrogel InksDocument9 pagesRobocasting of Structural Ceramic Parts With Hydrogel InksMarco MedeirosNo ratings yet
- 3 CoatingDocument17 pages3 CoatingChau NhiNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- German CountrysideDocument6 pagesGerman CountrysidepriyankaNo ratings yet
- Current Affairs PDF (Ankit Gupta) - 22 Dec, 2021Document41 pagesCurrent Affairs PDF (Ankit Gupta) - 22 Dec, 2021priyankaNo ratings yet
- Compression Moulding 2Document2 pagesCompression Moulding 2priyankaNo ratings yet
- MCP-05!01!2011 Revision Test-2 12th SolutionDocument22 pagesMCP-05!01!2011 Revision Test-2 12th SolutionpriyankaNo ratings yet
- Simulación Optimizada Del Tiempo de La Parte Superior Del Cuerpo en La Producción de La Velocidad de La Cabeza Del Bate en El Bateo deDocument9 pagesSimulación Optimizada Del Tiempo de La Parte Superior Del Cuerpo en La Producción de La Velocidad de La Cabeza Del Bate en El Bateo dejhonattan sandovalNo ratings yet
- College Algebra Exam 3 AnswersDocument9 pagesCollege Algebra Exam 3 AnswersPratik PalwaiNo ratings yet
- Motors - RRM - AC Mill Duty MotorDocument4 pagesMotors - RRM - AC Mill Duty MotorAshishNo ratings yet
- Free-Body Diagram NewDocument26 pagesFree-Body Diagram Newlarsen445No ratings yet
- YGMOD756Document31 pagesYGMOD756Márcio Martins da SilvaNo ratings yet
- Chapter 3 DC MOTORDocument28 pagesChapter 3 DC MOTORBawan AramNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationCorrosion FactoryNo ratings yet
- Merkel: PT 1 Low Friction WiperDocument24 pagesMerkel: PT 1 Low Friction WiperantonioNo ratings yet
- Compressed Air System For Thermal Power ProjectsDocument21 pagesCompressed Air System For Thermal Power Projectsjkhan_7243840% (1)
- Contrast AgentsDocument40 pagesContrast AgentsRaven DomingoNo ratings yet
- Controller For Operation of Evaporator On Water Chiller: EKC 316ADocument16 pagesController For Operation of Evaporator On Water Chiller: EKC 316AHendra SyahputraNo ratings yet
- Tutorial Chapter 2Document5 pagesTutorial Chapter 2AmmyNo ratings yet
- Physics Investigatory Project Class 12Document11 pagesPhysics Investigatory Project Class 12Tushar ChopraNo ratings yet
- Textbook The Metaphysics of Relations 1St Edition Marmodoro Ebook All Chapter PDFDocument53 pagesTextbook The Metaphysics of Relations 1St Edition Marmodoro Ebook All Chapter PDFdelbert.gorrell731100% (2)
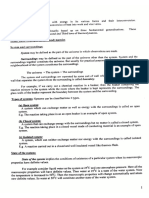
- C) Isolated System:: Unit-6Document16 pagesC) Isolated System:: Unit-6MUHAMMAD YASEENNo ratings yet
- Transmi Finals Set BDocument10 pagesTransmi Finals Set BKerwin TejucoNo ratings yet
- Arian Asansor Co.: Elevator Control Panel'S ManualDocument8 pagesArian Asansor Co.: Elevator Control Panel'S ManualMohamed SaadNo ratings yet
- Assignment 1 SolutionDocument11 pagesAssignment 1 SolutionaaNo ratings yet
- Aakash Sample Engineering Paper Class 11Document21 pagesAakash Sample Engineering Paper Class 11anishkumarraushan2007No ratings yet
- Strand Cable Stay Damping SystemDocument8 pagesStrand Cable Stay Damping SystemZakee MohamedNo ratings yet
- Technical Data Sheet GlasGrid CGL EN 1960442Document2 pagesTechnical Data Sheet GlasGrid CGL EN 1960442vonskemaNo ratings yet
- Finite Element Analysis of Metal Matrix Composite MaterialsDocument10 pagesFinite Element Analysis of Metal Matrix Composite MaterialssnvijayanNo ratings yet
- Potential of Sintered Friction Linings in Synchronizers - enDocument15 pagesPotential of Sintered Friction Linings in Synchronizers - enPedro Ivo Meirinho GalvãoNo ratings yet
- In Vitro Study Bond Strength, Electrochemical and Biocompatibility Evaluations of TiO2Al2O3 Reinforced Hydroxyapatite Sol-Gel Coatings OnDocument14 pagesIn Vitro Study Bond Strength, Electrochemical and Biocompatibility Evaluations of TiO2Al2O3 Reinforced Hydroxyapatite Sol-Gel Coatings OnRahul MadanNo ratings yet
- Harger LPS ChecklistDocument6 pagesHarger LPS ChecklisttelecttNo ratings yet
- ACT512Document6 pagesACT512samasca_serbanNo ratings yet
- Polyethylene Glycol-Salt PDFDocument14 pagesPolyethylene Glycol-Salt PDFlauraNo ratings yet
- Eaton Type Ii Static Transfer Switch: Powerchain Management SolutionsDocument2 pagesEaton Type Ii Static Transfer Switch: Powerchain Management SolutionsAldo Bona HasudunganNo ratings yet