Download as pdf or txt
You might also like
- Liquid Liquid ExtractionDocument11 pagesLiquid Liquid Extractionvisha lkumar vermaNo ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- Biocide TestingDocument9 pagesBiocide TestingVlassis SarantinosNo ratings yet
- Diploma in Chemical Process and Technology (Food Technology) Basic Instrumental Analysis CP4009 Experiment 1: Solvent ExtractionDocument12 pagesDiploma in Chemical Process and Technology (Food Technology) Basic Instrumental Analysis CP4009 Experiment 1: Solvent ExtractionKelven LeeNo ratings yet
- Lecture 16Document15 pagesLecture 16Fabiha Shafi MimNo ratings yet
- Eyhyd5a - Hydrometallurgical Processes and Plant Design - Draft NoteDocument27 pagesEyhyd5a - Hydrometallurgical Processes and Plant Design - Draft NotePheladi Mahlodi MolapoNo ratings yet
- Textile Waste Water Management: Course: Introduction To General Chemistry Course Code: CHE 101Document7 pagesTextile Waste Water Management: Course: Introduction To General Chemistry Course Code: CHE 101Ishtiaq Ahmed MugdhaNo ratings yet
- SchaeferDocument7 pagesSchaeferBundanufa CiciNo ratings yet
- Seminar Cre Report.Document34 pagesSeminar Cre Report.Aishwarya KarangaleNo ratings yet
- Lecture Notes On CatalystDocument48 pagesLecture Notes On CatalystJITENDRA CARPENTER100% (1)
- Introduction To Unit OperationDocument38 pagesIntroduction To Unit OperationRenu SekaranNo ratings yet
- Ww17 Sludge 3 WBDocument69 pagesWw17 Sludge 3 WBal_mianjiNo ratings yet
- Combining The Benefits of Homogeneous and Heterogeneous Catalysis With Tunable Solvents and Nearcritical Water (Fadhel, 2010)Document25 pagesCombining The Benefits of Homogeneous and Heterogeneous Catalysis With Tunable Solvents and Nearcritical Water (Fadhel, 2010)HappyNo ratings yet
- 1 s2.0 S0011916411009842 MainDocument7 pages1 s2.0 S0011916411009842 MainOualid HamdaouiعععNo ratings yet
- Application Booklet Water TreatmentDocument15 pagesApplication Booklet Water TreatmentTasawwur TahirNo ratings yet
- Anushka KasbeDocument4 pagesAnushka KasbeRohit KatyalNo ratings yet
- Liquid - Liquid ExtractionDocument15 pagesLiquid - Liquid ExtractionDeepChacNo ratings yet
- Waste Water Treatment MethodsDocument9 pagesWaste Water Treatment MethodsAmira El GendyNo ratings yet
- Catalyst Preparation MethodsDocument25 pagesCatalyst Preparation MethodsJoa Yup100% (1)
- Che2005 W Prac 2 Brief - 2024Document13 pagesChe2005 W Prac 2 Brief - 2024nonkululekomoya26No ratings yet
- Bios Era Part Ion 2Document10 pagesBios Era Part Ion 2Pooja Singh JainNo ratings yet
- The Effect of Biocides On Deposit Control Polymer Performance.Document17 pagesThe Effect of Biocides On Deposit Control Polymer Performance.mnasiroleslamiNo ratings yet
- Catalytic Dehydration of Alcohols: University of Warsaw Faculty of Chemistry Chemical Technology DivisionDocument12 pagesCatalytic Dehydration of Alcohols: University of Warsaw Faculty of Chemistry Chemical Technology DivisionSpandan GhoshalNo ratings yet
- Bridging The Gap Between Transition Metal-And Bio-Catalysis Via Aqueous Micellar CatalysisDocument10 pagesBridging The Gap Between Transition Metal-And Bio-Catalysis Via Aqueous Micellar CatalysisDanny VelasquezNo ratings yet
- Endahangreni 2009Document8 pagesEndahangreni 2009emirsolehloveNo ratings yet
- Q. Enumerate The Undesirable Characteristics of Industrial Wastewater??????Document14 pagesQ. Enumerate The Undesirable Characteristics of Industrial Wastewater??????Sudipta kumar muduliNo ratings yet
- Combinatorial Chemistry: Solid Phase Synthesis Are Mainly Three Type-Synthesis 1. Parallel Solution Phase SynthesisDocument9 pagesCombinatorial Chemistry: Solid Phase Synthesis Are Mainly Three Type-Synthesis 1. Parallel Solution Phase Synthesisapi-19965961No ratings yet
- Reaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariDocument13 pagesReaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariCod HalalNo ratings yet
- CHE2005W 2020 Prac 2 Brief OnlineDocument13 pagesCHE2005W 2020 Prac 2 Brief OnlineLungelo DlaminiNo ratings yet
- Sequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDocument9 pagesSequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDiliptiwariNo ratings yet
- Green Chemistry Application For Sustainable DevelopmentDocument53 pagesGreen Chemistry Application For Sustainable DevelopmentAlinaCrinaCiubotariuMuresanNo ratings yet
- Supercritical Fluids ShortDocument67 pagesSupercritical Fluids ShortAndrés Felipe ÁvilaNo ratings yet
- Distillation L1Document50 pagesDistillation L1Mohamed Irfan Z H100% (1)
- Wet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFDocument18 pagesWet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFAnonymous 1XHScfCINo ratings yet
- CREII-Module-I - Lecture 2 PDFDocument28 pagesCREII-Module-I - Lecture 2 PDFshubhamNo ratings yet
- Introduction To Separation Processes-1Document12 pagesIntroduction To Separation Processes-1Gamze Melisa DağdelenNo ratings yet
- Economical Feasibility Evaluation of An Ethanol Injection Liposome Production PlantDocument6 pagesEconomical Feasibility Evaluation of An Ethanol Injection Liposome Production Plantraghu_iictNo ratings yet
- STP GuideDocument2 pagesSTP GuideFlow Dynamics IndiaNo ratings yet
- Biofiltration of Volatile Organic Compounds (Vocs) - An OverviewDocument10 pagesBiofiltration of Volatile Organic Compounds (Vocs) - An OverviewbaanniiNo ratings yet
- Pursuing Practical Elegance in Chemical Synthesis: Ryoji NoyoriDocument5 pagesPursuing Practical Elegance in Chemical Synthesis: Ryoji NoyoriTran Thanh HaNo ratings yet
- QB PDFDocument18 pagesQB PDFShivani0% (1)
- Wastewater TreatmentDocument61 pagesWastewater TreatmentGoutham R100% (1)
- Catalyst FundamentalsDocument2 pagesCatalyst Fundamentalsfawad_kazNo ratings yet
- Activation and Deactivation of CatalystsDocument16 pagesActivation and Deactivation of Catalystsshan0214No ratings yet
- Hosseini RevisedDocument12 pagesHosseini RevisedIman QurbanovNo ratings yet
- Design Aeration1Document64 pagesDesign Aeration1zamijakaNo ratings yet
- Quality Water Drinking Irrigation Contaminants: Chapters 21 IntroductionDocument10 pagesQuality Water Drinking Irrigation Contaminants: Chapters 21 IntroductionMohd ShakoorNo ratings yet
- Wastewater Treatment: Introduction To BiotechnologyDocument54 pagesWastewater Treatment: Introduction To Biotechnologyjantskie100% (1)
- Leaching Assignment For JegedeDocument12 pagesLeaching Assignment For JegedetemitopeorikokuNo ratings yet
- Mohsin My New Down Stream ProcessingDocument56 pagesMohsin My New Down Stream Processingchintan kapadiaNo ratings yet
- Rhodium Catalyzed Hydroformylation - CH 07Document14 pagesRhodium Catalyzed Hydroformylation - CH 07maildesantiagoNo ratings yet
- Dfferent Treatment MethodsDocument6 pagesDfferent Treatment MethodsecotechconsultantsNo ratings yet
- Chater One IntruductionDocument13 pagesChater One IntruductionJaberNo ratings yet
- Zeolite PHD ThesisDocument5 pagesZeolite PHD Thesisdwtcn1jq100% (2)
- Post - Seafood Processing UnitDocument4 pagesPost - Seafood Processing UnitRavishankar ANo ratings yet
- Applied Polymer Rheology: Polymeric Fluids with Industrial ApplicationsFrom EverandApplied Polymer Rheology: Polymeric Fluids with Industrial ApplicationsMarianna KontopoulouNo ratings yet
- Biological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesFrom EverandBiological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesEtienne PaulNo ratings yet
- Black Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.From EverandBlack Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.Rating: 4 out of 5 stars4/5 (1)
- Course RESEARCH PROJECTDocument3 pagesCourse RESEARCH PROJECTikhwanstorageNo ratings yet
- Instructional Guidance For LecturerDocument44 pagesInstructional Guidance For LecturerikhwanstorageNo ratings yet
- 3415f43a-6735-46cb-9e4a-f696f42f0b3bDocument2 pages3415f43a-6735-46cb-9e4a-f696f42f0b3bikhwanstorageNo ratings yet
- Assignment Fisheries NewDocument8 pagesAssignment Fisheries NewikhwanstorageNo ratings yet
- Esc5302 HW1Document1 pageEsc5302 HW1ikhwanstorageNo ratings yet
- 4.CAC Market ApproachDocument71 pages4.CAC Market ApproachikhwanstorageNo ratings yet
- Esc5302 HW2Document1 pageEsc5302 HW2ikhwanstorageNo ratings yet
- Module 8Document5 pagesModule 8ikhwanstorageNo ratings yet
- Esc5302 HW2Document2 pagesEsc5302 HW2ikhwanstorageNo ratings yet
- 3.market FailureDocument30 pages3.market FailureikhwanstorageNo ratings yet
- Exercise CBA by MarhainiDocument3 pagesExercise CBA by MarhainiikhwanstorageNo ratings yet
- Img 20150412 0002Document1 pageImg 20150412 0002ikhwanstorageNo ratings yet
- Module 1Document11 pagesModule 1ikhwanstorageNo ratings yet
- 2.modeling Market ProcessDocument43 pages2.modeling Market ProcessikhwanstorageNo ratings yet
- Wastewater EngineeringDocument23 pagesWastewater EngineeringikhwanstorageNo ratings yet
- 1 IntroductionDocument14 pages1 IntroductionikhwanstorageNo ratings yet
- Module 1Document7 pagesModule 1ikhwanstorageNo ratings yet
- Module 7Document2 pagesModule 7ikhwanstorageNo ratings yet
- Scan 0003Document1 pageScan 0003ikhwanstorageNo ratings yet
- Cepswam Modul 1Document36 pagesCepswam Modul 1ikhwanstorageNo ratings yet
- Module 10Document1 pageModule 10ikhwanstorageNo ratings yet
- Cepswam Modul 2Document89 pagesCepswam Modul 2ikhwanstorage100% (3)
- Scan 0001Document1 pageScan 0001ikhwanstorageNo ratings yet
- Scan 0002Document1 pageScan 0002ikhwanstorageNo ratings yet
- Scan 0002Document1 pageScan 0002ikhwanstorageNo ratings yet
- 2017 Monthly Us Holidays CalendarDocument12 pages2017 Monthly Us Holidays CalendarKhairul RizalNo ratings yet
- Scan 0003Document1 pageScan 0003ikhwanstorageNo ratings yet
- 1 A5e9014971Document5 pages1 A5e9014971ikhwanstorageNo ratings yet
- Assignment TDocument6 pagesAssignment TikhwanstorageNo ratings yet
- Cambridge IGCSE™: Combined Science 0653/41 October/November 2020Document10 pagesCambridge IGCSE™: Combined Science 0653/41 October/November 2020Omar ElsayedNo ratings yet
- Periodic Table - 14th JuneDocument20 pagesPeriodic Table - 14th JuneMD. ARIFUL ISLAMNo ratings yet
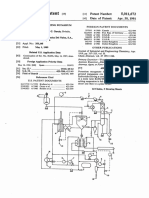
- Us 5011672Document10 pagesUs 5011672Lily DianaNo ratings yet
- C.R.E. - II (All Units)Document88 pagesC.R.E. - II (All Units)Mohamed Shahid100% (1)
- Exp 4Document1 pageExp 4VickyBooNo ratings yet
- Quantititive Chemistry - Paper 1 TES - 4Document37 pagesQuantititive Chemistry - Paper 1 TES - 4KshitijNo ratings yet
- Chemistry VivaDocument16 pagesChemistry VivakritikaNo ratings yet
- The Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpDocument18 pagesThe Impact of Antiozonants On Rubber-to-Metal Adhesion, Part 2 - LORD CorpMarcos ROSSINo ratings yet
- A Review On Electrochemical Dissolution and Passivation of Gold During Cyanidation in Presence of Sulphides and OxidesDocument51 pagesA Review On Electrochemical Dissolution and Passivation of Gold During Cyanidation in Presence of Sulphides and OxidesCarlos LopezNo ratings yet
- RPT Chemistry F4 2020 - Updated 2Document26 pagesRPT Chemistry F4 2020 - Updated 2Zamri AbdullahNo ratings yet
- SABONDocument11 pagesSABONKarl Sebastien Dejito ConosNo ratings yet
- Roark's Formula 7Document1 pageRoark's Formula 7Jay CeeNo ratings yet
- Thermodynamics of Portland Cement Clinkering: Theodore Hanein, Fredrik P. Glasser, Marcus BannermanDocument9 pagesThermodynamics of Portland Cement Clinkering: Theodore Hanein, Fredrik P. Glasser, Marcus BannermanBenNo ratings yet
- Ciencia y Tecnologia 2do Secundaria - 2023Document72 pagesCiencia y Tecnologia 2do Secundaria - 2023Lucero Cabrera AguinagaNo ratings yet
- Periodic Classification of Elements: Multiple Choice QuestionsDocument10 pagesPeriodic Classification of Elements: Multiple Choice QuestionsAryanNo ratings yet
- Cambridge IGCSE (9-1) : BIOLOGY 0970/62Document12 pagesCambridge IGCSE (9-1) : BIOLOGY 0970/62YahiaNo ratings yet
- A - Conversion FactorsDocument14 pagesA - Conversion Factorssaeed65No ratings yet
- Coagulation and Flocculation-1Document30 pagesCoagulation and Flocculation-1Jomer Levi PortuguezNo ratings yet
- Reaction StoichiometryDocument28 pagesReaction StoichiometryJadyn De Leon100% (1)
- 13 Carbohydrates Part I 2023Document33 pages13 Carbohydrates Part I 2023Kurstein FerriolNo ratings yet
- Talk 29.mineral Kingdom 1.row 1-Rajan SankaranDocument33 pagesTalk 29.mineral Kingdom 1.row 1-Rajan SankaranRoger Alves100% (1)
- Chapter 1 FinalDocument64 pagesChapter 1 FinalmarvinimperialondoNo ratings yet
- ElectrochemistryDocument13 pagesElectrochemistrymochimochikoNo ratings yet
- Review 1 Air Con and RefDocument12 pagesReview 1 Air Con and Refrobsonrober83No ratings yet
- Varsity KA Class & Exam Routine (Part-01)Document2 pagesVarsity KA Class & Exam Routine (Part-01)Yousuf JamilNo ratings yet
- Write The Formulas For The Following Ionic Compounds:: Bonding and Naming WS 4Document2 pagesWrite The Formulas For The Following Ionic Compounds:: Bonding and Naming WS 4Bea Lha Zandra BesingaNo ratings yet
- Material Safety Data Sheet: Section 1 - IdentificationDocument3 pagesMaterial Safety Data Sheet: Section 1 - IdentificationKagura YorozuuyaNo ratings yet
- Xi Term 1 ChemistryDocument11 pagesXi Term 1 ChemistryBenson BennyNo ratings yet
- Soil Test Interpretation EUROCODE 1999Document8 pagesSoil Test Interpretation EUROCODE 1999RanoulfoNo ratings yet
- Aashto T180-15Document14 pagesAashto T180-15Besha aliNo ratings yet