Download as doc, pdf, or txt
You might also like
- A Dual Graphic Representation of The Blast Furnace Mass and Heat BalancesDocument11 pagesA Dual Graphic Representation of The Blast Furnace Mass and Heat Balancesfarage100% (1)
- Chem 28 SyllabusDocument11 pagesChem 28 SyllabusDianne TorrecampoNo ratings yet
- Sadooghi PaperDocument5 pagesSadooghi PaperKarlaqd CaramónNo ratings yet
- Analysis of The Characteristics of The Blast Furnace Peripheral Zone.Document4 pagesAnalysis of The Characteristics of The Blast Furnace Peripheral Zone.Samanway DasNo ratings yet
- Saljnikov AleksandarDocument8 pagesSaljnikov AleksandarMatias MancillaNo ratings yet
- Upaper24 HQTangDocument17 pagesUpaper24 HQTangSuharman ArmanNo ratings yet
- Optimization Design Operating Parameters Shaft FurnacesDocument6 pagesOptimization Design Operating Parameters Shaft FurnacesSandeep OholNo ratings yet
- Modeling of Coal Combustion and NOx Formation in A W-Shaped Boiler Furnace (SJ) (FAN Et Al) (Chem Eng J v71 1998) (10s) #PG (233-242)Document10 pagesModeling of Coal Combustion and NOx Formation in A W-Shaped Boiler Furnace (SJ) (FAN Et Al) (Chem Eng J v71 1998) (10s) #PG (233-242)R_M_M_No ratings yet
- Simulation Study of Radial Heat and MassDocument8 pagesSimulation Study of Radial Heat and Massbasura12345No ratings yet
- 2D Multiphysics CFD Modeling of An ARP Carbothermic ReactorDocument6 pages2D Multiphysics CFD Modeling of An ARP Carbothermic ReactorDimitrios_Gerogiorgis4979No ratings yet
- Modelling of Combustion and CalcinationDocument6 pagesModelling of Combustion and Calcinationmahendra senNo ratings yet
- Predicting EmissivitiesDocument4 pagesPredicting EmissivitiesFranny CasasolaNo ratings yet
- 5 1033 PDFDocument12 pages5 1033 PDFtahera aqeelNo ratings yet
- Lime Modelling To Control Lime Rotary KilnsDocument7 pagesLime Modelling To Control Lime Rotary KilnskonstantasNo ratings yet
- Iron Ore Reduction With CO and H Gas Mixtures - Thermodynamic and Kinetic ModellingDocument13 pagesIron Ore Reduction With CO and H Gas Mixtures - Thermodynamic and Kinetic ModellingAmit Kumar DasNo ratings yet
- Artigo Do TrabalhoDocument8 pagesArtigo Do TrabalhoRafaelTeixeiraNo ratings yet
- Formal Kinetic Analysis of PVC Thermal Degradation: J. Blazevska-Gilev, D. SpaseskaDocument4 pagesFormal Kinetic Analysis of PVC Thermal Degradation: J. Blazevska-Gilev, D. SpaseskaTrinh Quang ThanhNo ratings yet
- Blast Furnace Equations, Heat Balance, Mass BalanceDocument9 pagesBlast Furnace Equations, Heat Balance, Mass BalanceSamanway Das100% (1)
- Simulation of Non-Premixed Natural Gas FlameDocument4 pagesSimulation of Non-Premixed Natural Gas FlameArul RizkiNo ratings yet
- 114 AnnesiniDocument6 pages114 AnnesiniRizky KusumastutiNo ratings yet
- Wiman 2023Document32 pagesWiman 2023Eva NipaNo ratings yet
- 10 1016@j Geothermics 2006 03 001 PDFDocument46 pages10 1016@j Geothermics 2006 03 001 PDFsuhaimi manNo ratings yet
- Study of Two-Dimensional Heat and Mass Transfer During PDFDocument11 pagesStudy of Two-Dimensional Heat and Mass Transfer During PDFali105No ratings yet
- Thermal Power Plant Boiler Misoperation - Case Study Using CFDDocument4 pagesThermal Power Plant Boiler Misoperation - Case Study Using CFDSumukh BharadwajNo ratings yet
- R.Goel - 2012 - Thermodynamic Considerations in The Production of Bulk Ferro Alloys (Fe-MnDocument10 pagesR.Goel - 2012 - Thermodynamic Considerations in The Production of Bulk Ferro Alloys (Fe-MnEduardo CandelaNo ratings yet
- CFD, A Design Tool For A New Hot Metal Desulfurization TechnologyDocument14 pagesCFD, A Design Tool For A New Hot Metal Desulfurization Technologyjagadish mahataNo ratings yet
- Modelling Rotary KilnDocument5 pagesModelling Rotary KilnTC Nazan FıçıcıNo ratings yet
- ThermodynamicsDocument7 pagesThermodynamicsShardaVermaNo ratings yet
- Thermodynamic and Experimental Approach To Ceramic Materials: Gas - Solid/liquid EquilibriaDocument7 pagesThermodynamic and Experimental Approach To Ceramic Materials: Gas - Solid/liquid Equilibriafofia1955No ratings yet
- Raouf ICSOBADocument12 pagesRaouf ICSOBAPedro Milton ChibulachoNo ratings yet
- Simulation of Steam Reformers For MethaneDocument6 pagesSimulation of Steam Reformers For Methanedashali1100% (1)
- Efcf 2019Document7 pagesEfcf 2019Gonzalo AlmeidaNo ratings yet
- Mathematical Modelling of Pulverized Coal FurnacesDocument45 pagesMathematical Modelling of Pulverized Coal FurnacesmhNo ratings yet
- Finite Element Analysis of Heat Flow inDocument5 pagesFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaNo ratings yet
- A Mathematic Model With Total Differential Equations of Combustion in ThermobalanceDocument5 pagesA Mathematic Model With Total Differential Equations of Combustion in ThermobalanceAnonymous PkeI8e84RsNo ratings yet
- CFD Analisys CoalDocument6 pagesCFD Analisys CoalOscar DorantesNo ratings yet
- Synthesis of Tungsten Carbide-Carbon Nanomaterials by Combustion ReactionDocument3 pagesSynthesis of Tungsten Carbide-Carbon Nanomaterials by Combustion ReactionNorasyikin MustaphaNo ratings yet
- Uncatalysed and Catalysed CO Reaction Using Metal Catalysts and Binary Vanadium Mixtures Supported On Activated CarbonDocument13 pagesUncatalysed and Catalysed CO Reaction Using Metal Catalysts and Binary Vanadium Mixtures Supported On Activated CarbonJarret McClendonNo ratings yet
- NanomecanicsDocument14 pagesNanomecanicsestebanNo ratings yet
- Differential Scanning Calorimetry Study of Ordinary Portland Cements Mixed With Fly Ash and SlagDocument10 pagesDifferential Scanning Calorimetry Study of Ordinary Portland Cements Mixed With Fly Ash and Slageid elsayedNo ratings yet
- Control of Decarburization of Steel PDFDocument5 pagesControl of Decarburization of Steel PDFBhushan VermaNo ratings yet
- Dynamics Model of Fire Tube Shell BoilerDocument10 pagesDynamics Model of Fire Tube Shell BoilerViro AkahanNo ratings yet
- Palandri, 1993 (J. Anal. Appl. Pyrolysis)Document12 pagesPalandri, 1993 (J. Anal. Appl. Pyrolysis)Alberto Moreno GomezNo ratings yet
- Modeling of Rotary Kiln in Cement IndustryDocument12 pagesModeling of Rotary Kiln in Cement IndustryFilipe FreireNo ratings yet
- Mohammad Zadeh 2002Document9 pagesMohammad Zadeh 2002Reza RhiNo ratings yet
- Albina Thesis Kinetics Addendum PDFDocument6 pagesAlbina Thesis Kinetics Addendum PDFRG SophnilNo ratings yet
- Validation of Coal Combustion Model by Using Experimental Data of Utility BoilersDocument8 pagesValidation of Coal Combustion Model by Using Experimental Data of Utility BoilersKhadeeja NicyNo ratings yet
- Supplementary Materials For: Tectonic Degassing Drove Global Temperature Trends Since 20 MaDocument25 pagesSupplementary Materials For: Tectonic Degassing Drove Global Temperature Trends Since 20 MaXiangwu HeNo ratings yet
- GasifierDocument67 pagesGasifierAris Raymond GirsangNo ratings yet
- Gasification of CoalDocument28 pagesGasification of CoalAris Raymond GirsangNo ratings yet
- Calculation of Equilibrium in The System Metal - Slag During Steelmaking in Electric Arc FurnaceDocument6 pagesCalculation of Equilibrium in The System Metal - Slag During Steelmaking in Electric Arc FurnaceWaleed YossefNo ratings yet
- Mathematical Modelling of Steel QuenchingDocument6 pagesMathematical Modelling of Steel Quenchingmanashree02No ratings yet
- Roasting Reduction Kinetics of An Indonesian Nickeliferous Laterite OreDocument7 pagesRoasting Reduction Kinetics of An Indonesian Nickeliferous Laterite OreIoannis KapageridisNo ratings yet
- Heat and Mass Balances in The ULCOS Blast FurnaceDocument3 pagesHeat and Mass Balances in The ULCOS Blast FurnaceakshukNo ratings yet
- Modeling of A High-Temperature Direct Coal Gasific PDFDocument8 pagesModeling of A High-Temperature Direct Coal Gasific PDFvictorNo ratings yet
- Hydrogen From SMR 1Document2 pagesHydrogen From SMR 1Pramanshu RajputNo ratings yet
- Article FeaturesOfHeatTransferInAPre-nDocument8 pagesArticle FeaturesOfHeatTransferInAPre-nOlair RosaNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Chapter 3 CVPDocument26 pagesChapter 3 CVPshuhadaNo ratings yet
- GATES Industrial ManualDocument59 pagesGATES Industrial ManualMartinez Valladares OscarNo ratings yet
- Introduction To Econometrics Ii (Econ-3062) : Mohammed Adem (PHD)Document83 pagesIntroduction To Econometrics Ii (Econ-3062) : Mohammed Adem (PHD)ፍቅር እስከ መቃብር100% (2)
- The Pre-Production Process EvaluationDocument8 pagesThe Pre-Production Process EvaluationMC_Onnell100% (1)
- PS2 VGA Diagram Rev by GillBert - Rev2 PDFDocument6 pagesPS2 VGA Diagram Rev by GillBert - Rev2 PDFwuemuraNo ratings yet
- Mod 4 AdministrativeDocument8 pagesMod 4 AdministrativeElla AlogNo ratings yet
- The Wild BunchDocument2 pagesThe Wild BuncharnoldNo ratings yet
- Victoria Resume 2Document2 pagesVictoria Resume 2api-549232785No ratings yet
- NI-Predictive Maintenance and Machine Health MonitoringDocument34 pagesNI-Predictive Maintenance and Machine Health Monitoringtườngt_14No ratings yet
- Kubs-Bill 7-LibraryDocument48 pagesKubs-Bill 7-LibrarySharkeela ShukriNo ratings yet
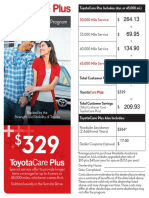
- ToyotaCare Plus CalculationDocument2 pagesToyotaCare Plus CalculationShao MaNo ratings yet
- My Ideal Job BankerDocument4 pagesMy Ideal Job BankerAnne MaryNo ratings yet
- Pac CarbonDocument172 pagesPac CarbonBob MackinNo ratings yet
- Lesson Plans WK 26Document7 pagesLesson Plans WK 26api-280840865No ratings yet
- (20635303 - Journal of Behavioral Addictions) Fear of Missing Out (FoMO) and Internet Use - A Comprehensive Systematic Review and Meta-AnalysisDocument22 pages(20635303 - Journal of Behavioral Addictions) Fear of Missing Out (FoMO) and Internet Use - A Comprehensive Systematic Review and Meta-AnalysisNeeraj raiNo ratings yet
- MCQ in Amplitude ModulationDocument10 pagesMCQ in Amplitude ModulationMohammed AbbasNo ratings yet
- On Advertising A Marxist CritiqueDocument13 pagesOn Advertising A Marxist CritiqueKisholoy AntiBrahminNo ratings yet
- 1700 N Manhattan Ave - Royal Towers - Notice of CondemnationDocument14 pages1700 N Manhattan Ave - Royal Towers - Notice of CondemnationMatthew SelfNo ratings yet
- Free Bhel Transformer Book PDFDocument4 pagesFree Bhel Transformer Book PDFMilan ShahNo ratings yet
- Dynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresDocument11 pagesDynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresjavilapiedraNo ratings yet
- Boiler WaterDocument70 pagesBoiler WaterDarius DsouzaNo ratings yet
- Data Analysis PDFDocument10 pagesData Analysis PDFKenny Stephen CruzNo ratings yet
- Golden Gate PDFDocument42 pagesGolden Gate PDFJose David Vivas AbrilNo ratings yet
- Entrep 5 6 Edited 23 24Document14 pagesEntrep 5 6 Edited 23 24Godofredo HermosuraNo ratings yet
- Arnold Schwarzenegger ThesisDocument4 pagesArnold Schwarzenegger Thesislanatedrummondfortwayne100% (2)
- Chapter#3 - Assignmnet ProblemDocument36 pagesChapter#3 - Assignmnet ProblemHarishNo ratings yet
- Human Resources Management in 2020.Document11 pagesHuman Resources Management in 2020.DheerajNo ratings yet
- Lesson PlanDocument2 pagesLesson PlanVîrforeanu Nicolae AlinNo ratings yet
- CNS-Classifications by Dr-Islahkhan (Humble Pharmacist)Document24 pagesCNS-Classifications by Dr-Islahkhan (Humble Pharmacist)M Ils Meteor Pharmacist0% (1)