Download as pdf or txt
You might also like
- Tenor Rudiments: List Created by EMCDocument2 pagesTenor Rudiments: List Created by EMCAlexandrovisk Alffredisnky ZambranoskyNo ratings yet
- SmartLase C350 and C150 User ManualDocument138 pagesSmartLase C350 and C150 User Manualrob100% (1)
- (CADD - Desk) Autocad Tutuorial Refefrence BookDocument196 pages(CADD - Desk) Autocad Tutuorial Refefrence BookAmexTesfayeKoraNo ratings yet
- Halo - Full ScoreDocument12 pagesHalo - Full ScoreLuca RicciNo ratings yet
- Badoo GuidelinesDocument16 pagesBadoo GuidelinesMontanaNo ratings yet
- Principles of Dairy Chemistry by Jennese and Patton PDFDocument454 pagesPrinciples of Dairy Chemistry by Jennese and Patton PDFMaadhavi sri lalithaNo ratings yet
- Severochema Profile PDFDocument5 pagesSeverochema Profile PDFDurban Chamber of Commerce and IndustryNo ratings yet
- Pulp-Paper Industry CatalogDocument12 pagesPulp-Paper Industry CatalogCarlos UngarettiNo ratings yet
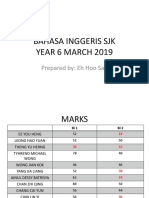
- Y6 March 2019 Bahasa Inggeris SJK Analysis ItemsDocument13 pagesY6 March 2019 Bahasa Inggeris SJK Analysis ItemsEh SanNo ratings yet
- Troubleshooting Guide: GravureDocument20 pagesTroubleshooting Guide: Gravureक्षितिजNo ratings yet
- Indicators NewDocument10 pagesIndicators NewMadhuNo ratings yet
- Welding Secrets Second Edition by Hal WilsonDocument63 pagesWelding Secrets Second Edition by Hal WilsonTharach Janesuapasaeree100% (1)
- Airbus A320-214: Hudson River Miracle" 15 January 2009Document8 pagesAirbus A320-214: Hudson River Miracle" 15 January 2009Patti MoneyNo ratings yet
- Character SheetDocument2 pagesCharacter SheetFallen ArchonNo ratings yet
- 10-98558 Interior Door Brochure 072423Document44 pages10-98558 Interior Door Brochure 072423RyanNo ratings yet
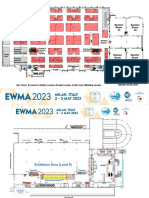
- Session Room 02 Session Room 01Document2 pagesSession Room 02 Session Room 01stefania989No ratings yet
- Welding SecretsDocument63 pagesWelding SecretsJCDIGIT100% (17)
- Kostya Kimlat Card Work Card PlayDocument56 pagesKostya Kimlat Card Work Card Playbrother1984100% (1)
- Gravy Final Screen2Document116 pagesGravy Final Screen2Theodor TesterNo ratings yet
- Harresiz Kanpo: EstrofaDocument1 pageHarresiz Kanpo: EstrofaÍñigo BaraibarNo ratings yet
- O' Level Commerce NotesDocument159 pagesO' Level Commerce NotesChi EdzaNo ratings yet
- Badoo Visual Guide Badoo Visual GuidelinesDocument14 pagesBadoo Visual Guide Badoo Visual GuidelinesSaurabh DasNo ratings yet
- Badoo Visual GuidelinesDocument14 pagesBadoo Visual Guidelinesnicoagudelo82No ratings yet
- Practice Schedule Aug 9Document3 pagesPractice Schedule Aug 9rexryan2No ratings yet
- Skylab 2 Voice Dump Transcription 1 of 8Document349 pagesSkylab 2 Voice Dump Transcription 1 of 8Bob AndrepontNo ratings yet
- Ids 20lickstechnicalfocus Lick06 TabDocument3 pagesIds 20lickstechnicalfocus Lick06 TabJorge Daniel Gorostegui Di PetoNo ratings yet
- 445Document1 page445sai comNo ratings yet
- Bergquist TIM SG - 0115 - WEBDocument104 pagesBergquist TIM SG - 0115 - WEBMaike SongNo ratings yet
- PP TTDocument6 pagesPP TTKen NguyễnNo ratings yet
- Wild Side: Beastars Op Ali Tab: PulsegtrDocument5 pagesWild Side: Beastars Op Ali Tab: PulsegtrBurnedTacoSauceNo ratings yet
- Ben Muller - Humpback WhaleDocument7 pagesBen Muller - Humpback Whalehackimnur1993100% (1)
- Ballad Lick2 TabDocument3 pagesBallad Lick2 TabNobertoOliveiraNo ratings yet
- Phonic DFX 2565Document21 pagesPhonic DFX 2565Veiga AlexNo ratings yet
- Ceng380 Chap3Document8 pagesCeng380 Chap3awatef banoutNo ratings yet
- Beach Luxury Skills360 Launch Event LayoutDocument1 pageBeach Luxury Skills360 Launch Event Layoutuzair.mohammadNo ratings yet
- Gilg: Rnue Nx4E XnauDocument2 pagesGilg: Rnue Nx4E Xnautrang_phamlt_vgNo ratings yet
- Catalogo 2018 DIODocument133 pagesCatalogo 2018 DIOSamara Maya100% (1)
- Rolleicord VaDocument27 pagesRolleicord VaLizNo ratings yet
- JZ Dynrockfusion Lick14 TabDocument3 pagesJZ Dynrockfusion Lick14 TabRaquel MendezNo ratings yet
- CatalogDocument60 pagesCatalogRonnie LiewNo ratings yet
- Ind - MARCHDocument193 pagesInd - MARCHYikuan FoongNo ratings yet
- Top Roll GroupDocument1 pageTop Roll GroupthaivinhtuyNo ratings yet
- คนที่ถูกรักDocument4 pagesคนที่ถูกรักvipada.tnpNo ratings yet
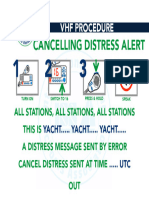
- VHF Cancel Distress AlertDocument1 pageVHF Cancel Distress AlertSad KamalNo ratings yet
- Decorative Accessories S S 19 in Touch PDFDocument12 pagesDecorative Accessories S S 19 in Touch PDFbrijeshNo ratings yet
- HENKEL Allpages V082817.inddDocument108 pagesHENKEL Allpages V082817.inddAbhi Ram MNo ratings yet
- Abhi Al Ghani - Fase 3Document12 pagesAbhi Al Ghani - Fase 3Abhi Al GhaniNo ratings yet
- Balvani V RadovniDocument7 pagesBalvani V RadovniAjda MaliNo ratings yet
- OCA DCA Tactics StandardsDocument38 pagesOCA DCA Tactics Standardslalalu9514No ratings yet
- EP950 Best Practices v1.05-JDocument16 pagesEP950 Best Practices v1.05-JdmnuserNo ratings yet
- Registros Auxiliares 2018 - IvanDocument20 pagesRegistros Auxiliares 2018 - IvanJose Ivan Gonzalez EsquecheNo ratings yet
- Floor 4 - Teaching Studios + ToiletsDocument1 pageFloor 4 - Teaching Studios + Toiletsdulshan costaNo ratings yet
- Floor 4 - Teaching Studios + ToiletsDocument1 pageFloor 4 - Teaching Studios + Toiletsdulshan costaNo ratings yet
- Vinai 20melodicballadlicks Lick2 TabDocument3 pagesVinai 20melodicballadlicks Lick2 TabVinnie HeNo ratings yet
- Vinai 20melodicballadlicks Lick2 Tab PDFDocument3 pagesVinai 20melodicballadlicks Lick2 Tab PDFDeimerNo ratings yet
- Vinai 20melodicballadlicks Lick2 Tab PDFDocument3 pagesVinai 20melodicballadlicks Lick2 Tab PDFVinícius LinsNo ratings yet
- 20 Funked Up Rock Licks: Lick 2Document3 pages20 Funked Up Rock Licks: Lick 2Leo PalaciosNo ratings yet
- Gij Scarlett Level 1 v2Document2 pagesGij Scarlett Level 1 v2Jacob LarizNo ratings yet
- Interface34 en tcm219-23961Document24 pagesInterface34 en tcm219-23961TomColl66No ratings yet
- Revised-Corrugated Eguide 6 28Document15 pagesRevised-Corrugated Eguide 6 28TomColl66No ratings yet
- 1309 FlexoTech Colour Management For Flexo Part IIDocument3 pages1309 FlexoTech Colour Management For Flexo Part IITomColl66No ratings yet
- 1304 FlexoTech Colour Management For Flexo Part IDocument3 pages1304 FlexoTech Colour Management For Flexo Part ITomColl66No ratings yet
- Fountain Solution in OffsetDocument22 pagesFountain Solution in OffsetTomColl66No ratings yet
- Compuwell Project Construction Safety Program - tv5Document23 pagesCompuwell Project Construction Safety Program - tv5Daryl Gomez TimatimNo ratings yet
- Periodic Table and Chemical BondingDocument23 pagesPeriodic Table and Chemical BondingQSQF100% (1)
- Pre-AP Unit 10 Homework PacketDocument13 pagesPre-AP Unit 10 Homework PacketTrish lamNo ratings yet
- QA-WIS Well Intervention Syllabus V3.2Document24 pagesQA-WIS Well Intervention Syllabus V3.2Ramanamurthy Palli0% (1)
- PoisonersKit v1-1Document4 pagesPoisonersKit v1-1Omar PratoNo ratings yet
- Ease 2 Biology Grade 7 2020 2021 FinalDocument14 pagesEase 2 Biology Grade 7 2020 2021 FinalfajarNo ratings yet
- Sugar NIR Brochure ENDocument9 pagesSugar NIR Brochure ENArif SumonNo ratings yet
- Square PharmaDocument2 pagesSquare PharmaJobaiyer AlamNo ratings yet
- Espring Brochure AnzDocument2 pagesEspring Brochure AnzFieansa Kiki WongNo ratings yet
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261No ratings yet
- Bhel Mini Pro Report On Turbo Generators 1Document53 pagesBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (2)
- Edi CT OF Government: EAS 81-6 (2006) (English) : Milk Powders - Determination of Insolubility IndexDocument23 pagesEdi CT OF Government: EAS 81-6 (2006) (English) : Milk Powders - Determination of Insolubility IndexJacquelineNo ratings yet
- Rotary KilnDocument7 pagesRotary KilnDarshan PatelNo ratings yet
- Chapter 6: Fatigue Failure: Introduction, Basic ConceptsDocument21 pagesChapter 6: Fatigue Failure: Introduction, Basic ConceptsNick MezaNo ratings yet
- Adsorption of Heavy Metals by Exhausted Coffee Grounds As A Potential Treatment Method For Waste WaterDocument4 pagesAdsorption of Heavy Metals by Exhausted Coffee Grounds As A Potential Treatment Method For Waste Waterdesan89923No ratings yet
- BS 1370-1979-Specification For Low Heat Portland CementDocument12 pagesBS 1370-1979-Specification For Low Heat Portland CementDastaggir Karimi100% (1)
- KLIMCHOUK, Alexander B. Hypogene SpeleogenesisDocument29 pagesKLIMCHOUK, Alexander B. Hypogene SpeleogenesisCaegeoNo ratings yet
- Tutor 7Document16 pagesTutor 7LEE LEE LAUNo ratings yet
- Section 4. Metal Repair ProceduresDocument42 pagesSection 4. Metal Repair ProceduresrobinyNo ratings yet
- MSC (Home Sci - Nut & Dietetics) - 365 21 - Nutritional BiochemistryDocument368 pagesMSC (Home Sci - Nut & Dietetics) - 365 21 - Nutritional BiochemistryromaliaNo ratings yet
- Molecular BiologyDocument113 pagesMolecular Biologytummalapalli venkateswara rao80% (10)
- Fluid Mechanics Lab MannualDocument14 pagesFluid Mechanics Lab MannualAhmad RazaNo ratings yet
- Ashwini Shukla (4294) LPT Assignment Paper 1Document4 pagesAshwini Shukla (4294) LPT Assignment Paper 1Dr Ashwini ShuklaNo ratings yet
- Feed Mill InfoDocument33 pagesFeed Mill InfoSapelNo ratings yet
- VMS WetarDocument24 pagesVMS WetarErwin AnshariNo ratings yet
- Parker FittingDocument84 pagesParker FittinginstrumentaNo ratings yet
- ASO Contamination Control ManualDocument17 pagesASO Contamination Control ManualanescuveronicaNo ratings yet
- Entrepreneurship Project: Biocon: Submitted To-Submitted by - Dr. Abha Aman Bajaj 237/15 Bcom LLB (Hons.)Document20 pagesEntrepreneurship Project: Biocon: Submitted To-Submitted by - Dr. Abha Aman Bajaj 237/15 Bcom LLB (Hons.)Aman BajajNo ratings yet